Изобретение относится к области радиоэлектронных технологий, а именно к способу ориентирования изделий различной формы, например радиоэлектронных компонентов при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известны способы поверхностного монтажа, которые требуют использование ленты-носителя изделий, которые в свою очередь требуют определенной установки с последующим удалением использованных лент-носителей, что влечет определенное неудобство в эксплуатации автоматов поверхностного монтажа.
Выше сказанное можно существенно изменить, если в принципе изменить сам способ поверхностного монтирования, а точнее принцип формирования строчных последовательностей для последующего переноса на общий носитель изделий для фиксации.
Известен способ ориентирования изделий различной формы при их транспортировании (см. патент РФ 2154011 от 10.11.1998 г.), включающий формирование поочередной подачи изделий, с последующей фиксацией их в соответствующих координатах общего носителя (прототип).
Известный прототип имеет технологические возможности формирования из россыпи изделий строчные последовательности и подачи изделий с последующей фиксацией их в соответствующих координатах общего носителя, но эти технологические возможности можно существенно расширить.
Технологический результат предложенного изобретения является расширение возможностей известного способа путем введения дополнительных операций, в частности предварительно одноименные изделия располагают в непрерывную последовательность, при этом изделия непрерывных последовательностей располагают по кругу с расположением в горозонтальной плоскости,образовывая тем самым круговую последовательность разноименных изделий в один или несколько слоев, соосно которым осуществляют вращение приемных каналов для переноса в них требуемой комбинации разноименных изделий. Сформированные таким образом строчные последовательности изделий подают в строчные каналы для последующего переноса изделий на общий носитель, которой смещают.
Указанный технологический результат достигается следующим способом.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому формируют поочередную подачу изделий с последующей фиксацией их в соответствующих координатах общего носителя, при этом предварительно одноименные изделия располагают в непрерывную последовательность, каждую из которых формируют из россыпи, при этом изделия непрерывных последовательностей располагают по кругу с расположением в горизонтальной плоскости, образовывая тем самым круговую последовательность разноименных изделий в один или несколько слоев, соосно которым осуществляют вращение приемных каналов с последующим переносом соответствующих изделий с круговой последовательности в соответствующие приемные каналы, при этом вращение осуществляют непрерывное или дискретное, а каждый из приемныx каналов соответствует одной или нескольким строчным последовательностям изделий на общем носителе, на который осуществляют перенос образованных последовательностей изделий с последующей фиксацией их в соответствующих координатах общего носителя.
При этом после переноса изделий в соответствующий приемный канал на изделие воздействуют силой веса самого изделия и перемещают по этому приемному каналу в накопительный канал, который вращают со скоростью вращения приемных каналов.
При этом в момент совпадения накопительных каналов с соответствующими неподвижными строчными каналами осуществляют одновременный перенос накопленных изделий с накопительных каналов в неподвижные строчные каналы.
При этом в момент совпадения накопительных каналов при вращении с соответствующими неподвижными строчными каналами прекращают вращение накопительных каналов и накопленные изделия подают в неподвижные строчные каналы.
При этом неподвижные строчные каналы на их выходе ориентируют в одну или несколько линейно ориентированных последовательностей, с выхода которых и осуществляют перенос и фиксацию изделий в соответствующих координатах общего носителя.
При этом сформированные строчные последовательности изделий в приемных каналах, которые расположены по кругу, подают в соответствующие по позиционному положению и по скорости вращения накопительные каналы, выходы которых располагают на дискретно смещенных уровнях, откуда и осуществляют перенос изделия на общий носитель, который располагают напротив образованной из накопительных каналов поверхности с возможным смещением, при этом в момент совмещения соответствующего выхода соответствующего накопительного канала с координатным положением изделия на общем носителе и осуществляют перенос соответствующего изделия с этого выхода или выходов на общий носитель для фиксации.
При этом изделия, которые расположены в накопительных каналах, смещают в вертикальном направлении по гармоническому закону или дискретно в пределах дискретно смещенных уровней или шага расположения одноименно ориентированных изделий.
При этом перед подачей изделий из приемных каналов в каждом втором осуществляют переориентацию изделия из горизонтально ориентированного положения в вертикальное положение, после чего его подают в соответствующие приемные каналы.
При этом с накопительных каналов, находящихся в совместном вращении с приемными каналами, изделия строчных последовательностей в момент совмещения с одноименными приемными каналами осуществляют перенос их в соответствующие дополнительные приемные каналы, с соответствующих выходов которых и осуществляют перенос изделий на поверхность общего носителя для фиксации, при этом дополнительные каналы вращают и смещают в вертикальном направлении равномерно и по гармоническому закону или в соответствии с конкретной архитектурной композицией изделий на поверхности общего носителя.
При этом с приемных каналов, находящихся во вращательном движении, изделия строчных последовательностей подают на соответствующие поверхности, которые вращают с повышенной скоростью, при этом на поверхности изделия подают в один или несколько каналов с одновременным поворотом их на ребро и смещают их на выход для последующего переноса изделий на общий носитель для фиксации, при этом общий носитель могут подвергнуть как продольному, так и поперечному смещению.
При этом с выходов приемных каналов в момент совмещения подают изделия в соответствующие одноименные каналы на движущейся поверхности, посредством которых корректируют позиционные положения изделий до линейного их расположения с равным шагом расположения их поканально, с выходов которых и осуществляют перенос изделий в соответствующие координатное позиционные положения изделий, расположенные на общем носителе.
При этом неподвижные строчные каналы или каналы, расположенные на движущейся поверхности, функционально связывают с соответствующими приемными каналами переноса изделий на общий носитель, которые при необходимости подвергают поперечному управляемому смещению либо по гармоническому закону, либо по дискретному.
При этом приемные каналы переноса изделий смещают непрерывно или дискретно вдоль общего носителя с одновременным или в момент остановки переносом соответствующих изделий в соответствующие позиционные положения, которые расположены на общем носителе для фиксации.
При этом общий носитель подвергают поперечному смещению относительно направления движения каналов переноса изделий в пределах шага расположения каналов, при этом смещение осуществляют по гармоническому или дискретному закону.
При этом одновременно с общим носителем смещают совмещенный магнитный либо оптоэлектронный информационный носитель архитектурной композиции монтируемых изделий на общий носитель.
При этом запись и считывание информации на информационном носителе выполняют построчно-последовательно с возможностью одновременной подачи управляющего напряжения на исполнительные элементы для соответствующего переноса соответствующих изделий на общий носитель.
При этом предварительно считывают всю информацию о позиционных положениях и параметрах монтируемых изделий для последующей организации построчной подачи изделий, затем осуществляют построчно-последовательное считывание.
При этом считывание информации о позиционном положении строчной последовательности изделий осуществляют с учетом временной задержки переноса изделий в соответствующее позиционное положение на общем носителе.
При этом информацию с информационного носителя о параметрах изделий и их позиционных положений, а также о очередности позиционных положений на общем носителе считывают с информационного носителя во время предыдущего или текущего смещения общего носителя.
При этом скорость смещения общего носителя изменяют в зависимости от насыщенности архитектурной композиции на общем носителе.
При этом информационный носитель, совмещенный с общим носителем, приводят во вращательное движение с возможностью записи и считывания информации, при этом информационное поле совмещают с полем архитектурной композиции.
При этом переносимые изделия подвергают вращению со скоростью, которая больше скорости свободного падения изделия, при этом во время вращения формируют усилие, компенсирующее возникающее смещенное радиальное усилие, действующее на изделие до момента совмещения плоскости переносимого изделия с плоскостью общего носителя, после чего элемент, осуществляющий перенос, возвращают в исходное положение для приема очередного изделия.
При этом во время вращательного движения при переносе его на общий носитель изделию сообщают радиальное усилие.
При этом в момент переноса приемного канала переноса предварительно подают одно изделие, после чего во время переноса изделия на общий носитель подготавливают очередное изделие для подачи в элемент переноса, а во время возвращения элемента переноса в исходное положение подают подготовленное изделие в приемный канал переноса.
На фиг. 1 изображена конструкция устройства, которая реализует предложенный способ с непрерывно вращающимися приемными каналами.
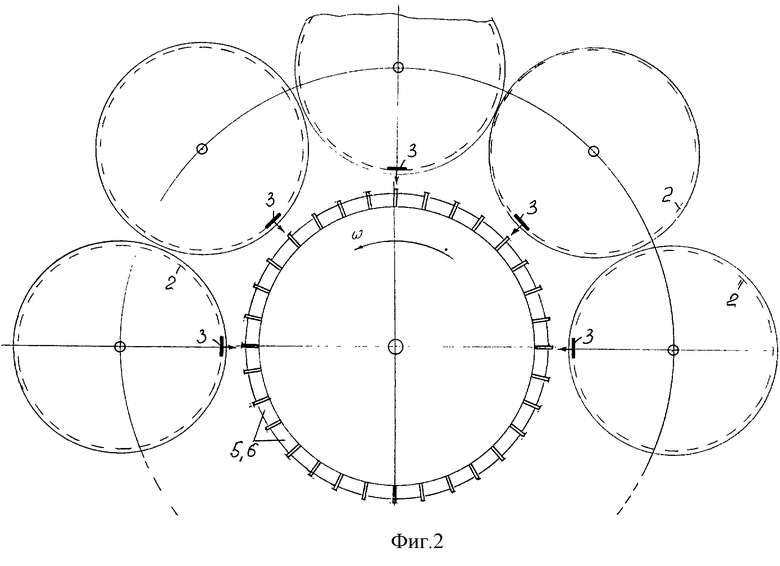
На фиг. 2 представлено позиционное положение первых изделий одноименных последовательностей изделия относительно непрерывно вращающихся приемных каналов.
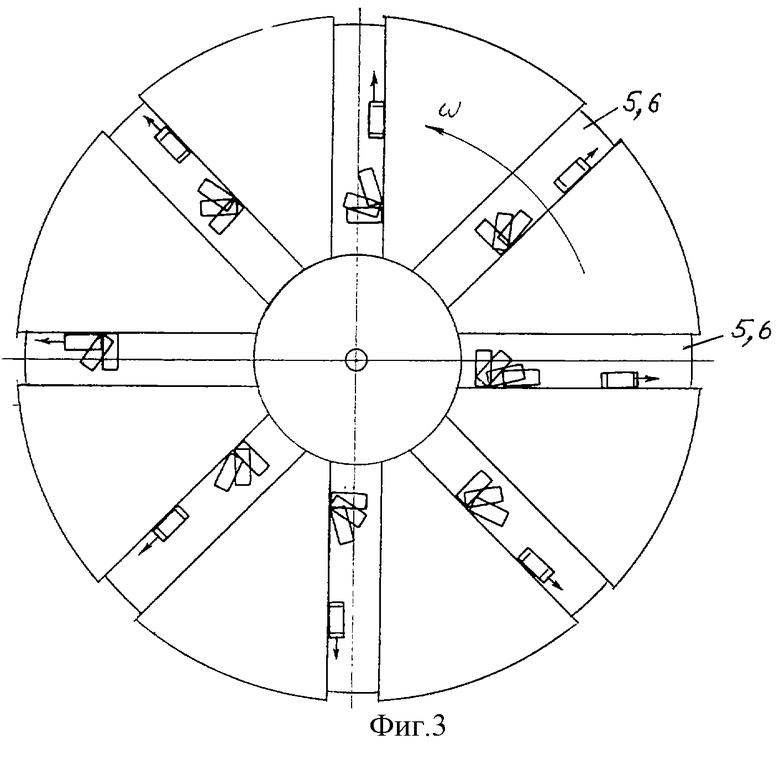
На фиг. 3 изображен алгоритм движения изделий в непрерывно вращающихся приемных каналах.
