Изобретение относится к швейной промышленности, а именно к обеспечению эргономических свойств одежды, особенно верхней одежды, спецодежды и спортивной одежды и к устройствам для их производства.
Цель изобретения - повышение эксплуатационных СВОЙСТВ и удобства в пользовании при одновременном повышении технологичности процесса изготовления одежды.
На фиг. 1 изображен внешний вид ластовицы, выполненной в виде гофрированного объема пакета материалов с высотой гофра h и шириной шва притачивания ластовицы f (высота и количество гофр рассчитываются по величине динамического
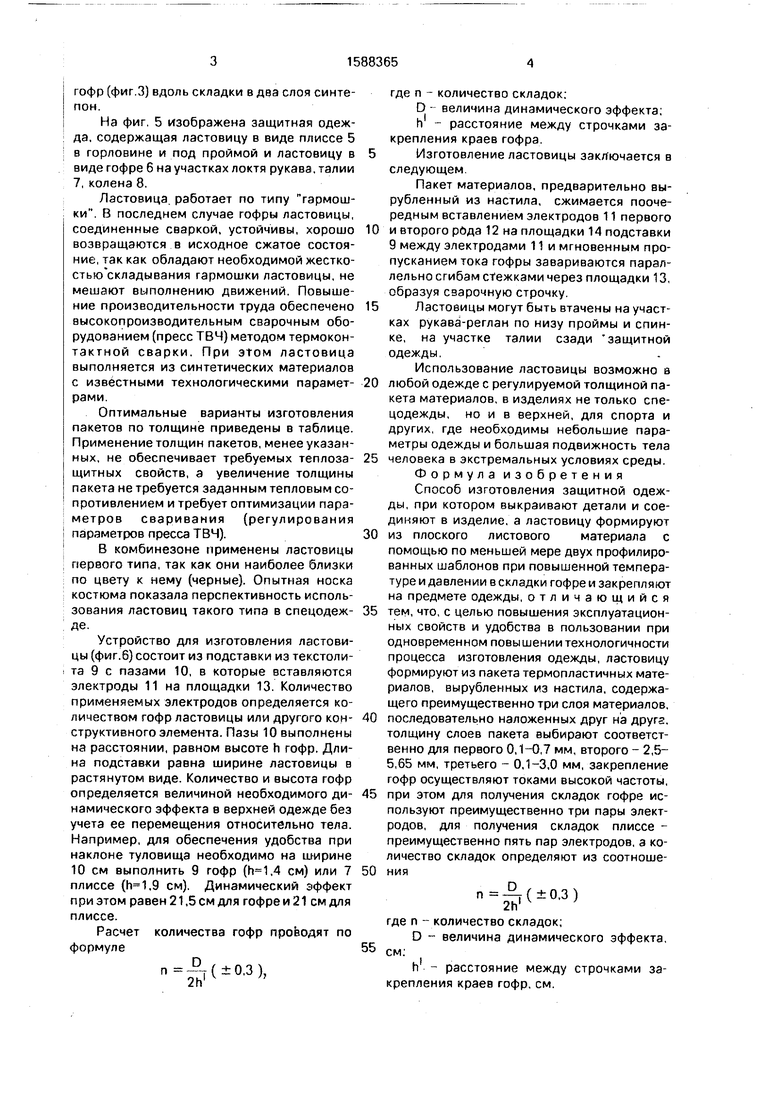
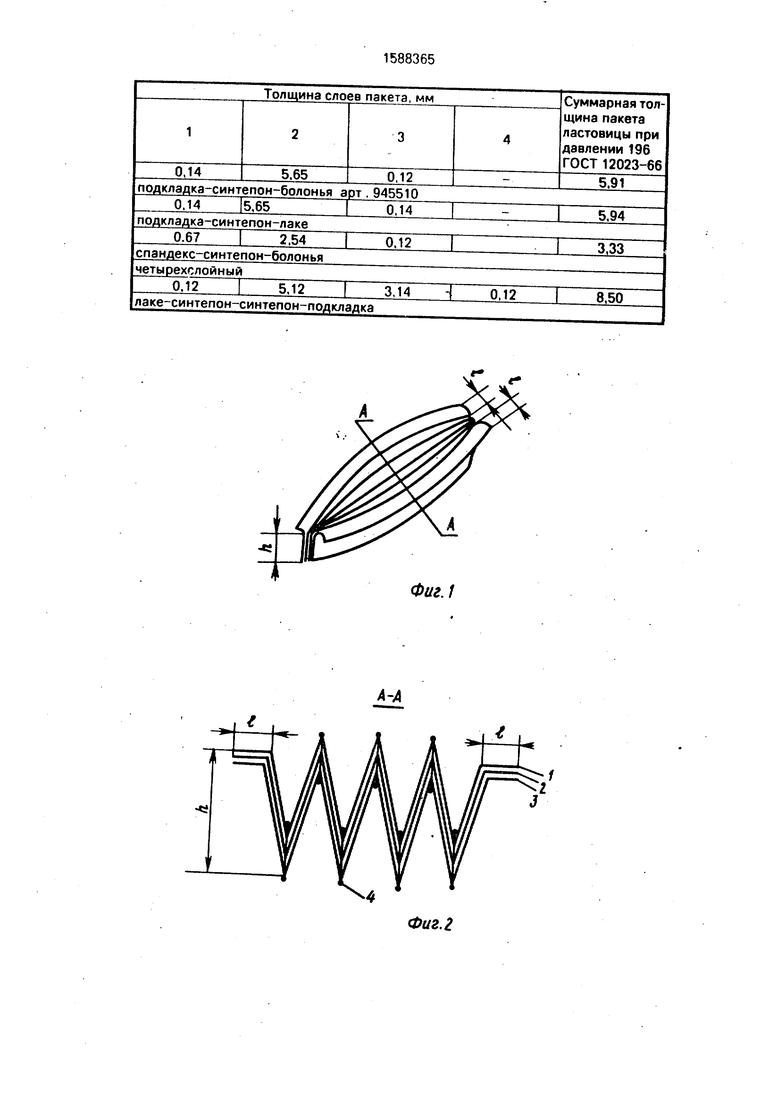
эффекта): на фиг. 2 - сечение А-А на фиг 1 (способ закрепления гофр пакета строчками вдоль ЛИНИЙ гофр); на фиг. 3 - то же. способ закрепления строчками поперек линий гофр; на фиг. 4 - складки плиссе; на фиг. 5 - защитная одежда, содержащая ластовицу в виде плиссе и гофре; на фиг. 6 - устройство для изготовления ластовицы.
Для изготовления ластовицы ее выкраивают из пакета материалов, поддающихся гофрированию и плиссированию сварным способом и содержащего верх 1, утеплитель 2 и подкладку 3.
Закрепление сварным способом возможно в двух вариантах: строчками 4 насквозь слоев пакета вдоль линий гофр (фиг.2) и строчками 4 поперек линии сгиба
СП 00 00
со а
СП
I гофр (фиг.З) вдоль складки в два слоя синтепон.
На фиг, 5 изображена защитная одежда, содержащая ластовицу в виде плиссе 5 в горловине и под проймой и ластовицу в виде гофре б на участках локтя рукава, талии 7, колена 8,
Ластовица, работает по типу гармошки. В последнем случае гофры ластовицы, соединенные сваркой, устойчивы, хорошо возвращаются в исходное сжатое состояние, так как обладают необходимой жестко- стью складывания гармошки ластовицы, не мешают выполнению движений. Повышение производительности труда обеспечено высокопроизводительным сварочным оборудованием (пресс ТВЧ) методом термокон- тактной сварки. При згом ластовица выполняется из синтетических материалов с известными технологическими параметрами.
