2.Стенд по П.1, о т л И;Ч а ю щ и и с я тем, что механизм захвата выполнен в виде пластины с отверстиями,в которых с возможностью одновременного поворота на 90° расположены параллельные стержни, на одном конце каждого из которых закреплена захватная головк в виде цилиндра, сопряженного с меньшим основанием усеченного конуса, на боко&ой поверхности которых диаметрально противоположно расположены лыски, а второй конец - посредством системы тяг шарнирно связан со штоком силового цилиндра.
3.Стенд по пп. 1 и 2, б т л и - чающийся тем, что привод перемещения приспособлений для закрепления трубных решеток выполнен в виде связанного с электроприводом ходового механизма, а основание выполнено с расположенными между вертикальными колоннами проемами, в которых попарно установлены подвижные вдоль вертикальной оси упоры.
4.Стенд попп. -3,отличающийся тем, что вертикальные стойки установлены с возможностью возвратно-поступательного перемеще- 1ия под действием привода вдоль оси, перпендикулярной оси сборки.
.Изобретение относится к сборочному производству и может быть использовано при сборке трубных пучков секций аппаратов воздушного охлаждения.
Цель изобретения - повьш1ение ка- чества сборки и производительности путем исключения повреждения труб и трубных решеток, сокраш1ения времени на ориентирование труб относительно отверстий трубных решеток и установ- ку труб в последние.
I
На фиг, J схематически изображен стенд для сборки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг, 1; на фиг.4 - узел Т на фиг. 1; на фиг. 5 - узел 11 на фиг. 1; на фиг. 6 - вид В на фиг, ; на фиг.7 - узел III на фиг. 2; на фиг. 8 - узел 1Y на
фиг. 2; на фиг, 9 - разрез Г-Г на
