Ф/уг/
Изобретение OTHOCMtcp к производству отопительных приборов, а именно к способам сборки пластинчатых отопительных конвекторов.
Цель изобретения - повышение произ- водительности за счет снижения объема ручного труда.
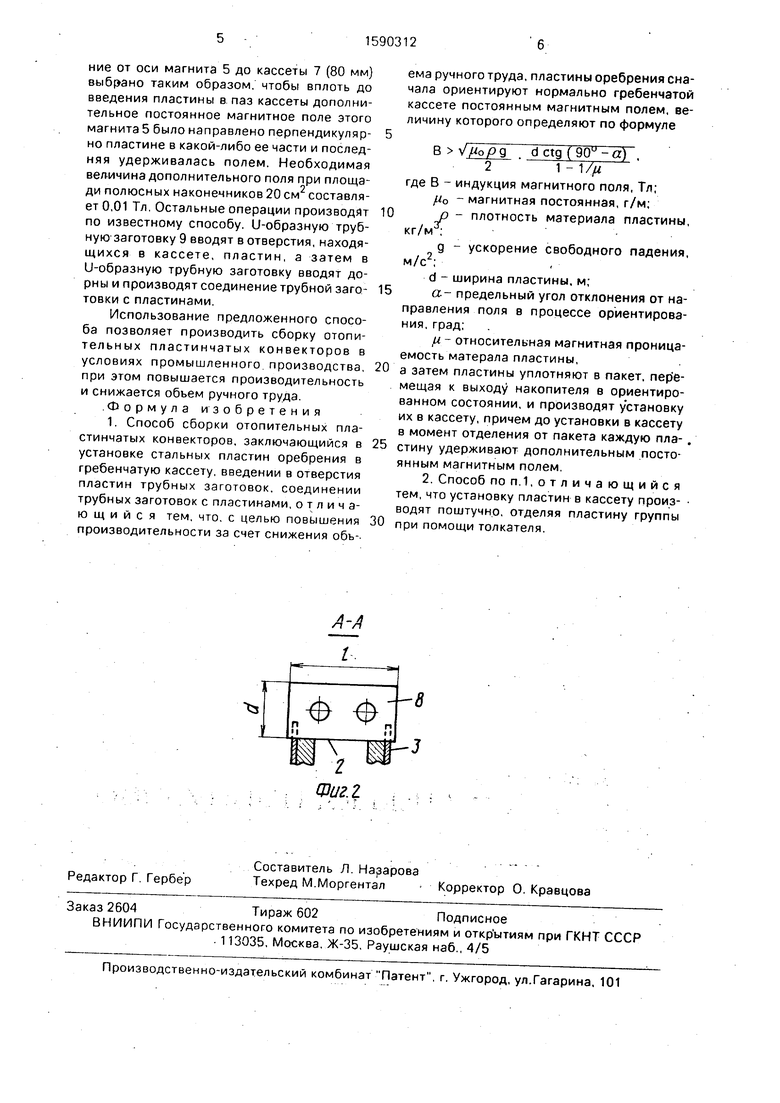
На фиг.1 представлено устройство для сборки отопительных пластинчатых, конвек- торов; на фиг.2--разрез А-А на фиг.1.
I Для осуществления способа применяют устройство, которое состоит из подающего транспортера с лотком 1, бесконечного ленточного транспортера 2 барабана 3 с пазами, накопительной магнитнй системы 4, один I из полюсов которой находится под лентой I транспортера 2, подковообразного магнита I 5 с полюсными наконечниками, толкателя, I 6, гребенчатой кассеты 7, На фиг.1 показаны также пластины 8 оребрения с отверсти- ями и и-образная трубная заготовка 9.
Способ сборки осуществляется следующим образом.