Оптимальные варианты изготовления пакетов по толщине приведены в таблице. I Применение толщин пакетов, менее указан- I ных, не обеспечивает требуемых теплоза- I щитных свойств, а увеличение толщины I пакета не требуется заданным тепловым со- I противлением и требует оптимизации пара- метров сваривания (регулирования параметров пресса ТВЧ). : В комбинезоне применены ластовицы ; первого типа, так как они наиболее близки по цвету к нему (черные). Опытная носка костюма показала перспективность использования ластовиц такого типа в спецодеж- ; де.
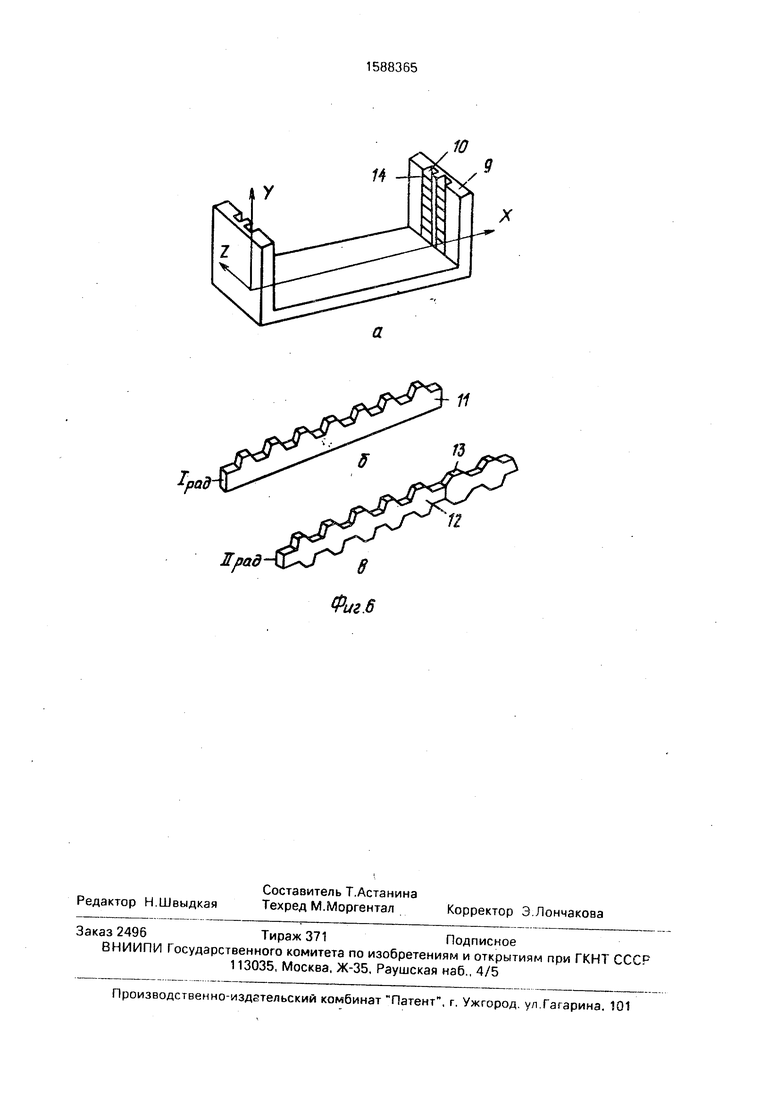
Устройство для изготовления ластовицы (фиг.6) состоит из подставки из текстоли- та 9 с пазами 10, в которые вставляются электроды 11 на площадки 13. Количество применяемых электродов определяется количеством гофр ластовицы или другого конструктивного элемента. Пазы 10 выпо1лнены на расстоянии, равном высоте h гофр. Длина подставки равна ширине ластовицы в растянутом виде. Количество и высота гофр определяется величиной необходимого динамического эффекта в верхней одежде без учета ее перемещения относительно тела. Например, для обеспечения удобства при наклоне туловища необходимо на ширине 10 см выполнить 9 гофр (,4 см) или 7 плиссе (,9 см). Динамический эффект при этом равен 21,5 см для гофре и 21 см для плиссе.