5.Стенд попп. 1-4, отличающийся тем, что механизм ориентации труб снабжен штырями, расположенными перпендикулярно оси сборки .поочередно с вертикальными пазами, для концов труб, при этом верхний конец каждого штыря выполнен с коническим заходным участком для концов труб, а на нижнем закреплен фиксатор, штыри установлены с возможностью одновременного поворота вокруг своей оси на 90 под действием силового цилиндра, шток которого посредством системы тяг связан со штырями.
6.Стенд попп.1-5, отли- ч ающий с я тем, что ловители выполнены в виде цилиндрических стержней с конусным наконечником и кольцевым упорным буртом на боковой поверхности.
.V.
7.Стенд по пп. 1 - 6, отличающийся тем, что он снабжен накопителем для труб, выполненным
.в виде связанных с бункером посредством накопленных желобов подъемных столов с параллельно расположенньп-ш пазами для труб.
фиг. 7; на фиг. 10
фиг. 5,
разрез Д-Д на
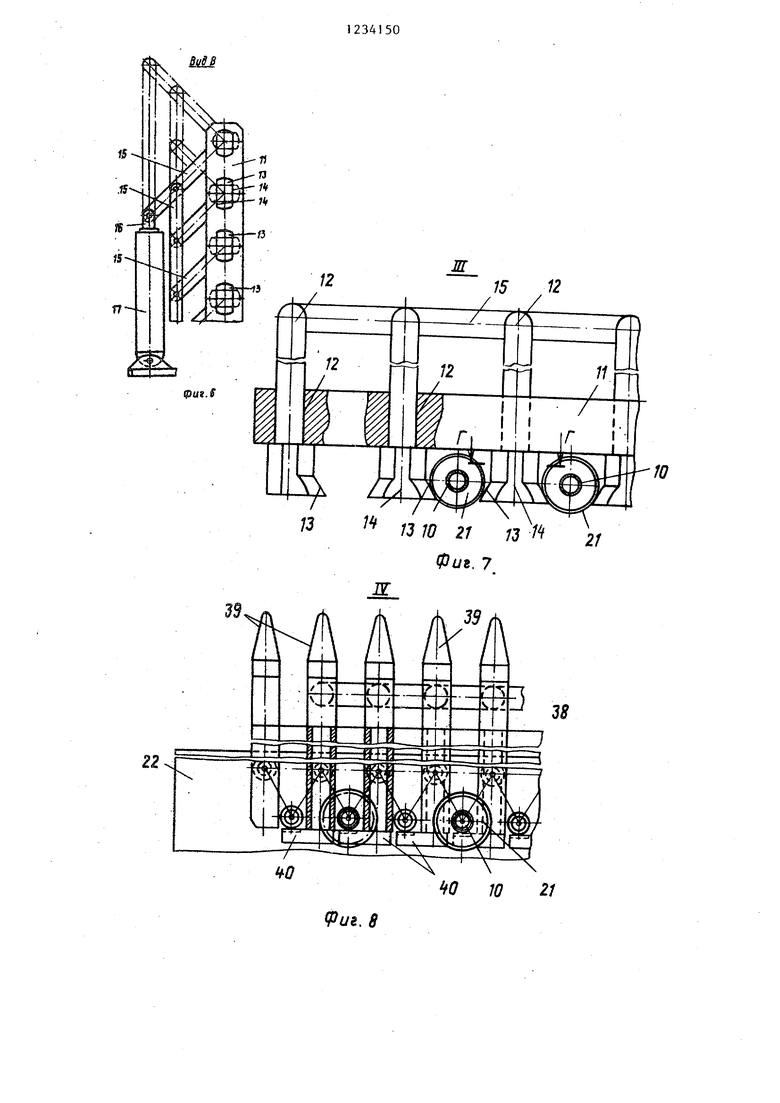
Стенд дпя сборки содержит смонтированные на основании 1 четыре вертикальные колонны 2, связанные двумя продольными 3 и тремя поперечными 4 балками, последние из которых выполнены с верхними 5 и нижними 6 направляющими. Между колоннами 2 на основании 1 размещен стеллаж 7, одна из поперечных балок 4 расположена по центру стеллажа, а две другие - по краям. В верхних 5 и нижних 6 направляющих поперечных балок 4 установлены приводные траверсы 8, несущие захваты 9 для труб 10, выполненные в виде пластины 11 с отверстиями, в которых с возможностью одновременного поворота на 90 расположены параллельные стержни 12. На одном конце
3
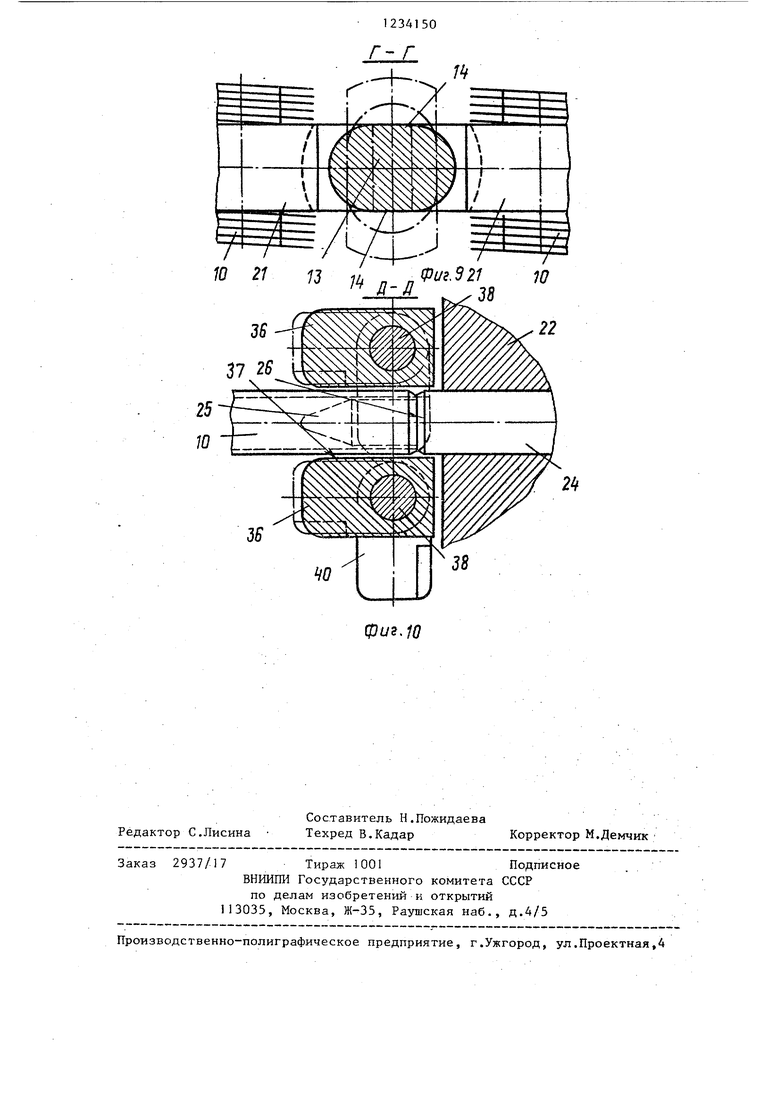
каждого из стержней 12 закреплена захватная головка 13, выполненная в виде цилиндра, сопряженного с меньшим основанием усеченного конуса, на боковой поверхности которых выполне- ны диаметрально противоположно расположенные лыски 14, Второй конец каждого стержня 12 посредством системы тяг 15 шарнирно связан со штоком 16 силового цилиндра 17. Указан- ная связь обеспечивает одновремен- ный поворот стержней 12 вокруг своей .оси на 90 для обеспечения захвата труб 10.