С подающего транспортера 1 с по- I Мощью лотка пластины подаются к бараба- I ну 3. Барабан представляет собой два I скрепленных между собой диска. Ширина j барабана равна длине Е пластины, а рассто- ; яние между внутренними поверхностями дисков на 8-10 мм превышает ширину : транспортера. Пазы в обоих дисках бараба- ; на расположены на одинаковых азимутах. i Глубина каждого паза составляет 10 мм, а : лента транспортера находится на 2-3 мм : выше уровня дна паза. Падающая пластина |. 8 захватыйается в пазы барабана. Линейная скорость барабана 3 выбрана совпадающей со скоростью ленточного транспортера, по- ; этому пластина, захваченная в пазы барабана, перемещается транспортером 2 и вводится в накопительную магнитную систему 4. В накопительной системе пластины ориентируются перпендикулярно кассете постоянным магнитным полем. Величина ориентирующего магнитного поля опреде- ляется по формуле
Tag ( 90 - аУ
1 - l7u где В - индукция магнитного поля, Тл;
d - ширина пластины, м:
/ - относительная магнитная проницаемость материала пластины:
jUo -магнитная постоянная, г/м:
р - плотность материала пластины. кг/м ;
а - предельный угол отклонения пластины от направления поля в процессе ориентирования, град;
5
10
15 0
5 0 5 0 5
0
5
g - ускорение свободного падения, м/с.
При скорости подающего транспортера 1 4,1 м/мин пластины выходят на транспортер 2. следуя друг за другом на расстояние 30 мм. Попадая на движущийся транспортер из-за действия сил инерции, пластины отклоняются от направления магнитного поля. При ширине пластины d 75 мм и указанном расстоянии между ними предельно допустимый угол отклонения пластины от направления поля в процессе ориентирования а arctg (E/d) arctg(3C/75)23°, Если а 23°, то какая-либо из пластин может, отклоняясь, ударить движущуюся рядом, что вызовет лавинообразное падение пластин и нарушит ориентацию. При а -- 23°, магнитной проницаемости материала в линейной части кривой намагничивания// 600 и плотности стали р 7835 кг/м магнитное поле, необходимое для ориентирования группы пластин В 0.45Тл.
С помощью транспортера 2 пластины конвектора одна за другой транспортируются к выходу-магнитной накопительной системы. Так как расстояние от пластины до нижнего полюса магнитной системы, равное толщине ленты транспортера, составляет 3-4 мм, а до верхнего полюса 6-8 мм, то пластины не смогут притянуться к верхнему полюсу и будут устойчиво удерживаться на ленте Транспортера 2 перпендикулярно ей. Подковообразный магнит 5.установленный со стороны выхода магнитной накопительной системы н а расстоянии, равном толщине пластины 8 с выступающими буртиками (5 мм), формирует дополнительное постоянное магнитное поле. Он, в частности служит заслонкой накопительной системы. Подходя к выходу накопительной системы, пластина притягивается магнитом 5 и запирает выход накопительной системы. Следовательно, пластины, поступающие на вход накопительной системы, транспортируются к выходу и накапливаются в ориентированном состоянии группой. После накопления группы в 100-250 пластин ввод их в накопительную систему прекращается. Указанную группу пластин перемещают над кассетой. С помощью толкателя 6. приводимого в действие пн вмоцилиндром известной конструкции, производят поштучную засылку (установку) пластин в пазы гребенчатой кассеты 7. В момент подхода толкателя 6 к пластине последняя удерживается в дополнительном постоянном магнитном поле подковообразного магнита 5. Линии поля направлены нормально пластине. Расстоя
ние от оси магнита 5 до кассеты 7 (80 мм) выбрано таким образом, чтобы вплоть до введения пластины в паз кассеты дополнительное постоянное магнитное поле этого магнита 5 было направлено перпендикулярно пластине в какой-либо ее части и последняя удерживалась полем. Необходимая величина дополнительного поля при площади полюсных наконечников 20 см составляет 0,01 Тл. Остальные операции производят по известному способу. U-образную трубную заготовку 9 вводят в отверстия, находящихся в кассете, пластин, а затем в и-образную трубную заготовку вводят до- рны и производят соединение трубной заго- товки с пластинами.
Использование предложенного способа позволяет производить сборку отопительных пластинчатых конвекторов в условиях промышленного, производства, при этом повышается производительность и снижается обьем ручного труда. .Формула изобретения 1. Способ сборки отопительных пластинчатых конвекторов, заключающийся в установке стальных пластин оребрения в гребенчатую кассету, введении в отверстия пластин трубных заготовок, соединении трубных заготовок с пластинами, отличающийся тем, что, с целью повышения производительности за счет снижения обь-.
ема ручного труда, пластины оребрения сначала ориентируют нормально гребенчатой кассете постоянным магнитным полем, величину которого определяют по формуле
В Л
d ctg ( 90
21 -1///
где В - индукция магнитного поля. Тл; магнитная постоянная, г/м; - плотность материала пластины.