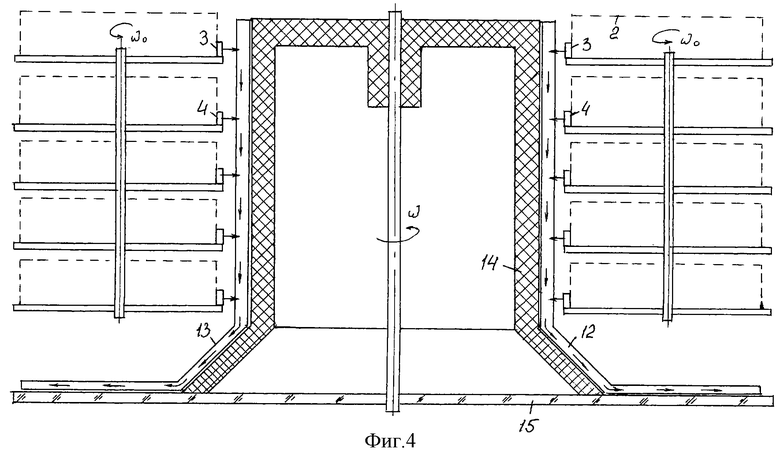
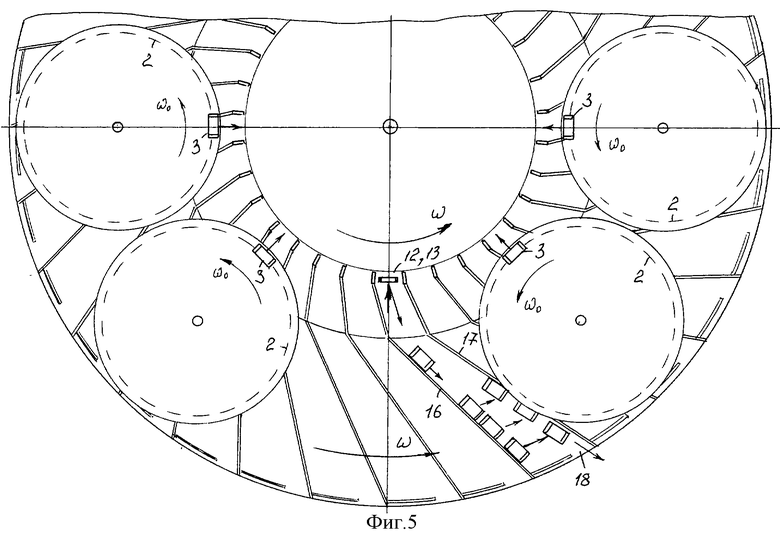
На фиг.4 и 5 изображен алгоритм подачи и последующего накопления изделий при дискретном вращении приемных каналов и каналов накопления.
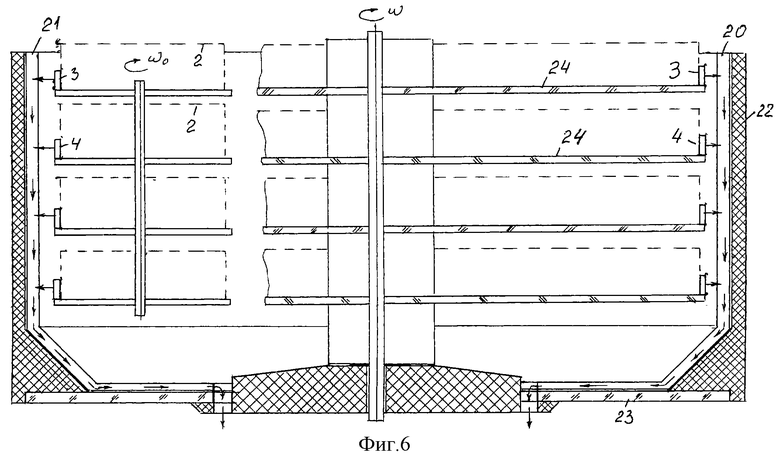
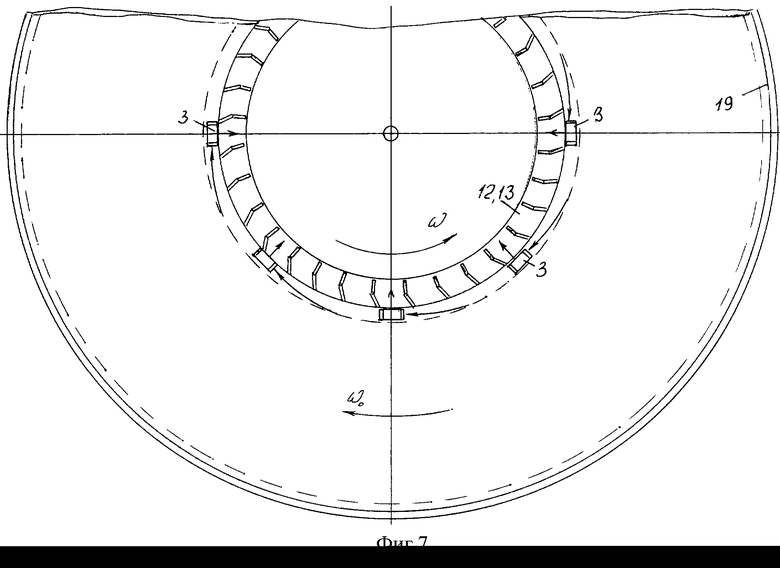
На фиг. 6 и 7 изображена конструкция с приемными каналами с дискретным вращением с непрерывными последовательностями одноименных изделий, расположенных на общей поверхности вращения.
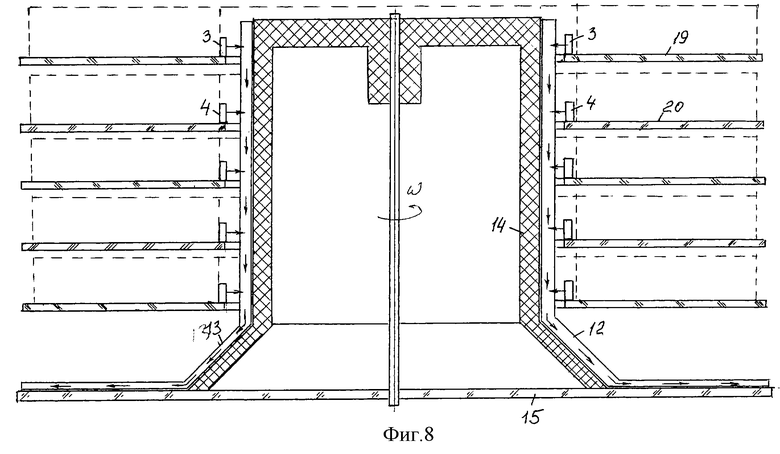
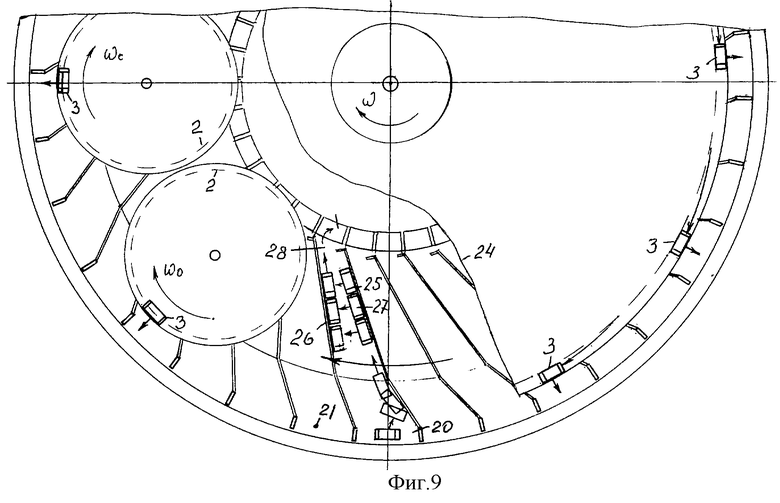
На фиг.8 и 9 изображен пример реализации способа с внешним расположением первых изделий непрерывных последовательностей.
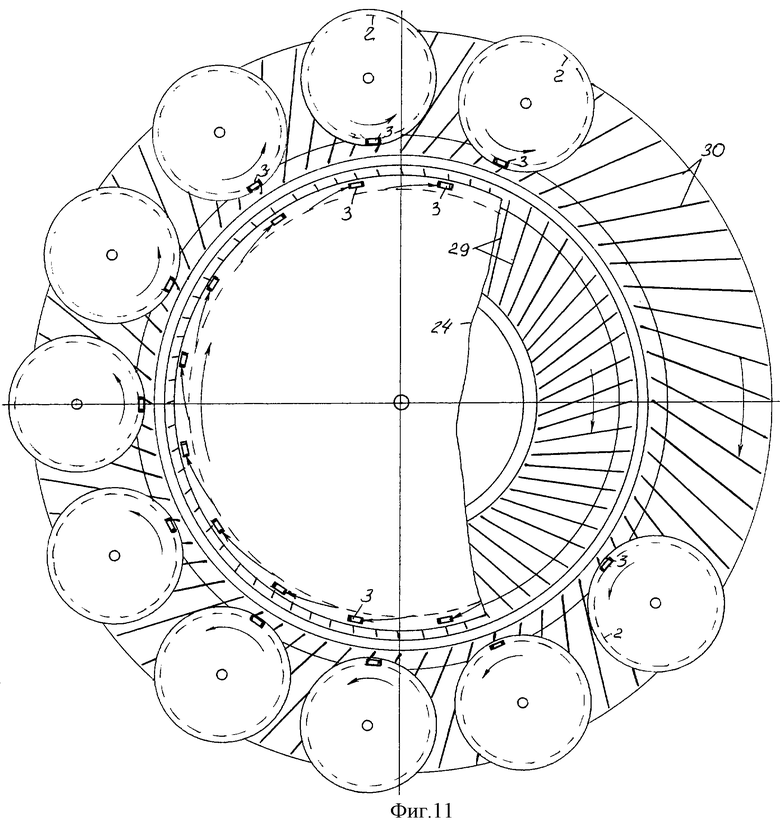
На фиг. 10 и 11 изображен пример реализации способа с внешним и внутренним расположением первых изделий непрерывных последовательностей.