На основании I также смонтирован накопитель для труб 10, вьтолненный в виде связанных с бункером (не показан) посредством наклонных желобов 18 подъемных столов 9 с параллельно расположенными пазами 20.
Для обеспечения транспортировки труб с накопителя на стеллаж траверсы имеют возможность возвратно-поступательного перемещения по направлящим 5-и 6 и вертикального перемещени При этом стержни 12 с захватными головками установлены с возможностью взаимодействия с опорными кольцами 21 труб 10 через шаг горизонтального ряда отверстий в трубных решетках 22 При повороте захватных головок вокруг своей оси на 90 опорные кольца 21 труб, охватываясь по боковым поверхностям захватных головок, сообщают рядам труб одновременное вертикальное перемещение вниз.
Механизм установки труб 10 в отверстия трубных решеток 22 выполнен в виде двух кассет 23, не подвижно смонтированных на основании по обе стороны от стеллажа и вьшолненных с отверстиями, соответствующими отверстиям трубных решеток. В отверстиях кассет 23 установлены ловители 24, выполненные в виде цилиндрических стержней с конусным наконечником 25 и кольцевым упорным буртом 26 на боковой поверхности. Кассеты 23 снабжены приводом перемещения ловителей, обеспечивающим одновременное возвратно-поступательное перемещение ловителей каждого горизонтального ряда решетки, расположенных через шаг, т.е. ловители с обеих сторон входят в концы каждого горизонтального ряда труб 10 одновременно только половиной своих горизонтальных рядов, а вторая половина рядов ловителей входит после очередной
j о
5
0
5
0
5
0
5
1504
подачи следующих горизонтальных половинных рядов труб механизмов транспортировки.