кг/м м/с
g - ускорение свободного падения.
15
20
25
0
d - ширина пластины, м;
а- предельный угол отклонения от направления поля в процессе ориентирования, град;
// - относительная магнитная проницаемость матерала пластины, а затем пластины уплотняют в пакет, пер е- мещая к выходу накопителя в ориентированном состоянии, и производят установку их в кассету, причем до установки в кассету в момент отделения от пакета каждую пластину удерживают дополнительным посто- янным магнитным полем.
2. Способ по п.1, о т л и ч а ю щ и и с я тем, что установку пластин в кассету произ- водят поштучно, отделяя пластину группы при помощи толкателя.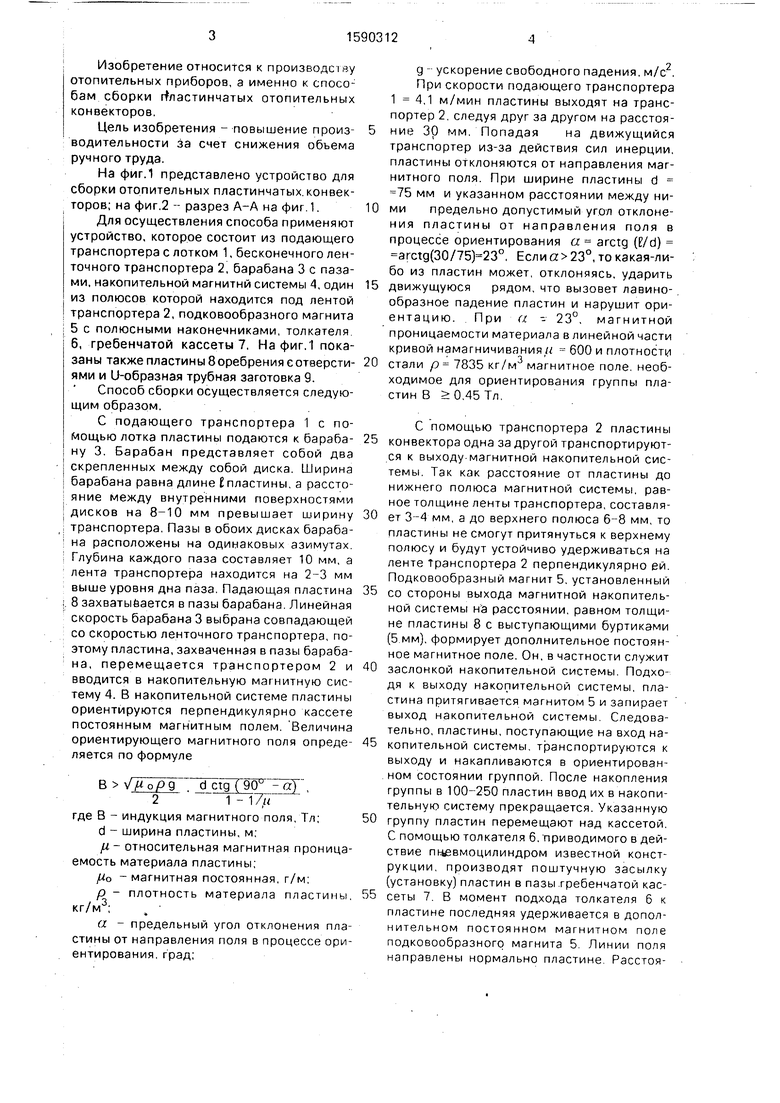
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2252370C1 |
| Устройство для перегрузки ферромагнитных цилиндрических изделий | 1983 |
|
SU1143677A1 |
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2385442C2 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ. Л.П.ПЕТРЕНКО-ВЕРСИЯ III | 2000 |
|
RU2217366C2 |
| КОНВЕКТОР ОТОПИТЕЛЬНЫЙ | 1991 |
|
RU2079063C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ СЛОЕВ С ЭФФЕКТОМ | 2017 |
|
RU2741436C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ СЛОЕВ С ЭФФЕКТОМ | 2017 |
|
RU2738179C2 |
| Стенд для сборки трубных пучков секций аппаратов воздушного охлаждения | 1984 |
|
SU1234150A1 |
| МАГНИТНОЕ ПЕРЕГРУЗОЧНОЕ УСТРОЙСТВО | 1991 |
