Изобретение относится к технологии машиностроения и преимущественно может быть использовано для контроля качества поверхностного слоя и прогнозирования износостойкости покрытий.
Цель изобретения - повышение точности способа за счет учета влияния анизотропии поверхностных физико-механических свойств материала на величину усилия отрыва магнита.
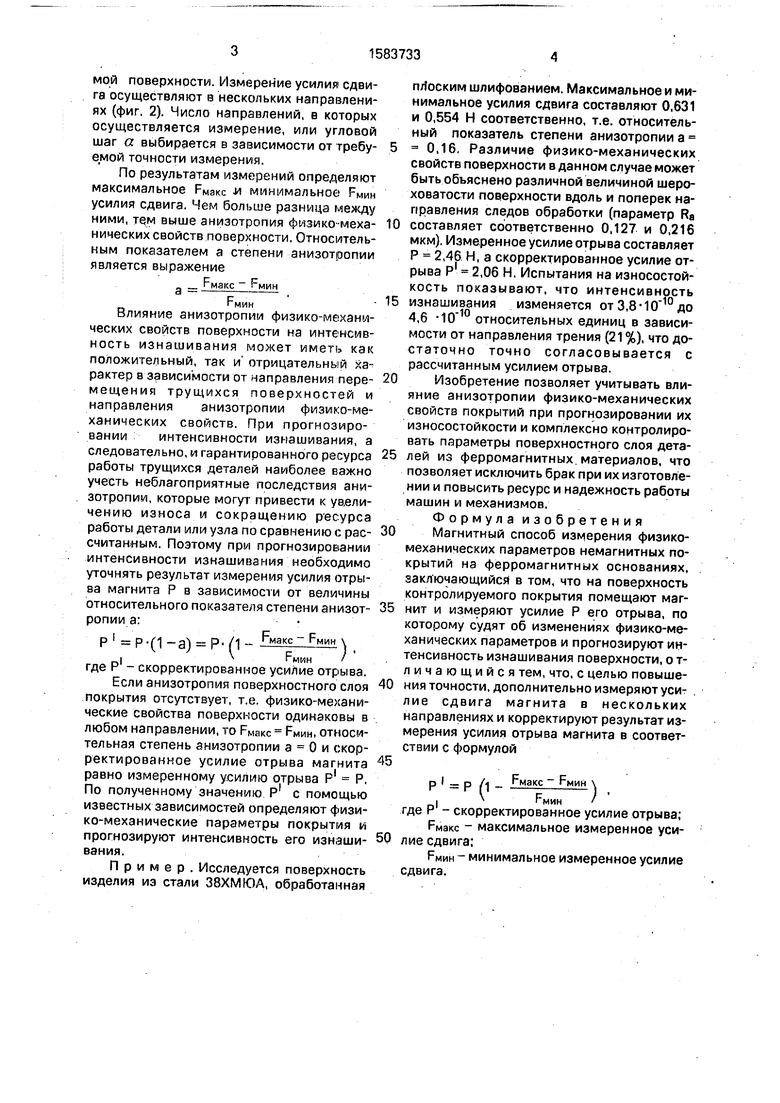
На фиг. 1 представлена схема реализации способа, вид сбоку; на фиг. 2 - схема направлений усилий сдвига.
Постоянный магнит 1 помещают на поверхность контролируемого изделия 2 с покрытием 3. Посредством тяг 4 магнит соединяется с силоизмерительными устройствами 5 и 6 и устройствами 7 и 8 нагруже- ния.
Способ осуществляют следующим образом.
Магнит притягивается к ферромагнитному материалу изделия 2 с усилием, величина которого зависит от толщины покрытия 3. величины волнистости и шероховатости поверхности, степени наклепа и т.п.
Постепенно увеличивая нагрузку с помощью устройства 7 нагружения, определяют силоизмерительным устройством 5 усилие Р отрыва магнита. Затем с помощью устройства 8 нагружения постепенно увеличивают нагрузку и определяют посредством силоизмерительного устройства 6 усилие F сдвига магнита относительно контролируеСП 00
со
Ч СО
со
мой поверхности. Измерение усилия сдвига осуществляют в нескольких направлениях (фиг. 2). Число направлений, в которых осуществляется измерение, или угловой шаг а выбирается в зависимости от требуемой точности измерения.