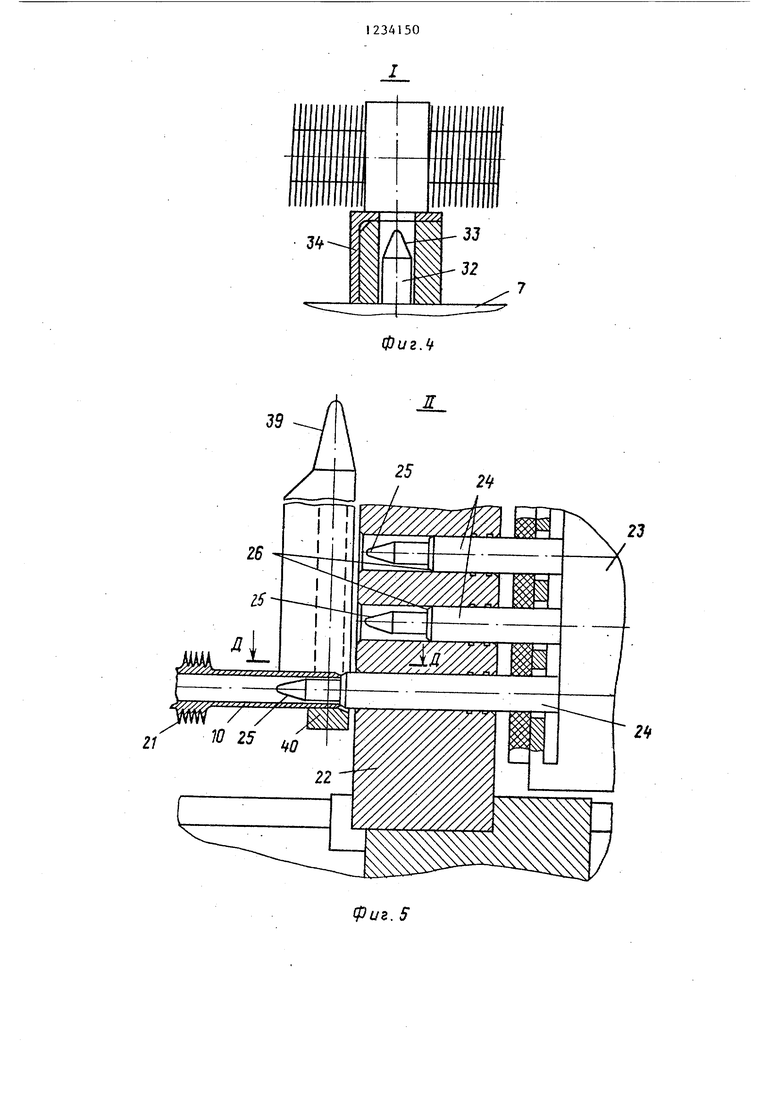
Стеллаж 7 снабжен подвижными вдоль их вертикальных осей упорами 27, попарно расположенными в выполненных в стеллаже проемах 28. На противоположных концах стеллажа смонтированы приспособления 29 для закрепления трубных решеток 22, подвижные вдоль оси сборки под действием привода, выполненного в виде ходового механизма 30, связанного с электроприводом 31. На стеллаже смонтированы цилиндрические штыри 32 с заход- ным конусом 33, предназначенные для фиксации каркаса 34 секции аппарата воздушного охлаждения, укладываемого на стеллажах между трубными решетками 22 и упорами 27.
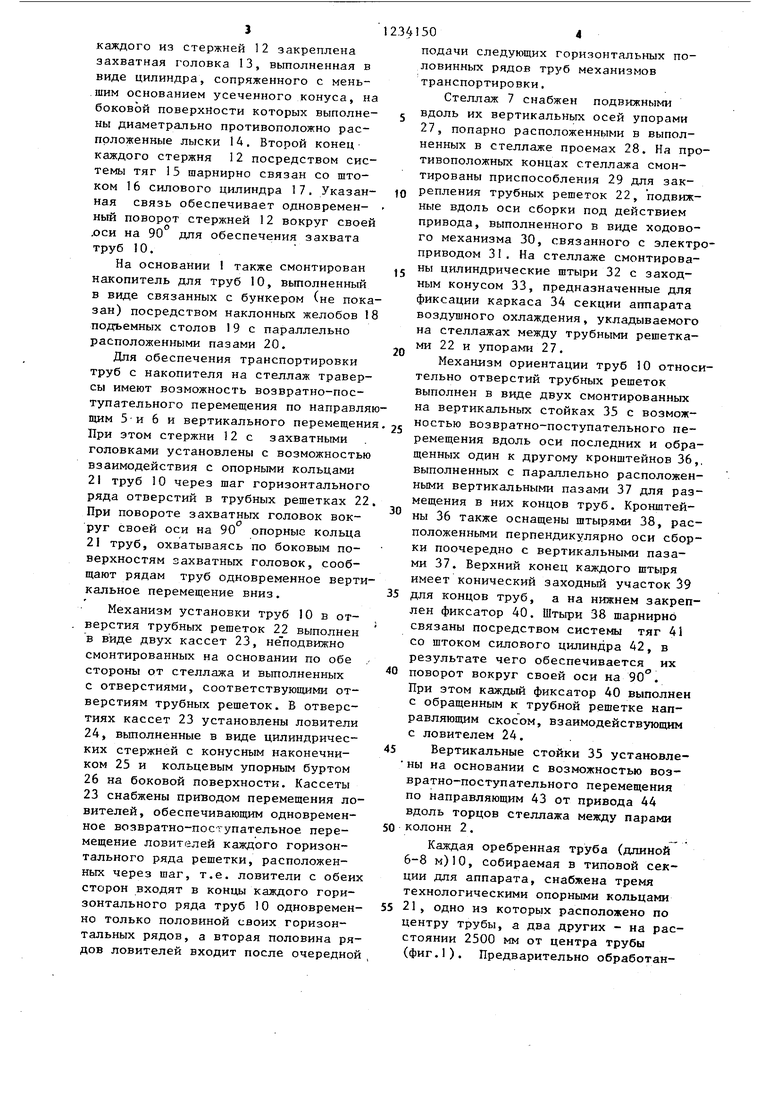
Механизм ориентации труб 10 относительно отверстий трубных решеток выполнен в виде двух смонтированных на вертикальных стойках 35 с возможностью возвратно-поступательного перемещения вдоль оси последних и обращенных один к другому кронштейнов 36,. выполненных с параллельно расположенными вертикальными пазами 37 для размещения в них концов труб. Кронштейны 36 также оснащены штырями 38, расположенными перпендикулярно оси сборки поочередно с вертикальными пазами 37. Верхний конец каждого штыря имеет конический заходный участок 39 для концов труб, а на нижнем закреплен фиксатор 40. Штыри 38 шарнирно связаны посредством системы тяг 41 со штоком силового цилиндра 42, в результате чего обеспечивается их поворот вокруг своей оси на 90 . При этом каждый фиксатор 40 выполнен с обращенным к трубной решетке направляющим скосом, взаимодействующим с ловителем 24. .
Вертикальные стойки 35 установле- ны на основании с возможностью возвратно-поступательного перемещения по направляющим 43 от привода 44 вдоль торцов стеллажа между парами колонн 2.
Каждая оребренная труба (длиной 6-8 м)10, собираемая в типовой секции для аппарата, снабжена тремя технологическими опорными кольцами 21, одно из которых расположено по центру трубы, а два других - на расстоянии 2500 мм от центра трубы (фиг.1). Предварительно обработанные на определенную длину гладкие наружные концы труб имеют направляющие заходные фаски под центральным углом 40° при вершине конуса с воз- можностью ввода в отверстия подвижных решеток 22. Каждый диаметр опорных колец 21 (фиг. 3 и 5) выполнен несколько больше наружного диаметра труб по ребрам и равен горизонталь- ному шагу рядов по сетке отверстий подвижных решеток 22 с целью исключения случайных взаимных осевых перемещений ребер соседних труб в пределах длины опорных колец,