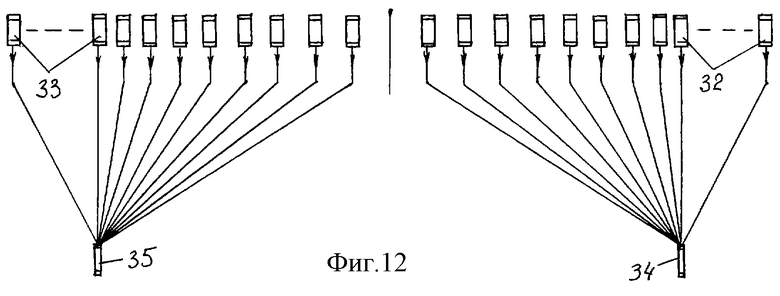
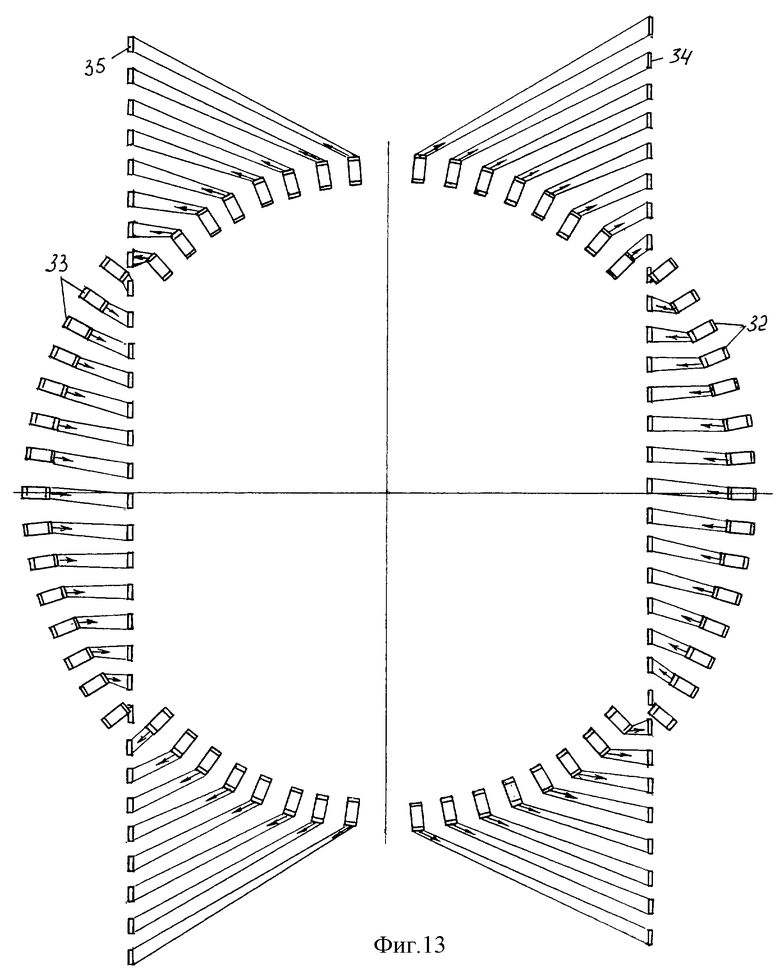
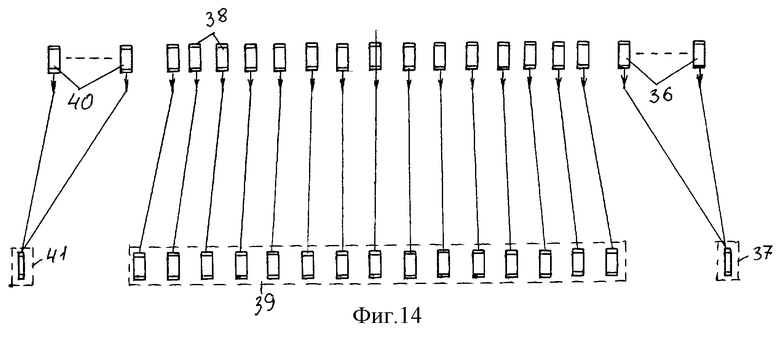
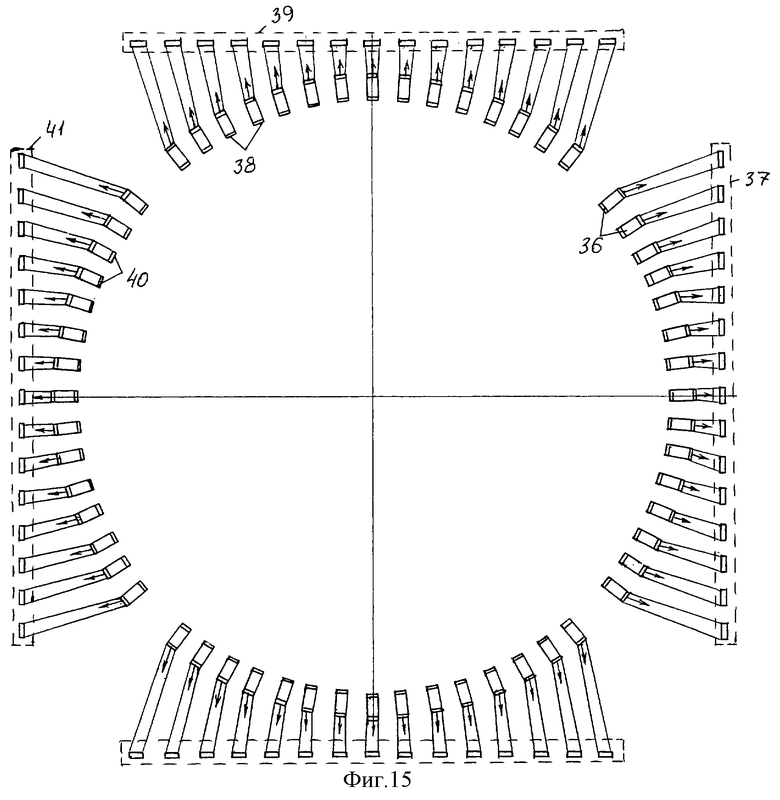
На фиг. 12-15 изображен алгоритм перераспределения изделий из круговой последовательности в линейную.
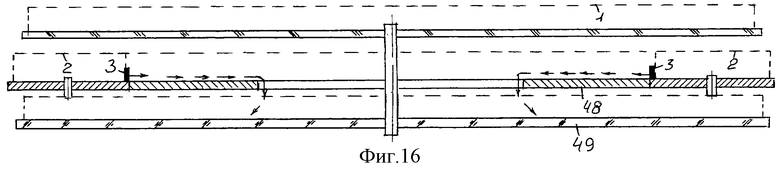
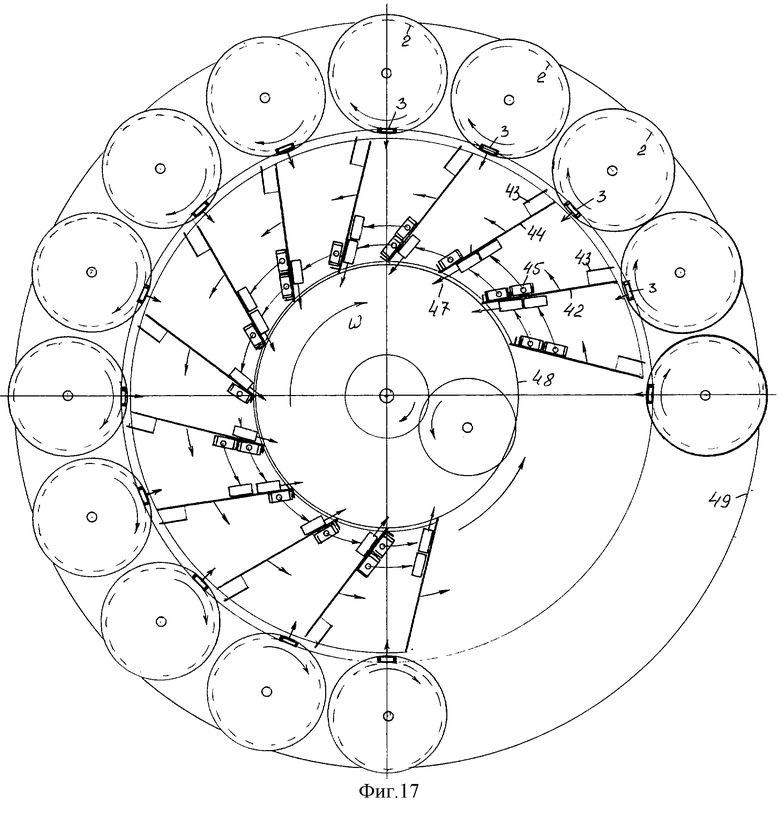
На фиг.16 и 17 изображен пример реализации способа на поверхности диска с внутренним расположением первых изделий непрерывных последовательностей.
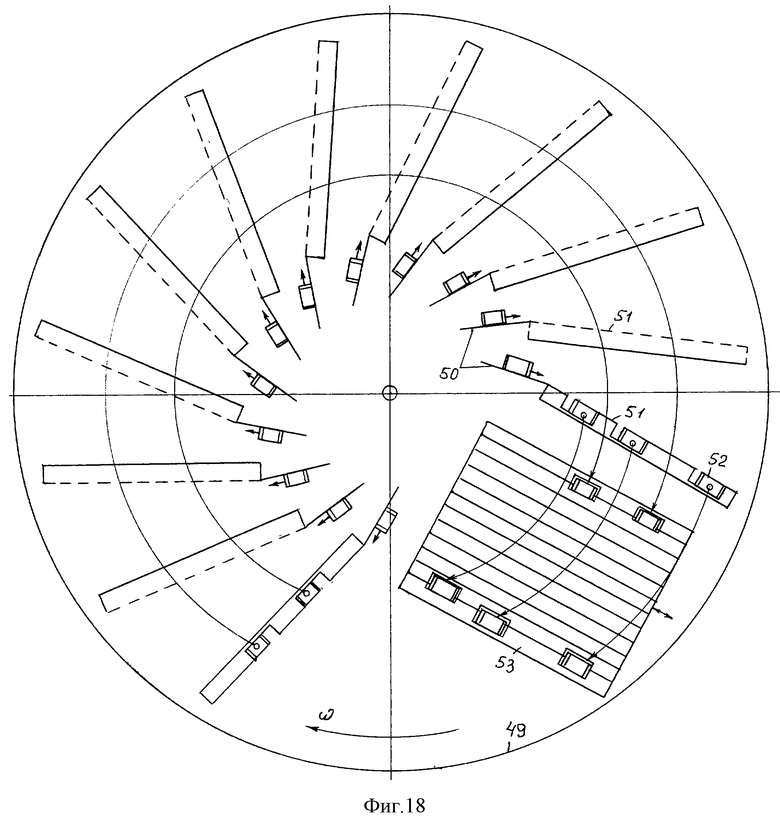
На фиг. 18 изображен вариант алгоритма формирования архитектурной композиции изделий на вращающей поверхности.