|
RU2043920C1 |
| Устройство для установки магниточувствительных шпилек на шаблоне установки для раскладки проводов в шгут | 1990 |
|
SU1780203A1 |
Изобретение относится к производству отопительных приборов, а именно к способам сборки пластинчатых отопительных конвекторов. Цель изобретения - повышение производительности за счет снижения объема ручного труда. Стальные пластины оребрения предварительно ориентируются перпендикулярно кассете 7 постоянным магнитным полем, величину которого определяют расчетом. Пластины группируют под воздействием ленты транспортера 2 и поштучно устанавливают в пазы кассеты 7 с помощью толкателя 6 и дополнительного постоянного магнита 5 для дальнейшей сборки их с трубами конвектора. Способ сборки отопительных конвекторов позволяет механизировать трудоемкий процесс установки пластин оребрения в гребенчатую кассету и тем самым повысить производительность. 1 з.п.ф-лы, 2 ил.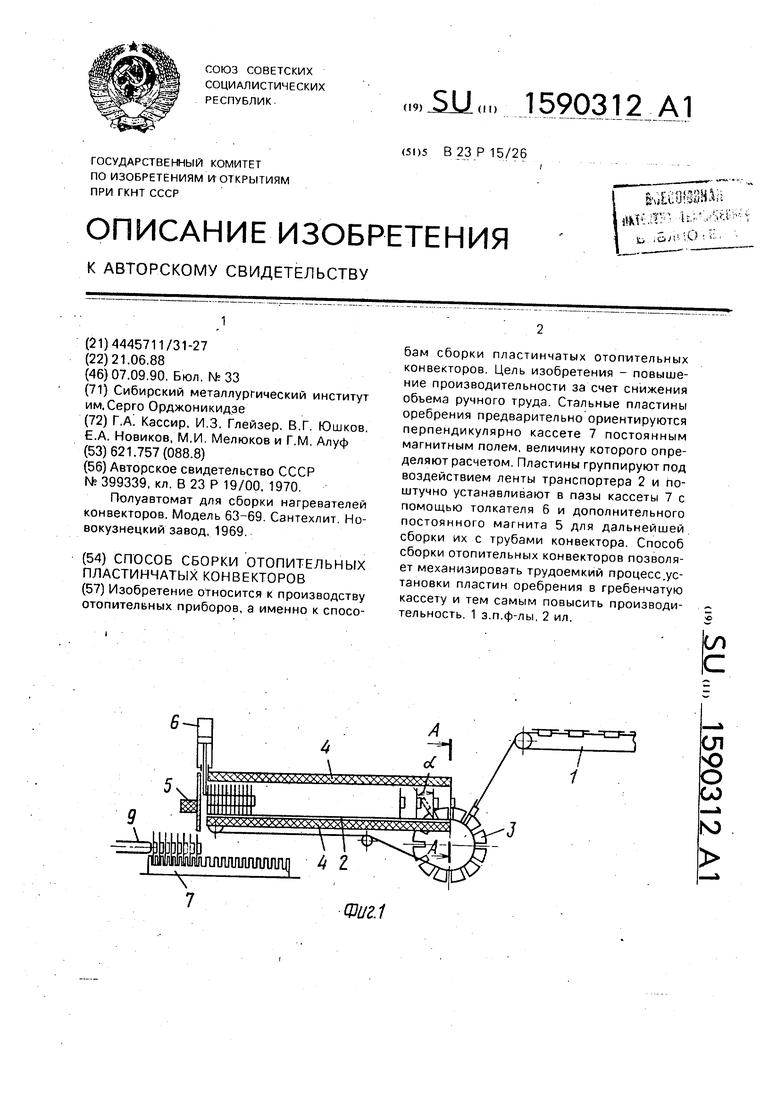
Редактор Г. Гербе р
Заказ 2604Тираж 602
ВНИИПИ °---7 ЗОзГмГз71Т - ° °--- - ™НГ СССР I iJvJJti, Москва, Ж-35, Раушская наб., 4/5
| УСТРОЙСТВО ДЛЯ СБОРКИ УЗЛОВ С ПЛАСТИНЧАТЫМИ | 0 |
|
SU399339A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Полуавтомат для сборки нагревателей конвекторов | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Сантехлит Новокузнецкий завод,1969. | |||