Обслуживание стенда для сборки трубных пучков секций аппаратов воздушного охлаждения производится оператором-сборщиком с пульта управлени (не показан). .Сребренные трубы 10 подаются из бункера на наклонньй желоб 18 накопителя, после чего заданное количество труб, определяемое половиной ко- личества отверстий в одном горизонтальном ряду трубных решеток 22, подхватывается пазами 20 подъемного стола 19 и выставляется по горизонтали. После этого срабатывают момент ные микропереключатели (не показаны) механизма транспортировки труб, выдавая сигналы на включение приводов перемещения траверс 8, расположенных в это время над подъемным столом }9. Одновременное опускание траверс 8 происходит до соприкосновения их оснований с опорными кольцами 21 труб В этот момент происходит срабатывание соответствуюйщх моментных микропереключателей (не показаны), выдаю- щих сигналы на отключение приводов перемещения в них траверс 8 и -одновременно на включение силовых цилинд ров 17. Последние через систему тяг 15 одновременно поворачивают ряды захватных головок 13, продольная ось поперечного сечения которых первоначально находится параллельно продольной оси труб вокруг своей оси на 90 , осуществляя этим захват по- ловинного горизонтального ряда труб. Дальнейший подъем траверс В с рядом труб 10 и горизонтальная их подача к механизму ориентации происходит до с.овмеЕ ения осей труб половин- ного горизонтального ряда с осями соответствующих вертикальных пазов 37 кронштейнов 36. Остановка с ориен
с, 5
0
s 5 5
0
тированием рядов захватных головок 13 с трубами против указанных пазов осуществляется микропереключателями моментного срабатывания (не показаны) . Затем происходит вертикальное опускание траверс 8 с рядом труб через пазы 37 одновременно обоих кронштейнов 36 на основание каркаса 34 секции аппаратов и гладких концов труб 10 на опорную поверхность фиксаторов 40, ориентирующих каждый торец концов труб против отверстий кассет 23 с ловителями 24 нижнего ряда подвижных трубных решеток 22. В это время все ловители 24 механизг ма установки труб находятся в своей первоначальной исходной позиции в обеих трубных решетках 22 на некотором расстоянии от выхода их конус.