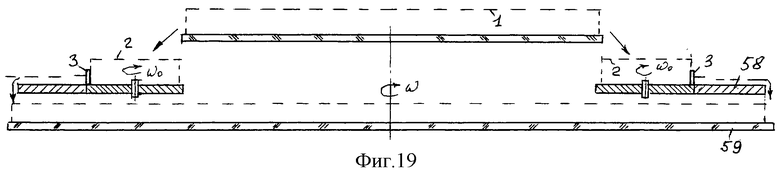
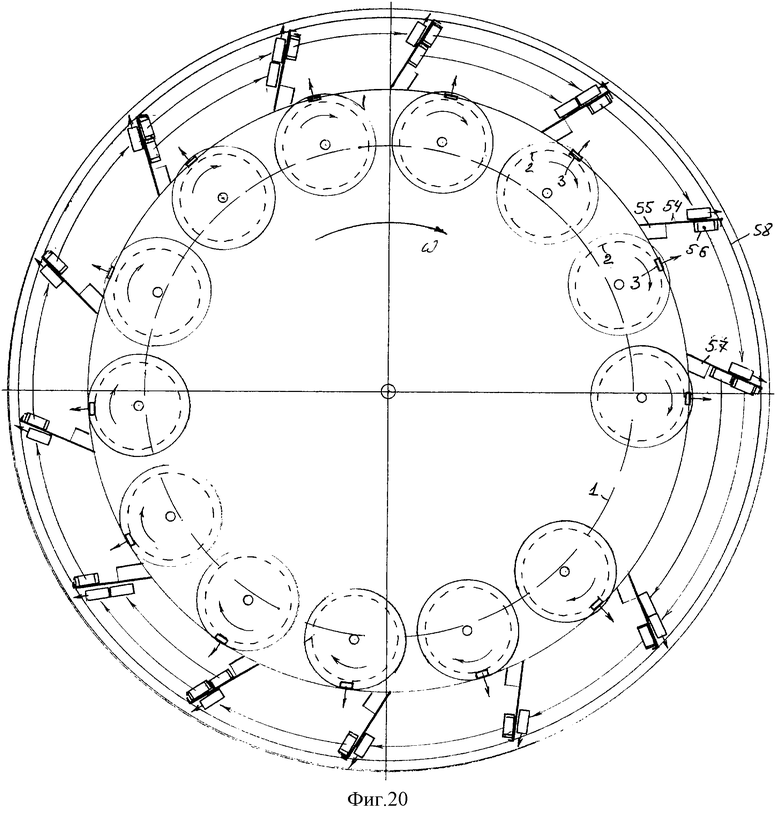
На фиг.19 и 20 изображен пример реализации способа на поверхности диска с наружным расположением первых изделий непрерывных последовательностей.
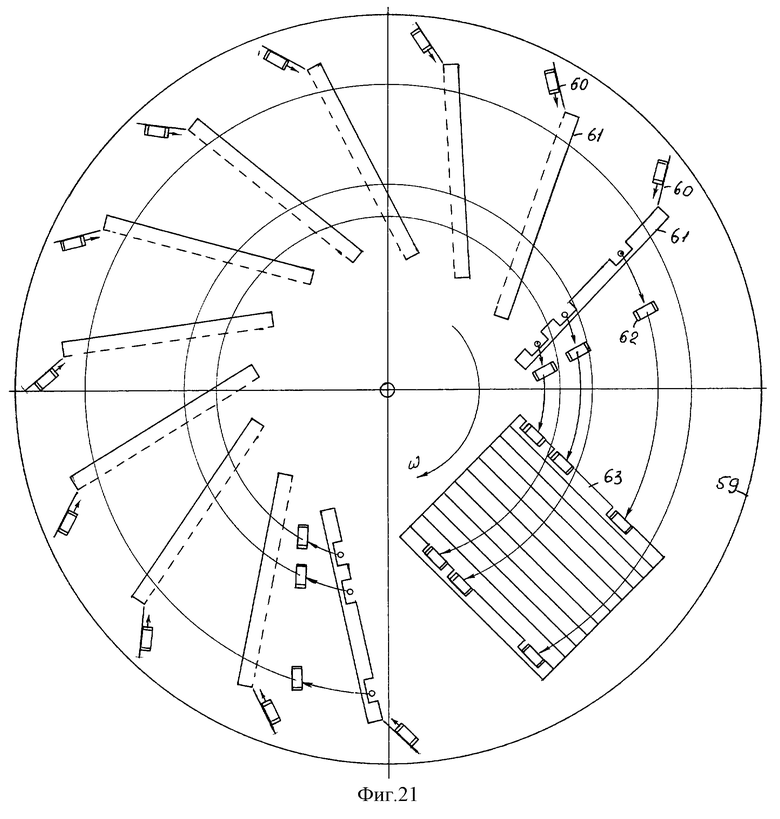
На фиг. 21 изображен вариант алгоритма формирования архитектурной композиции изделий на вращающей поверхности.
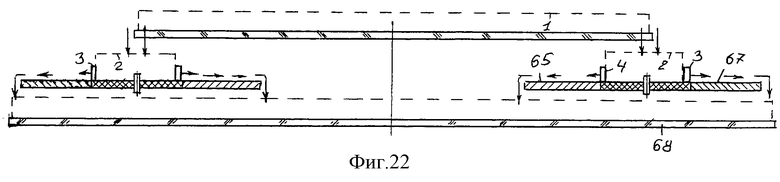
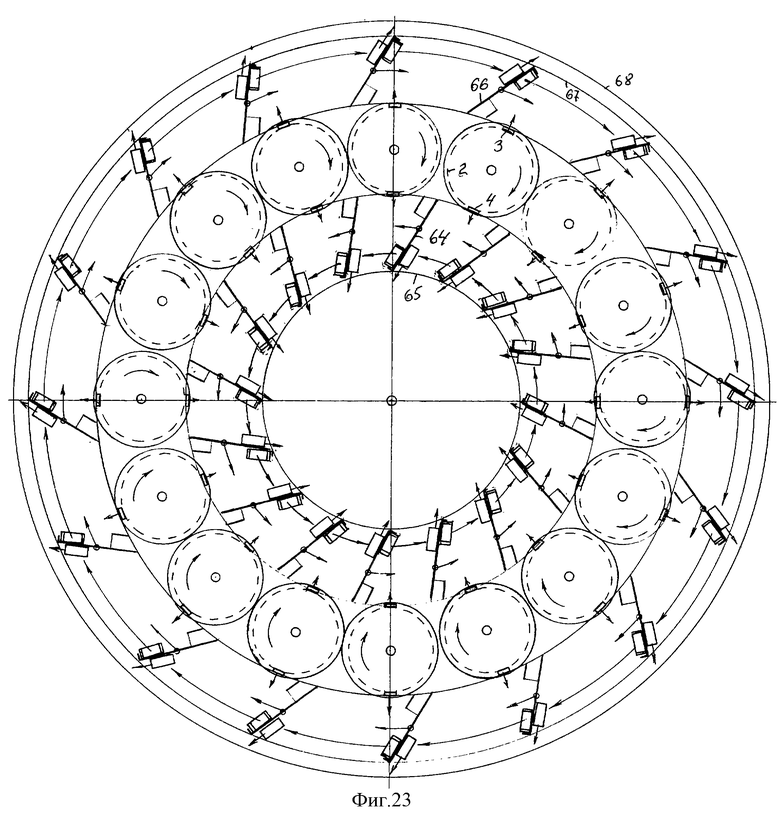
На фиг.22 и 23 изображен пример реализации способа на поверхности диска с внутренним и наружным расположением первых изделий непрерывных последовательностей.
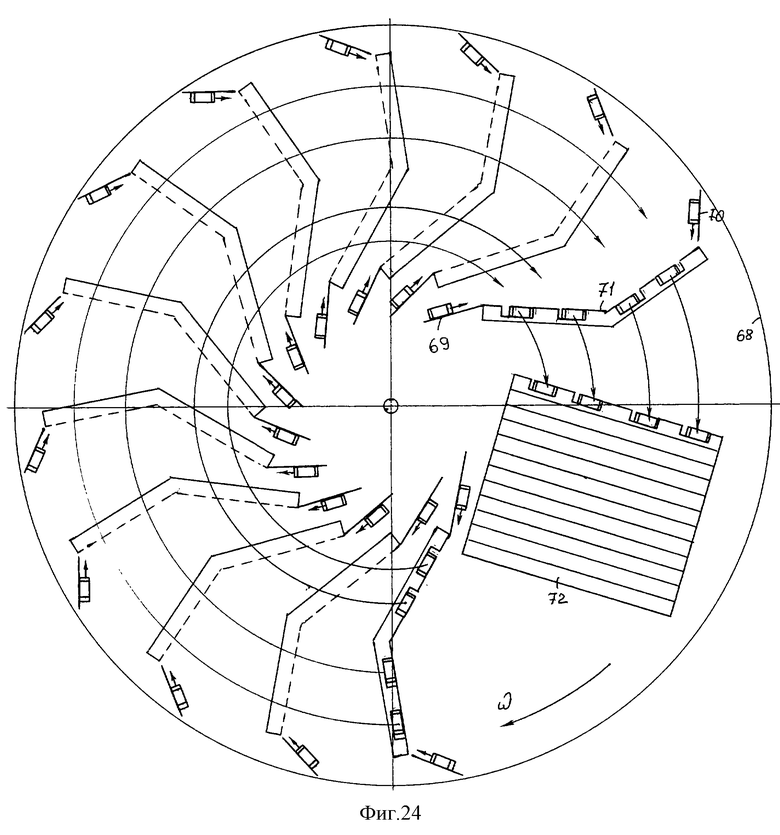
На фиг.24 изображен вариант алгоритма формирования архитектурной композиции изделий на вращающей поверхности.