По результатам измерений определяют максимальное Рмакс -и минимальное РМИН усилия сдвига. Чем больше разница между ними, тем выше анизотропия физико-механических свойств поверхности. Относительным показателем а степени анизотропии является выражение
Рмакс мин РМИН
Влияние анизотропии физико-механм- ческих свойств поверхности на интенсивность изнашивания может иметь как положительный, так и отрицательный характер в зависимости от направления пере- мещения трущихся поверхностей и направления анизотропии физико-механических свойств. При прогнозировании интенсивности изнашивания, а следовательно, и гарантированного ресурса работы трущихся деталей наиболее важно учесть неблагоприятные последствия анизотропии, которые могут привести к увеличению износа и сокращению ресурса работы детали или узла по сравнению с рассчитанным. Поэтому при прогнозировании интенсивности изнашивания необходимо уточнять результат измерения усилия отрыва магнита Р в зависимости от величины относительного показателя степени анизотропии а:
Гмакс РМИН
р р-(1-а) Р-(1
мин
где Р - скорректированное усилие отрыва.
Если анизотропия поверхностного слоя покрытия отсутствует, т.е. физико-механические свойства поверхности одинаковы в любом направлении, то Рмакс РМИН, относительная степень анизотропии а 0 и скорректированное усилие отрыва магнита равно измеренному усилию отрыва Р1 Р, По полученному значению Р с помощью известных зависимостей определяют физико-механические параметры покрытия и прогнозируют интенсивность его изнашивания.
Пример. Исследуется поверхность изделия из стали 38ХМЮА, обработанная
пЛоским шлифованием. Максимальное и минимальное усилия сдвига составляют 0,631 и 0,554 Н соответственно, т.е. относительный показатель степени анизотропии а
0,16. Различие физико-механических свойств поверхности в данном случае может быть объяснено различной величиной шероховатости поверхности вдоль и поперек направления следов обработки (параметр Ra
составляет соответственно 0,127 и 0,216 мкм). Измеренное усилие отрыва составляет Р 2,46 Н, а скорректированное усилие отрыва Р1 2,06 Н. Испытания на износостойкость показывают, что интенсивность
изнашивания изменяется отЗ. до 4,6 относительных единиц в зависимости от направления трения (21 %), что достаточно точно согласовывается с рассчитанным усилием отрыва.
Изобретение позволяет учитывать влияние анизотропии физико-механических свойств покрытий при прогнозировании их износостойкости и комплексно контролировать параметры поверхностного слоя деталей из ферромагнитных материалов, что позволяет исключить брак при их изготовлении и повысить ресурс и надежность работы машин и механизмов.
Формула изобретения
Магнитный способ измерения физико- механических параметров немагнитных покрытий на ферромагнитных основаниях, заключающийся в том, что на поверхность контролируемого покрытия помещают магнит и измеряют усилие Р его отрыва, по которому судят об изменениях физико-механических параметров и прогнозируют интенсивность изнашивания поверхности, о т- личающийся тем, что, с целью повышения точности, дополнительно измеряют уси- лие сдвига магнита в нескольких направлениях и корректируют результат измерения усилия отрыва магнита в соответствии с формулой
- РМИН
р(1-F
макс
1
где Р - скорректированное усилие отрыва;
Рмакс - максимальное измеренное уси- лие сдвига:
РМИН - минимальное измеренное усилие сдвига.