ных наконечников 25 из отверстий всех горизонтальных рядов подвижных трубных решеток, установленных на расстоянии одна от другой, превышающем длину оребренных труб 10, а все подвижные упоры 27 по вертикальным направляющим одновременно перемещаются вверх на высоту нижнего горизонтального ряда труб. После этого приводами кассет 23 одновременно с исходных позиций навстречу один другому из трубных решеток 22 подаются соответствующие половинные горизонтальные ряды ловителей 24, которые своими конусными наконечниками 25 входят в концы труб 10 (опущенного нижнего ряда труб), лежащих на фиксаторах 40, до упора в торцы концов труб. Следующая вторая часть горизонтального нижнего ряда труб 10 подается механизмом транспортировки с подъемных столов 19 через пазы 37 кронштейнов 36 к соответствующим отверстиям трубных решеток 22 аналогично первой части ряда с одновременным заходом, с исходных позиций из подвижных решеток оставшихся ловителей 24 в торцы концов труб 10 второй части нижнего ряда, Последую,щее освобождение гладких концов труб 10 полного горизонтального ряда труб-от рядов фиксаторов 40 происходит путем ,их одновременного поворота вокруг оси штырей 38 на 90° при по- мош;и системы тяг 41 от силового, цилиндра 42, Аналогичным образом каждые последующие горизонтальные ряды труб 10 заводятся механизмом транспортировки в вертикальные пазы 37
кро.нштейнов 36, которые, поднимаясь по вертикальным стойкам 35 на очередной вертикальный шаг трубных решеток 22, выставляют опорную поверхность фиксаторов 40 против нижней части отверстия решеток с фиксированием ловителями 24 гладких концов труб 10 из соответствующих последующих горизонтальных рядов подв1шных решеток. В это время выдвижные упоры 27 по направляющим стеллажа 7 перемещаются вверх по мере наполне- ния каждого последующего горизонтального ряда труб с одновременным ориентированием трубного пучка в верти-, кальной плоскости. Процесс укладки каждых трех половинных горизонтальных рядов (одного полного и одного половинного ряда) происходит механизмом транспортировки в момент поворота всех захватных головок на 90°(продольная ось поперечного сечения захватных головок в это время находится под углом к продольной оси труб) относительно места захвата труб (опорных колец). В этот момент освобождение механизма транспортировки от каждого половинного ряда труб происходит Не сразу, а посредством вертикального перемещения вниз ряда труб по захватным головкам, т.