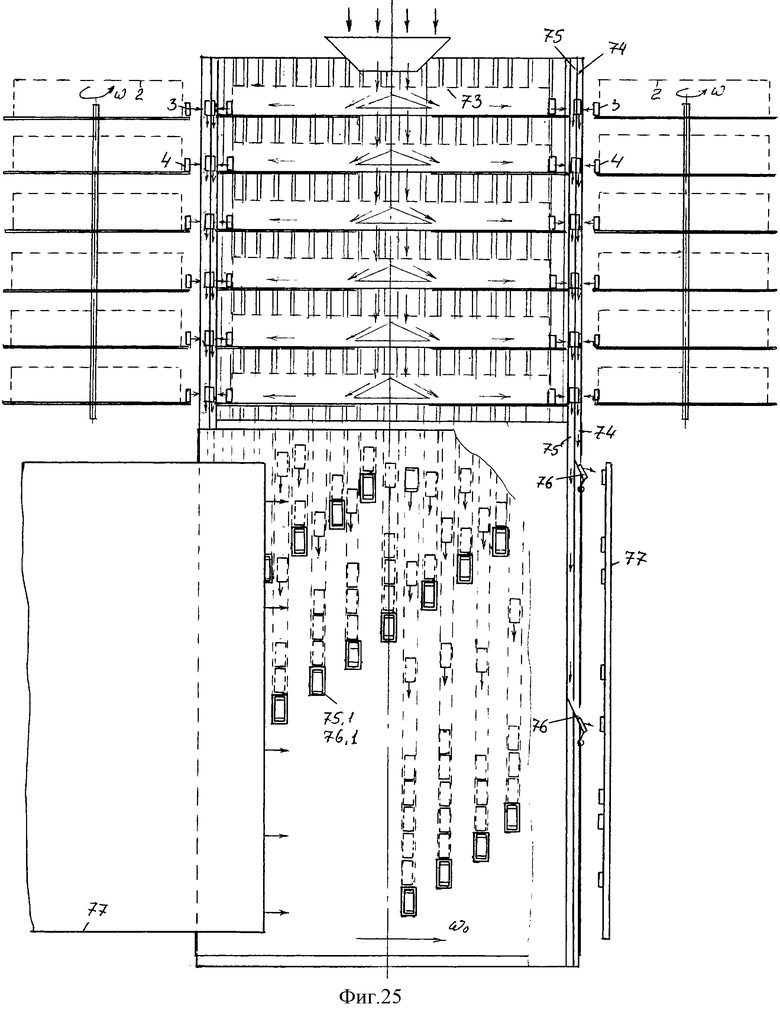
На фиг.25 изображен пример реализации способа, каналы которого совмещены и представлены в форме цилиндрической поверхности.
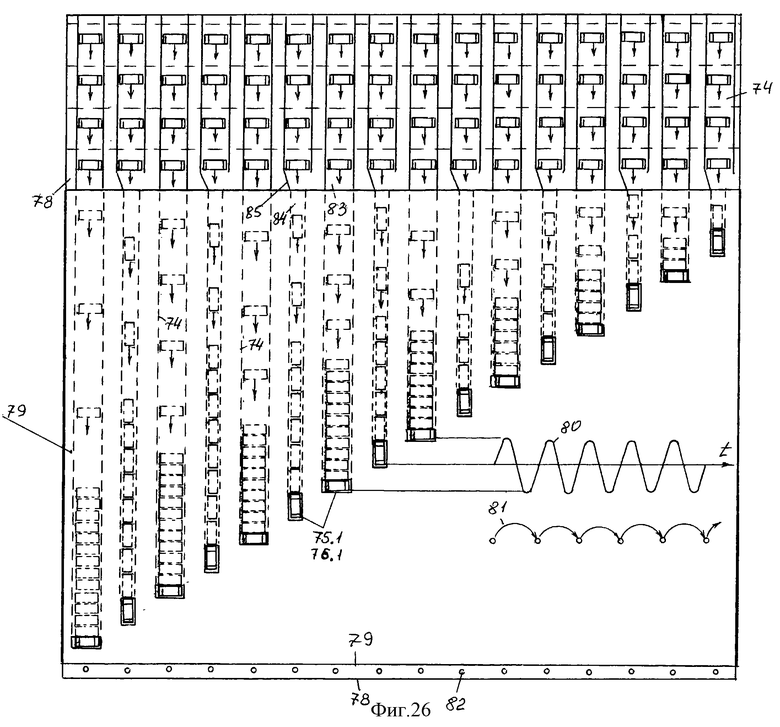
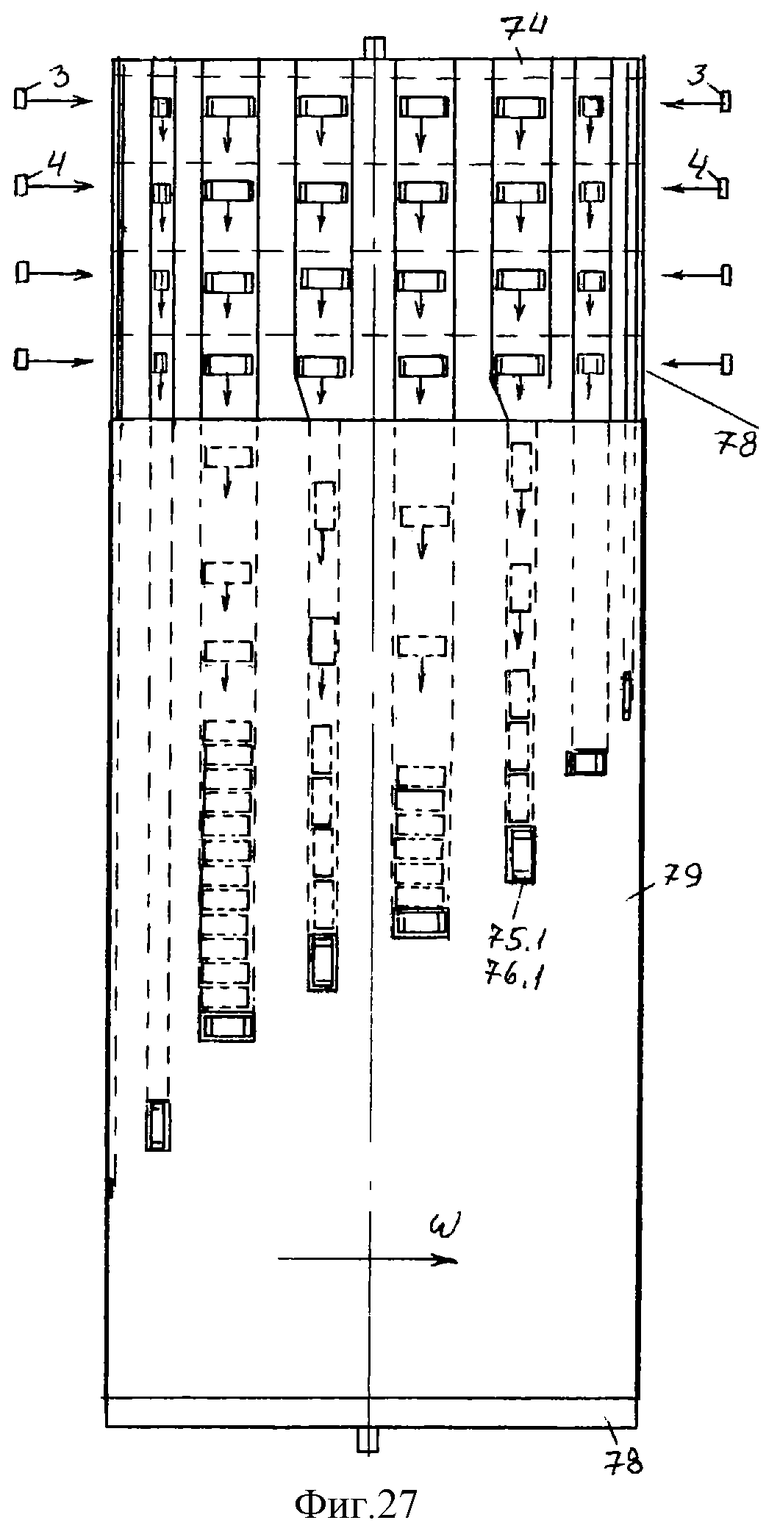
На фиг. 26 и 27 изображена развертка и цилиндрическая поверхность совмещенных каналов предложенного способа.
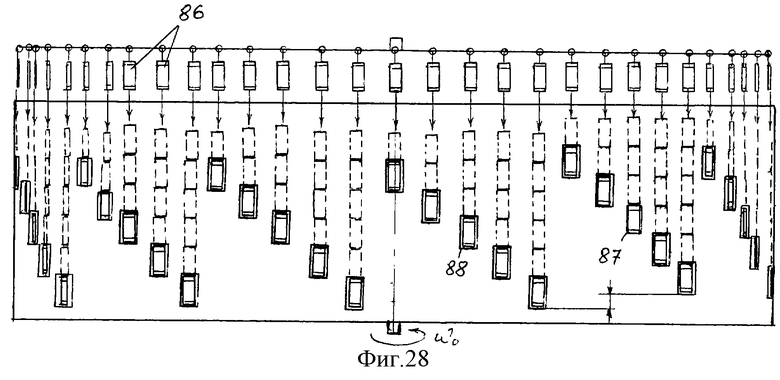
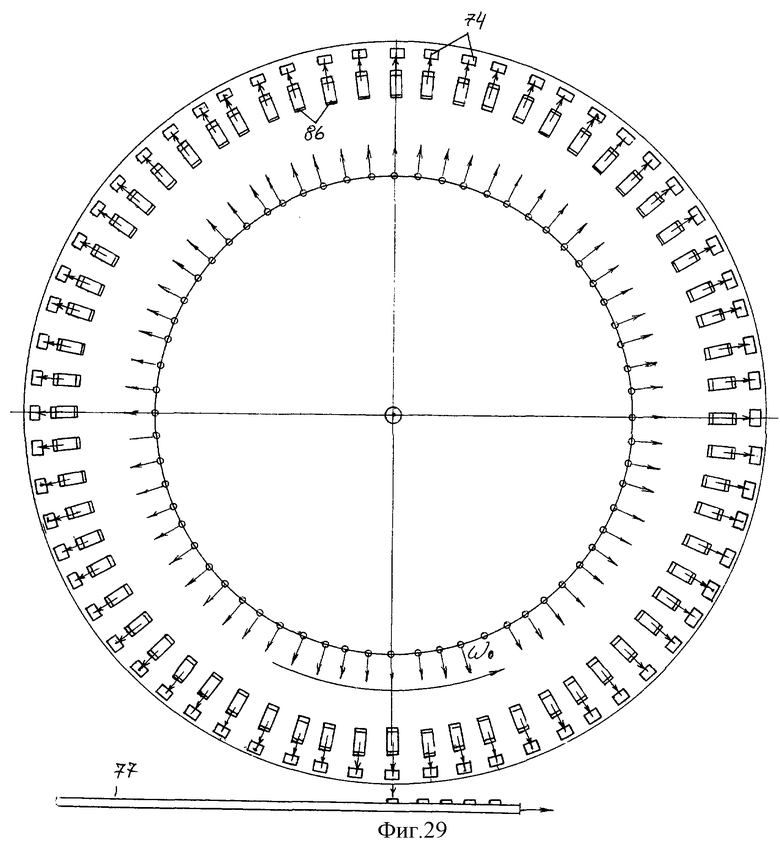
На фиг. 28 и 29 представлен алгоритм расположения каналов по периметру цилиндрической поверхности.