Расчет количества гофр проводят по формуле
,(±0.3),
где п - количество складок:
D - величина динамического эффекта; h - расстояние между строчками закрепления краев гофра.
5Изготовление ластовицы заключается в
следующем.
Пакет материалов, предварительно вырубленный из настила, сжимается поочередным вставлением электродов 11 первого
0 и второго рбда 12 на площадки 14 подставки 9 между электродами 11 и мгновенным пропусканием тока гофры завариваются параллельно сгибам стежками через площадки 13, образуя сварочную строчку.
5Ластовицы могут быть втачены на участках рукава-реглан по низу проймы и спинке, на участке талии сзади защитной одежды.
Использование ластовицы возможно в
0 любой одежде с регулируемой толщиной пакета материалов, в изделиях не только спецодежды, но и в верхней, для спорта и других, где необходимы небольшие параметры одежды и большая подвижность тела
5 человека в экстремальных условиях среды. Формула изобретения Способ изготовления защитной одежды, при котором выкраивают детали и соединяют в изделие, а ластовицу формируют
0 из плоского листового материала с помощью по меньшей мере двух профилированных шаблонов при повышенной температуре и давлении в складки гофре и закрепляют на предмете одежды, отличающийся
5 тем, что, с целью повышения эксплуатационных свойств и удобства в пользовании при одновременном повышении технологичности процесса изготовления одежды, ластовицу формируют из пакета термопластичных материалов, вырубленных из настила, содержащего преимущественно три слоя материалов,
0 последовательно наложенных друг на друга, толщину слоев пакета выбирают соответственно для первого 0,1-0,7 мм, второго - 2,5- 5,65 мм, третьего - 0,1-3,0 мм, закрепление гофр осуществляют токами высокой частоты,
5 при этом для получения складок гофре используют преимущественно три пары электродов, для получения складок плиссе - преимущественно пять пар электродов, а количество складок определяют из соотноше0 НИИ
(
2h
:0,3)
где п - количество складок;
D - величина динамического эффекта, см;
h - расстояние между строчками закрепления краев гофр, см.
-5J2 5.12I314
лаке-синтепон-синтепон-попкпяпга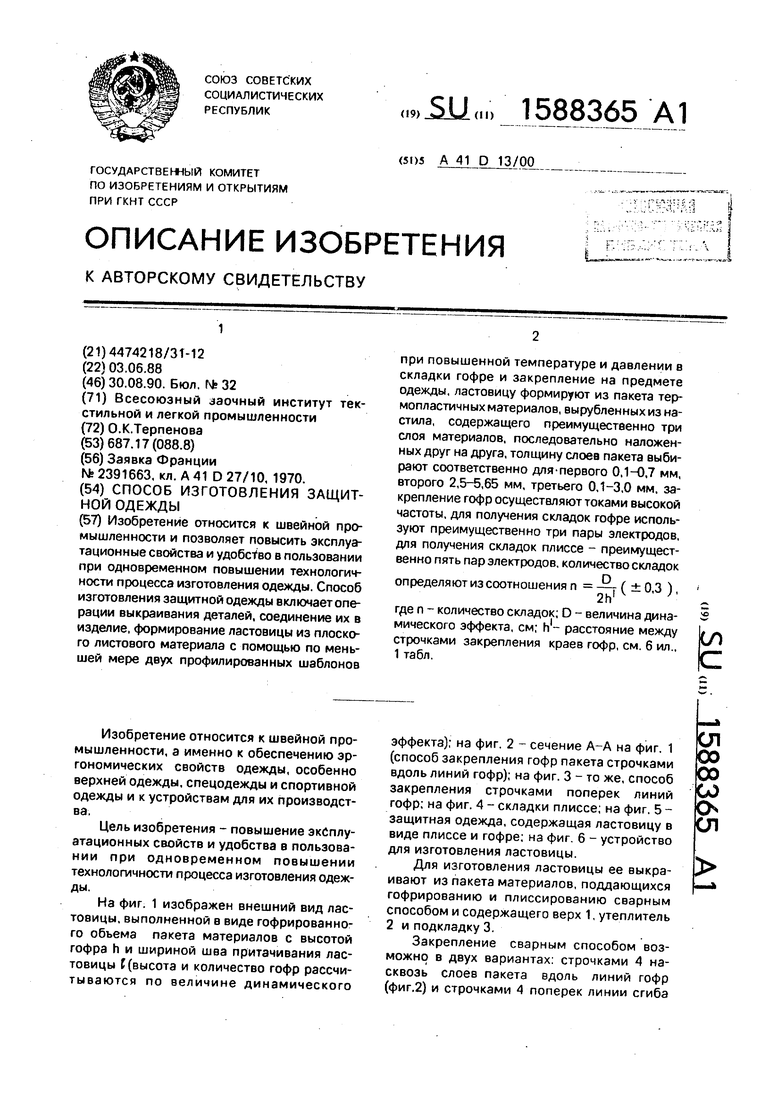
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакет материалов для огнетеплозащитной одежды | 2024 |