е. процесс укладки этих рядов труб на основание каркаса 34 происходит с исключением падения с высоты. Полное формирование каждого второго горизонтального ряда (четвертого половинного ряда) труб 10 механизмом транспортировки производится при его освобождении от ряда труб с высоты, равной полови- не наружного диаметра труб, вначале центральной траверсой 8, а затем последующим поочередным освобождением горизонтального ряда труб от ряда захватных головок крайних траверс 8. При повороте рядов захватных головок на 90 увеличиваются зазоры между их боковыми стенками и опорными кольцами 21 труб 10, а соответственно, и оребренными трубами что способствует беспрепятственному подъему траверс 8 с рядами захватов Таким образом, происходит постепенное плавное освобождение всех половинных горизонтальных рядов труб 10 от траверс 8 механизма транспорти
5
0
5
0
5
0
5
0
ровки. После укладки последнего горизонтального ряда труб производится одновременное встречное пере мещение подвижных решеток 22 с помощью электроприводов 31. Вследст вие этого происходит надвижение отверстий подвижных решеток на все . гладкие концы труб 10 трубного пучка, при этом выступание концов труб 10 за пределы подвижных решеток 22 ограничивается упорными буртами 26 ловителей 24. Таким образом, производится сборка всех оребренных труб 10 (формирование трубного пучка) с подвижными решетками 22. После процесса формирования трубного пучка все ловители 24 одновременно вьщви- гаются из концов труб 10, занимая свою исходную позицию в кассетах 23, кронштейны отводятся в сторону накопителя с- фиксацией своего положения конечными выключателями (не показаны) , траверсы 8 поднимаются до определенной высоты и отводятся механизмом транспортировки на свою исходную позицию над подъемными столами 19, а выдвижные упоры 27 опускаются до плоскости основания стеллажа 7. В результате этих операций стенд сборки освобождается под формирование каркаса секции и для дальнейшего вьтолнени я на нем последующих операций в соответствии с технологическим процессом сборки секций аппаратов воздушного охлаждения.
. Предлагаемый стенд сборки секций позволяет собирать трубный пучок непосредственно на основании каркасов типовых секций аппаратов воздущного охлаждения с .решетками различных толщин. Способность механизма транспортировки перемещать и укладывать ряды труб за опорные кольца в горизонтальной плоскости в механизм ориентации дает возможность сохранять прямолинейность длинномерных оребренных труб, не повреждая ребер труб. Способность накопителя, механизма транспортировки, механизмов ориентации и установки труб формировать ряды труб через шаг горизонтального ряда отверстий подвижных решеток позволяет добиться улучшения прямолинейности сборки трубного пучка на основании каркасов и повьшгает качество сборки секций.