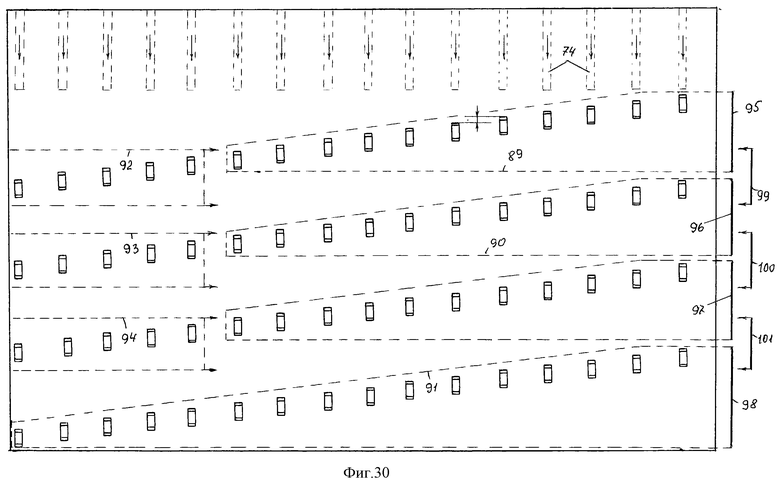
На фиг. 30 представлена развертка каналов многоканального устройства, реализующего представленный способ.
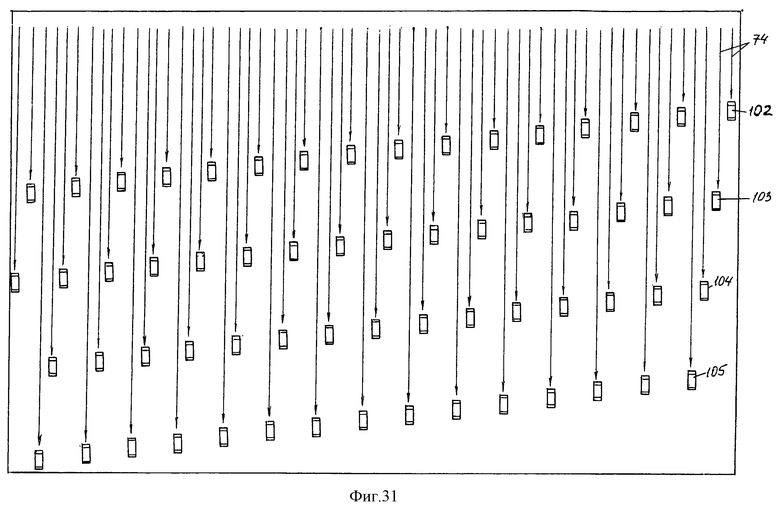
На фиг.31 представлена развертка каналов одноканального устройства, реализующего предложенный способ.
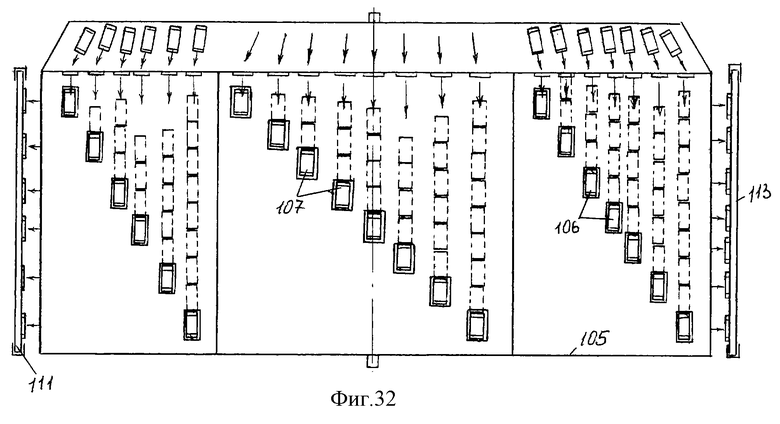
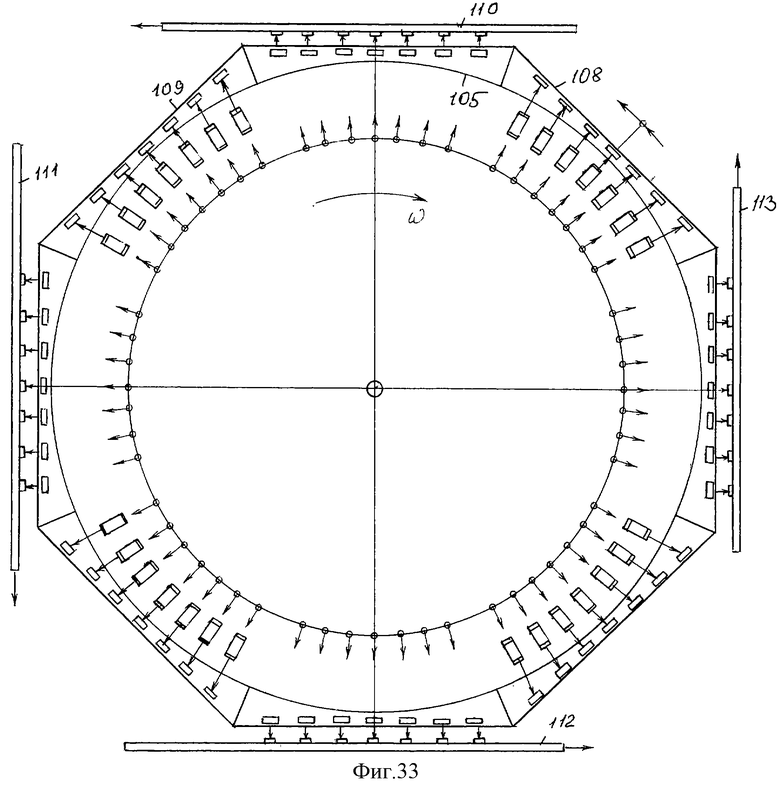
На фиг. 32 и 33 представлен алгоритм организации каналов предложенного способа с граненой цилиндрической поверхностью.
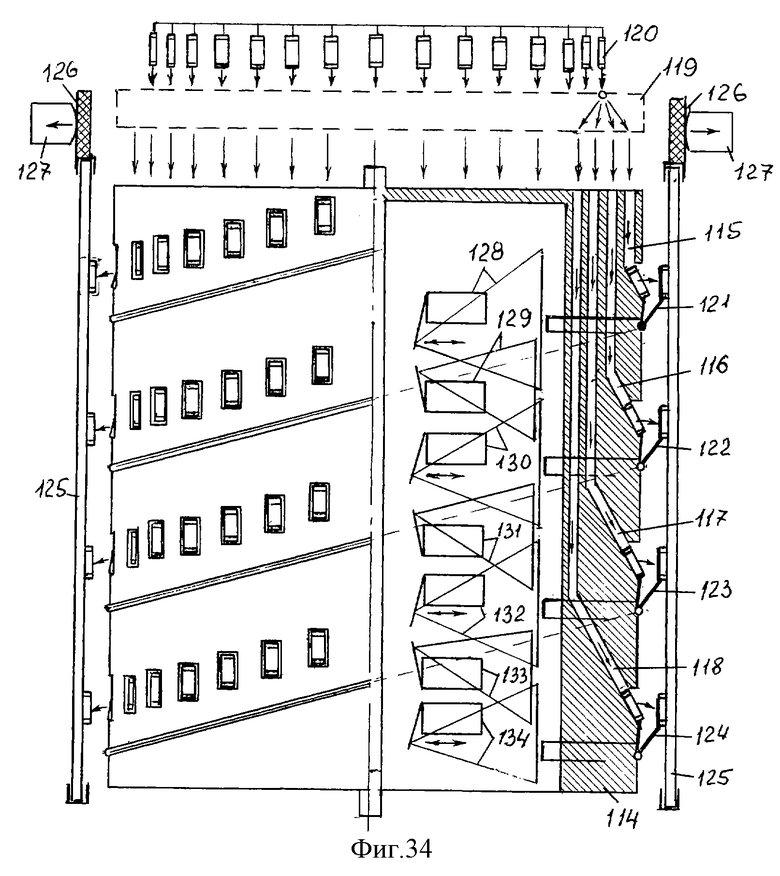
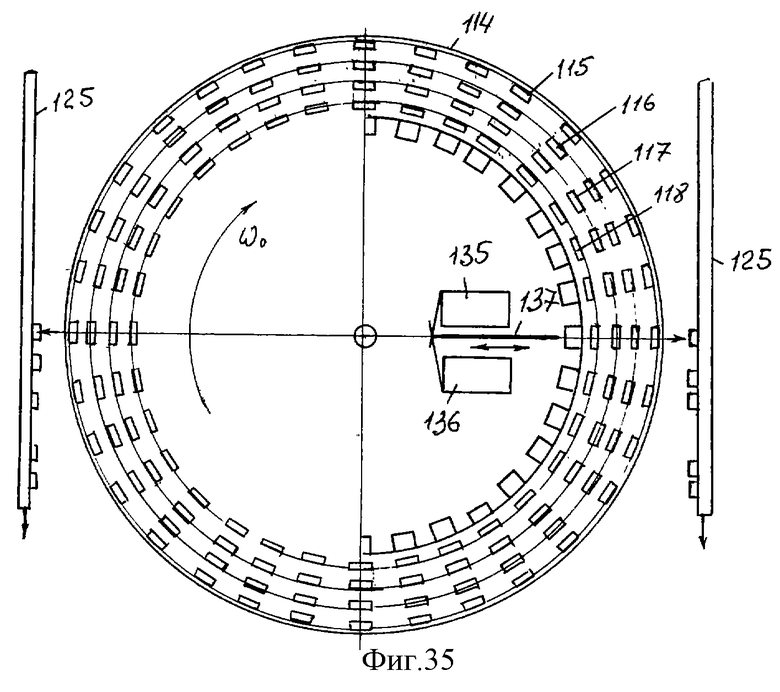
На фиг.34 и 35 представлена конструкция многоканального устройства, которое реализует предложенный способ.