|
RU2826867C1 |
| Способ изготовления накладных плечиков из синтетических материалов | 1989 |
|
SU1771659A1 |
| МНОГОСЛОЙНЫЙ ПАКЕТ | 2014 |
|
RU2580104C2 |
| Способ определения эргономических показателей качества конструкции швейных изделий и устройство для осуществления способа | 1978 |
|
SU745486A1 |
| Способ обработки низа рукава в изделиях пальтово-костюмного ассортимента из плащевых и курточных материалов (варианты) | 2019 |
|
RU2725366C1 |
| Способ изготовления мужского костюма | 1990 |
|
SU1759390A1 |
| КОМБИНЕЗОН ЗАЩИТНЫЙ | 2023 |
|
RU2821331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОДЕЖДЫ | 1992 |
|
RU2040194C1 |
| ПАКЕТ МАТЕРИАЛОВ ДЛЯ ТЕПЛОЗАЩИТНОЙ ОДЕЖДЫ | 1995 |
|
RU2091098C1 |
| Способ изготовления стихаря с вышитым оплечьем для священнослужителей Русской Православной Церкви | 2015 |
|
RU2629087C2 |
Изобретение относится к швейной промышленности и позволяет повысить эксплуатационные свойства и удобство в пользовании при одновременном повышении технологичности процесса изготовления одежды. Способ изготовления защитной одежды включает операции выкраивания деталей, соединение их в изделие, формирование ластовицы из плоского листового материала с помощью по меньшей мере двух профилированных шаблонов при повышенной температуре и давлении в складки гофре и закрепление на предмете одежды, ластовицу формируют из пакета термопластичных материалов, вырубленных из настила, содержащего преимущественно три слоя материалов, последовательно наложенных друг на друга, толщину слоев пакета выбирают соответственно для первого от 0,1 до 0,7 мм, второго от 2,5 до 5,65 мм, третьего от 0,1 до 3,0 мм, закрепление гофр осуществляют токами высокой частоты, для получения складок гофре используют преимущественно три пары электродов, для получения складок плиссе - преимущественно пять пар электродов, количество складок определяют из соотношения N=D/2H 1(±0,3), где N - количество складок
D - величина динамического эффекта, см
H 1 - расстояние между строчками закрепления краев гофр, см. 6 ил., 1 табл.
Фиг.1
Фиг. 2
Фиг, J
Фиг. 5
Жрад
| СПОСОБ ДИФФЕРЕНЦИАЛЬНОЙ ДИАГНОСТИКИ БРОНХИАЛЬНОЙ АСТМЫ | 2008 |
|
RU2391663C1 |
| кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