18
фик. 2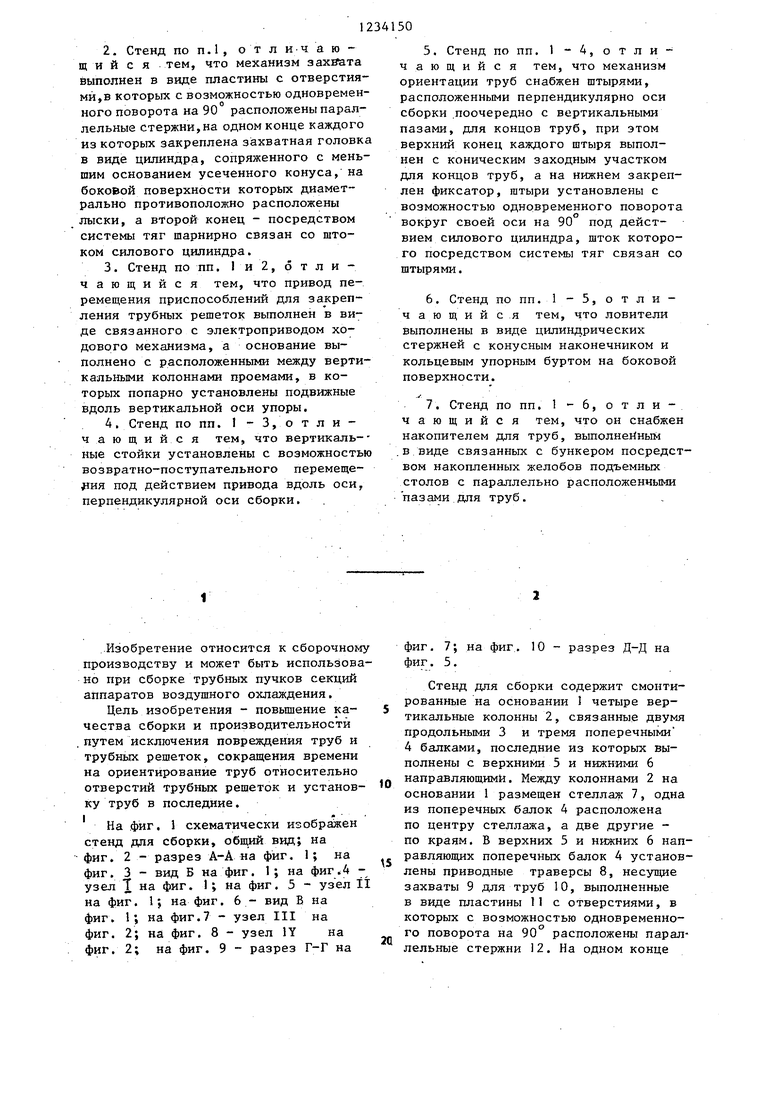

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки трубчатых теплообменников | 1985 |
|
SU1271699A1 |
| Устройство для сборки прямолинейных трубных пучков | 1976 |
|
SU650700A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Полуавтомат для сборки теплообменных аппаратов | 1985 |
|
SU1286388A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для установки труб в решетки теплообменника | 1978 |
|
SU789188A1 |
| Устройство для сборки труб с трубными досками | 1980 |
|
SU979055A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Станок для сборки трубчатых секций теплообменников | 1981 |
|
SU986698A1 |
| Станок для сборки трубчатых теплообменников | 1977 |
|
SU657890A1 |

Вид 5
3S
фиг. 3
/
фиг.If
39
фиъ.5
tf-0
, лг- ffO Ю 21
(риг. 8
Г- Г
Ю 21 7J ;
35
ZB
W
7
fpus.321 W Jfi
22
Редактор С.Лисина
Составитель Н.Пожидаева Техред В.Кадар
Заказ 2937/17 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,А
Корректор М.Демчик
| Устройство для сборки пучков труб | 1975 |
|
SU587676A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| СТЕНД ДЛЯ СВОРКИ ТРУВНЫХ ПУЧКОВ СЕКЦИЙ АШТАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ, содержащий смонтированные на основании приспособления для закрепления трубных решеток, механизм ориентации труб в отверстиях решеток и механизм установки труб в указанные отверстия, отличающийся тем, что, с целью повьшения качества сборки и производительности, он снабжен механизмом транспортировки труб з«г9 7 гг X3j 2 з« / на сборочную позицию, выполненным в виде смонтированных на вертикальных колоннах горизонтальных балок с направляющими, в которых установлены приводные траверсы, несущие захваты для труб, имеющие возможность перемещения в вертикальной плоскости, механизм ориентации труб-выполнен в виде двух смонтированных на вертикальных стойках с возможностью возвратно-поступательного перемещения вдоль оси последних и обращенных один к другому кронштейнов, выполненных с параллельно расположенными вертикальными пазами для концов труб, механизм установки труб в отверстия трубных решеток выполнен в виде двух закрепленных на основании кассет, в которых размещены приводные ловители для труб, а приспособление для закрепления трубных решеток установлено между вертикальными колоннами с возможностью возвратно-поступательного перемещения под действием привода вдоль оси сборки | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