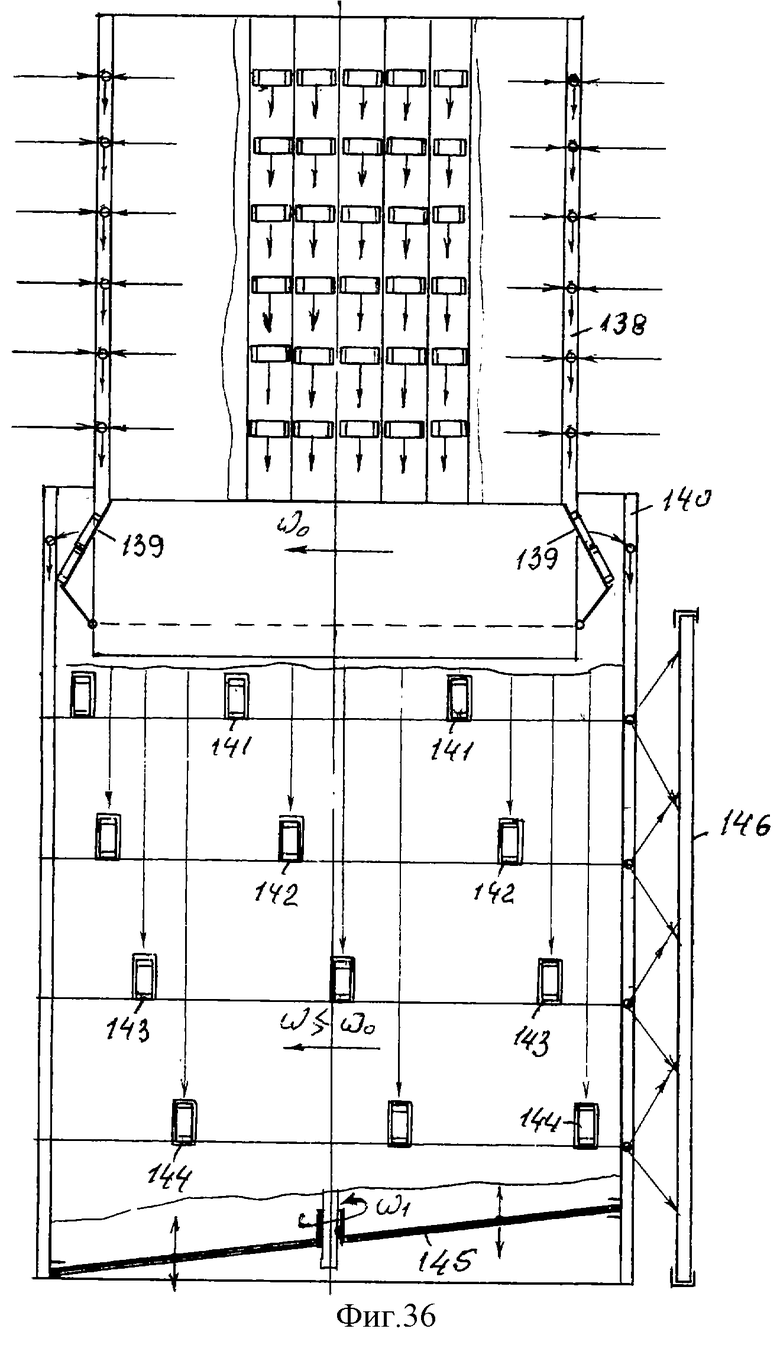
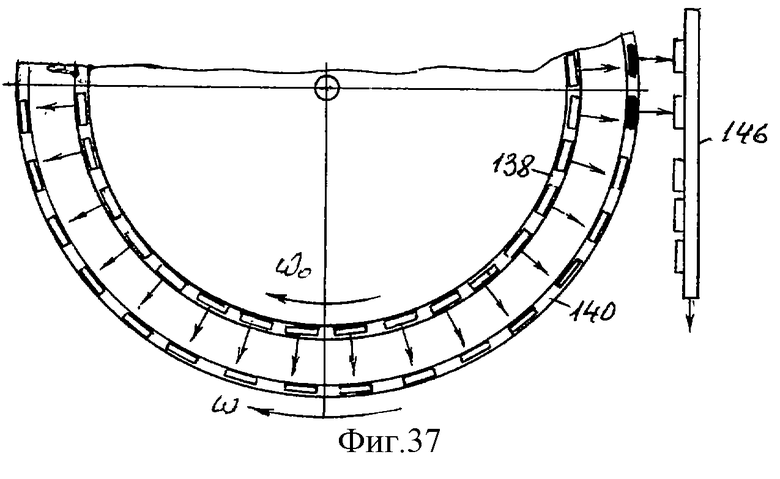
На фиг. 36 и 37 представлена конcтpyкция устройства с независимым вращением каналов со строчными последовательностями.
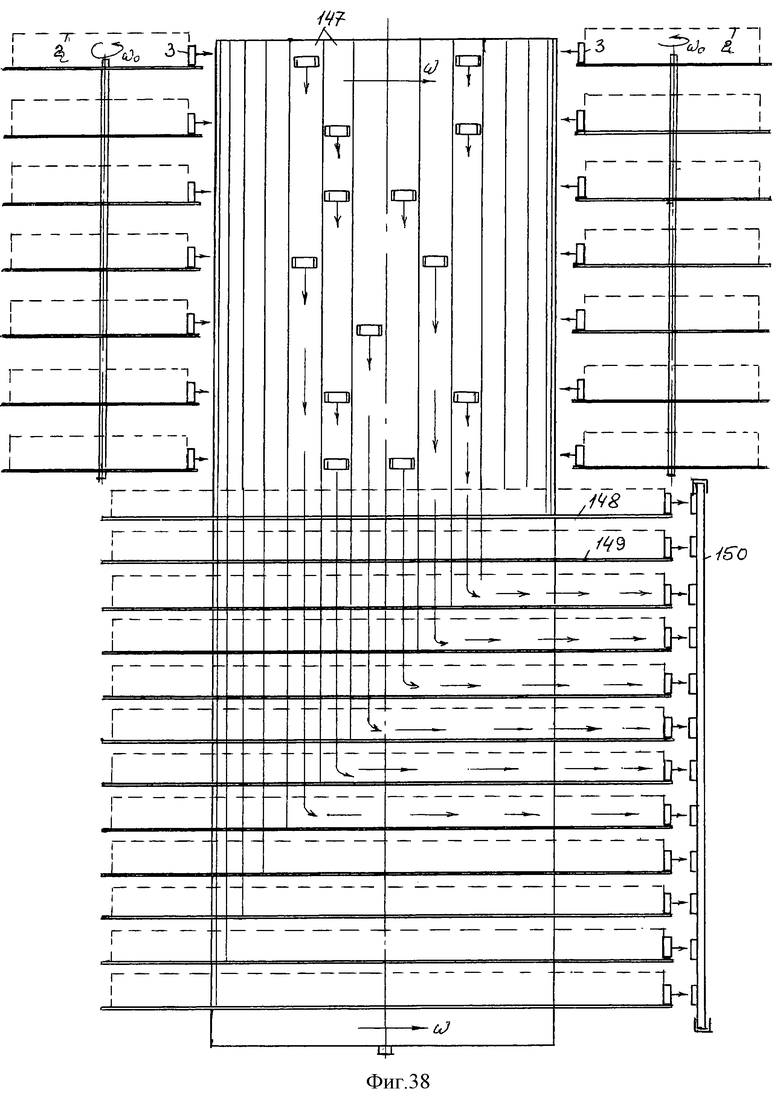
На фиг.38-43 представлен пример реализации предложенного способа с вертикальным расположением переносимых изделий на общий носитель.
На фиг. 44-55 представлены различные варианты реализации предложенного способа с использованием ленточного транспортера.
На фиг.56-68 представлена конструкция элемента переноса изделий на поверхность общего носителя.
На фиг. 69-75 представлены примеры реализации предложенного способа при совмещении магнитного или оптоэлектронного носителя с общим носителем.
Рассмотрим более подробные варианты реализации предложенного способа в объеме совокупности операций, где предварительно одноименные изделия располагают в непрерывную последовательность, каждую из которых формируют из россыпи, при этом первые изделия непрерывных последовательностей располагают по кругу с внутренним, внешним или тем и другим расположением в горизонтальной плоскости, образовывая тем самым круговую последовательность первых разноименных изделий в один или несколько слоев, соосно которым осуществляют вращение приемных каналов с последующим переносом соответствующих первых изделий с круговой последовательности в соответствующие каналы, при этом вращение осуществляют непрерывное или дискретно непрерывное, а каждый из приемных каналов соответствует одной или нескольким строчным последовательностям изделий на общем носителе.
Данная совокупность операций может быть реализована различными конструкциями, рассмотрим некоторые наиболее характерные из них.
На фиг.1 изображено устройство, которое содержит диск поочередной подачи изделий 1 в соответствующие дискретно расположенные диски 2, где осуществляется последовательный прием изделий и нормирование непрерывной последовательности одноименных изделий. Все они при приеме развернуты на ребро и завинчены в канал. При этом первые изделия 3, 4 (фиг.2) конструктивно расположены по кругу напротив приемных каналов 5, 6, которые непрерывно вращают. Как только канал 5, 6 совмещается при вращении с позиционным положением изделия 3, 4 и параметр этого изделия соответствующей строчной последовательности его переносят в этот канал 5, 6. Поскольку канал 5, 6 при вращении неоднократно совмещается с позиционными положениями первых изделий 3, 4, следовательно, в каждый приемный канал 5, 6 можно последовательно подать любую комбинации изделий 3, 4 по параметрам. Следует также отметить, что каждый канал может соответствовать как одной строчной последовательности, так и нескольким, что будет оговорено ниже.
В данной конструкции приемные каналы 5, 6 непрерывно вращаются, следовательно, одновременно должны вращаться и накопительные каналы 7 с возможностью в любой момент сбросить накопленную последовательность изделий в неподвижный строчный канал 9, 10. Сброс осуществляют только при совмещении соответствующих накопительных каналов 7, 8 с соответствующими неподвижными строчными каналами 9, 10.
На фиг. 3 представлен алгоритм движения поданных в приемный канал изделий. Поскольку первые изделия 3, 4 до подачи ориентированы, то и после переноса их в приемный канал 5, 6 они также будут ориентированы и иметь горизонтальную ориентацию. В случае, если ширину канала выполнить не больше диагонали изделия, то поданное изделие, падая под действием своего веса, на выходе также будет иметь ту же ориентацию (горизонтальную). В случае выполнения канала по ширине больше диагонали изделия изделие при свободном падении, с учетом вращения канала изменит свою ориентацию на вертикальную. Отсюда следует, что в строчные канала можно подавать горизонтальной и вертикальной ориентации последовательности изделий.
На фиг. 4-7 представлены конструкции с некоторыми характерными особенностями. В случае, если приемные каналы 12, 13 выполнить подвижными относительно облегаемой поверхности 14, 15, то изделия, поданные в приемные каналы 12, 13 (фиг. 5), будут последовательно расположены вдоль направляющей 16 с выходным упором, поскольку направляющая 16 и поверхность 15, на которой эта направляющая расположена, вращаются с одинаковыми скоростями. И как только зафиксировать направляющие 16 и 17, так сразу же изделия за счет сил трения с поверхностью вращения одновременно и в той же последовательности поступают на направляющую, которая выполнена с радиальным смещением, а по ней на выход 18, который в данный момент был зафиксирован на входе соответствующего канала строчной последовательности.