-8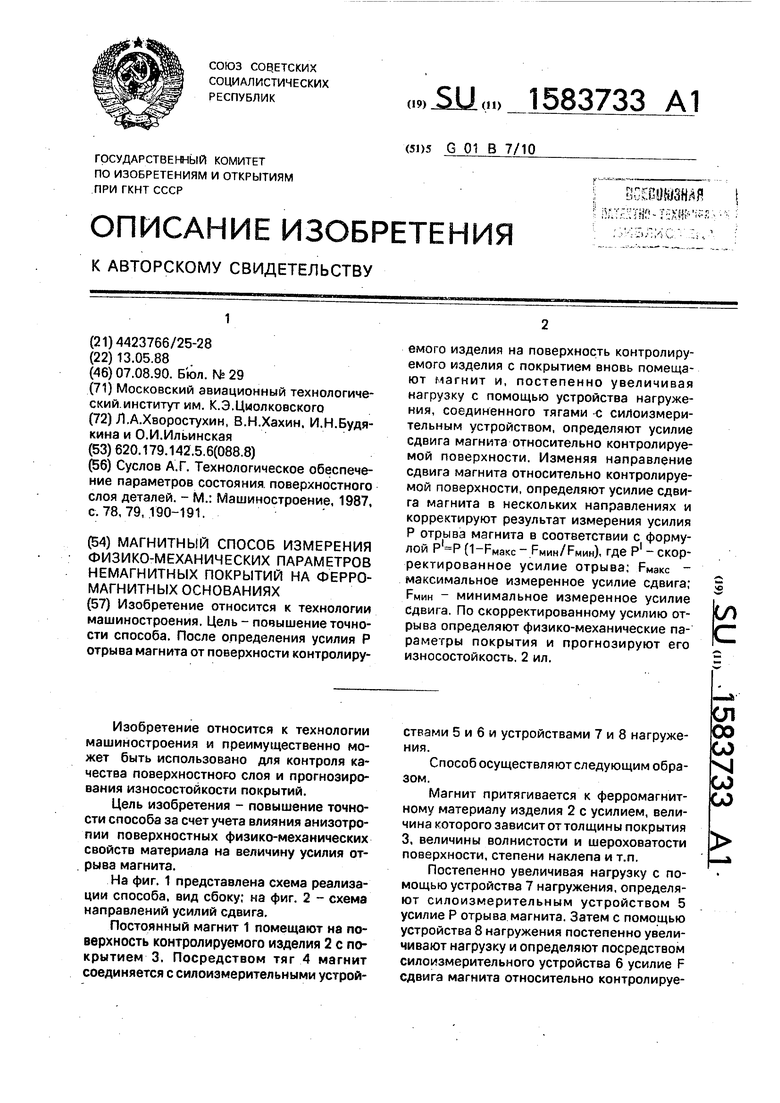
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения физико-механических параметров немагнитных покрытий на ферромагнитных основаниях | 1989 |
|
SU1652807A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ РАЗВИТИЯ ПАРОКСИЗМОВ МЕРЦАНИЯ И ТРЕПЕТАНИЯ ПРЕДСЕРДИЙ У БОЛЬНЫХ С НАДЖЕЛУДОЧКОВОЙ ЭКСТРАСИСТОЛИЕЙ | 2005 |
|
RU2294137C2 |
| Способ оценки абразивной износостойкости материалов | 1990 |
|
SU1786393A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2584339C1 |
| Способ управления глубиннонасосной установкой нефтяных скважин | 1990 |
|
SU1760166A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2260786C1 |
| Способ выбора режима электропотребления | 1989 |
|
SU1659877A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2007 |
|
RU2358838C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2257565C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2534730C1 |
Изобретение относится к технологии машиностроения. Цель - повышение точности способа. После определения усилия P отрыва магнита от поверхности контролируемого изделия на поверхность контролируемого изделия с покрытием вновь помещают магнит и, постепенно увеличивая нагрузку с помощью устройства нагружения, соединенного тягами с силоизмерительным устройством, определяют усилие сдвига магнита относительно контролируемой поверхности. Изменяя направление сдвига магнита относительно контролируемой поверхности, определяют усилие сдвига магнита в нескольких направлениях и корректируют результат измерения усилия P отрыва магнита в соответствии с формулой P 1=P (1-F макс - F мин/F мин), где P 1 - скорректированное усилие отрыва
F макс - максимальное измеренное усилие сдвига
F мин - минимальное измеренное усилие сдвига. По скорректированному усилию отрыва определяют физико-механические параметры покрытия и прогнозируют его износостойкость. 2 ил.
FMUH
Фиг. Z
| Суслов А.Г | |||
| Технологическое обеспечение параметров состояния поверхностного слоя деталей | |||
| - М.: Машиностроение, 1987, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