На фиг.6 и 7 непрерывные строчные последовательности расположены в пакете на общем диске вращения 19, 20.
Аналогичным образом можно формировать строчное последовательности при внешнем расположении первых изделий непрерывных последовательностей одноименных изделий, конструкция такого устройства изображена на фиг.8 и 9, для чего используется полый цилиндрический конструктив 22, 23 и приемные направляющие 20, 21, при этом диски, а точнее кассеты 24, 25 с организованными изделиями располагаются внутри конструктива 22 неподвижно, а сам конструктив вращают с постоянной скоростью. При вращении направляющих 25, 26 приемных каналов изделия 27 накапливаются у направляющей 25. При фиксации этих направляющих изделия 27 поступают на направляющую 26, а по ней на выход 28 и, следовательно, на вход соответствующего канала строчной последовательности.
На фиг. 10 и 11 изображен пример реализации способа с внешним и внутренним расположением первых изделий непрерывных последовательностей. И содержит поверхность вращения 31, приемные направляющие 29 и 30 и кассеты 2, 24, 25 с непрерывными последовательностями первых изделий. Принцип работы аналогичен.
На фиг. 12-15 изображен алгоритм перераспределения изделий из круговой последовательности строчных последовательностей в линейную и представляет собой при реализации каналы, соответствующим образом ориентированные. Изделия 32, 33, которые поступают с выходов, например 18 (фиг.5), переорганизуются в последовательности 34, 35, удобные для последующего переноса строчных последовательностей изделий на общий носитель. Аналогичным образом группы изделий 36, 38, 40 переорганизовываются в ортогональные последовательности 37, 39, 41.
На фиг.16 и 17 изображен пример реализации способа на поверхности диска 48 с внутренним расположением первых изделий 3 непрерывных последовательностей. В данном случае также направляющие 42, 44 с входной направляющей 43 одновременно вращаются вместе с диском 48 и как только входные направляющие 43 соответствующих приемных направляющих 42, 44 совмещаются с первыми изделиями 3 соответствующих кассет 2, так сразу же в них подают соответствующие изделия, которые накапливаются при вращении, как только направляющие 42, 44 фиксируют, изделия 45 одновременно поступают на направляющую 44 и далее на выход 47, ну и далее, например, на диск 49.
На фиг.18 изображен вариант алгоритма формирования архитектурной композиции изделий на вращающейся поверхности (диске) 49. Изделия, соответствующие строчным последовательностям с соответствующего выхода (фиг.17) 47, последовательно поступают на соответствующий вход 50 (фиг.18) и далее на фигурную направляющую и в соответствующий паз 52. После формирования всех направляющих (фигурных) 51 строчные последовательности изделий с них подают на общую матрицу 53, в площади которой формируется требуемая архитектурная композиция изделий.
На фиг.19 и 20 изображен пример реализации способа на поверхности диска с наружным расположением первых изделий непрерывных последовательностей одноименных изделий. И содержит диск вращения 58 с приемными направляющими 54, 55 и 57. Работа устройства аналогична предыдущему варианту реализации способа. В данном случае также при фиксации направляющих 54 изделия 56 совместно с поверхностью диска 58 поступают на направляющую 57, а по ней на диск 59 и далее на направляющие 60 с последующим заполнением соответствующих пазов фигурных направляющих 61. Затем сформированные строчные комбинации изделий 62 поступают в площадь общей матрицы 63 архитектурной композиции.
На фиг.22 и 23 изображен пример реализации способа на поверхности диска с внутренним и наружным расположением первых изделий непрерывных последовательностей oдноименных изделий. Конструкция содержит первый 65 и второй 67 диски с направляющими 64, 66, после остановки которых изделия поступают на диск 68 в соответствующие направляющие 69, 70 фигурных направляющих 71 для формирования строчных последовательностей изделий и далее в площадь матрицы 72 для окончательного формирования архитектурной композиции.
На фиг. 25 изображен пример реализации способа, в котором накопительные каналы совмещены с приемными, при этом конструкция содержит пакет кассет 2, 73, приемные каналы 74 и 75, которые расположены: 74 напротив кассет 2, а 75 напротив кассет 73. Приемные каналы совмещены с накопительными каналами, на выходе которых расположены элементы 76 переноса изделий на поверхность общего носителя 77. Следует отметить, что выходы накопительных каналов 75.1, 76.1 расположены со смещением друг относительно друга в несколько рядов. В результате чего при смещении общего носителя 77 и вращении приемных каналов элемента 76 переноса как бы сканируют вдоль общего носителя 77 и в момент совмещения с соответствующими координатами позиционного положения изделия элемента 76 переноса переносят соответствующие изделия на поверхность общего носителя.
Вышеописанное соответствует ряду технологических операций, которые можно сформулировать следующим образом.
После переноса изделий в соответствующий приемный канал на изделие воздействуют силой веса самого изделия и перемещают по этому приемному каналу в накопительный канал, который вращают со скоростью вращения приемных каналов.
При этом в момент совпадения накопительных каналов с соответствующими неподвижными строчными каналами осуществляют одновременный перенос накопленных изделий с накопительных каналов в неподвижные строчные каналы (фиг.1).
При этом в момент совпадения накапливающих или накопительных каналов при вращении с соответствующими неподвижными строчными каналами осуществляют фиксацию вращения накапливающих каналов и накопленные изделия подают в неподвижные строчные каналы (фиг.5-23).
При этом неподвижные строчные каналы на их выходе ориентируют в одну или несколько линейно ориентированных последовательностей, с выхода которых и осуществляют перенос и фиксацию изделий в соответствующих координатах общего носителя (фиг.12-15).
При этом сформированные строчные последовательности изделий в приемных каналах, которые расположены по кругу, подают в соответствующие по позиционному положению и по скорости вращения накопительные каналы, выходы которых располагают на дискретно смещенных уровнях, откуда и осуществляют перенос изделий на общий носитель, который располагают напротив образованной из накопительных каналов поверхности с возможностью смещения, при этом в момент совмещения соответствующего выxoдa соответствующего накопительного канала с координатным положением изделия на общем носителе и осуществляют перенос соответствующего изделия с того выхода или выходов на общий носитель для фиксации (фиг.25).
На фиг. 26 изображена развертка приемных 74 и накопительных каналов, в данном случае эти каналы конструктивно совмещены и представляют собой обычный паз, ширина которого в зоне приема изделия 78 выполнена не больше диагонали изделия, а в зоне накопления 79 пазы выполнены двух видов, при этом через один паз, широкий 83 и узкий 84, с направляющей 85 для переориентации изделия. Над зоной накопления расположена пластина 79, которая обеспечивает формирование накопительных каналов и в которой расположены элементы переноса изделий на общий носитель 75.1, 76.1. Пластина 79 с элементами может смещаться по законам 80 - гармоническому или 81 - дискретно-непрерывному, или по другим законам вдоль каналов. 82 - отверстия синхронизации.
Следует отметить, что выходы каналов с элементами переноса изделий могут быть расположены по различным законам.
На фиг.28 выходы 87, 88 расположены по пилообразному закону.
На фиг.30 выходы накопительных каналов расположены по закону спирали. В этом случае для переноса изделий на общий носитель требуются электромагнитные толкатели, которые работают в интервалах 95, 96, 97, 98, 99, 100 и 101, в соответствии с зонами 89 - 94.
На фиг. 31 при расположении выходов 102-105 последовательно требуется один толкатель.
На фиг.32 и 33 представлен алгоритм организации накопительных каналов с выходами 106, 107 с граненой 105 цилиндрической поверхностью 108, 109, напротив ряда плоскостей могут быть расположены общие носители 110-113 и осуществляться перенос изделий на их поверхности.
Вышеописанное соответствует ряду технологических операций, которое можно сформулировать следующим образом.
Изделия, которые расположены в накопительных каналах, смещают в вертикальном направлении по гармоническому закону или дискретно в пределах дискретно смещенных уровней или шага расположения одноименно ориентированных изделий (фиг.26).
При этом перед подачей изделий из приемных каналов в каждом втором осуществляют переориентацию изделия из горизонтально ориентированного положения в вертикально ориентированное положение, после чего их подают в соответствующие каналы.
На фиг. 43 и 35 представлена конструкция многоканального устройства, которое реализует предложенной способ. Устройство содержит цилиндрическую 114 систему coocных накопительных каналов 115, 116, 117 и 118, кольцевой переключатель 119 и устройство приемных каналов 120. На выходе каждого накопительного канала 115 - 118 расположен элемент переноса изделия 121 - 124 на общий носитель 125, который совмещен с магнитным носителем 126, с которого считывается оперативная информация магнитной головкой 127, посредством которой осуществляют управление электромагнитными толкателями 128-134, которые, воздействуя на элементы переноса 121 - 124, осуществляют перенос изделий на общий носитель 125 для фиксации. Электромагнитные толкатели содержат непосредственно электромагнит 135, 136 и толкатель 137, который расположен в направляющих, при этом каждый из них 95-101 (фиг.30) работает строго в определенной зоне 89-94.
На фиг. 36 и 37 представлена конструкция устройства с независимым вращением каналов со строчными последовательностями, которые расположены в накопительных каналах 141-144. Данное устройство содержит систему приемных каналов 138, которые функционально связаны с оперативными приемными каналами 139, находящимися в совместном вращении и в момент совмещения каналов 139 с соответствующими накопительными каналами системы 140, которая находится в самостоятельном вращении, так сразу осуществляется перенос изделий из оперативных приемных каналов 139 в накопительные каналы системы 140. В этой системе 140 выходы 141-144, в частности, расположены равномерно на нескольких уровнях. Поскольку система 140 выполнена с возможностью и вертикального смещения 145, то работа такой системы заключается в следующем. Напротив общего носителя 146 устанавливается один из выходов 141-144, который соответствует вместе с соответствующим изделием позиционному положению этого изделия в соответствующем интервале общего носителя 146, после чего совмещаются их вертикальные координаты и изделие переносится. Затем общий носитель 146 смещается и процесс повторяется. Следует отметить, что вращение и смещение системы 140 и общего носителя может быть реализовано по разным законам.
Вышеописанное соответствует ряду технологических операций, которые можно сформулировать следующем образом.
С накопительных каналов 139, находящихся в совместном вращении с приемными каналами (на фиг.36 эти канала названы оперативными приемными каналами 139), изделия строчных последовательностей в момент совмещения с одноименными дополнительными приемными каналами (система 140) осуществляют перенос их в соответствующие дополнительные приемные каналы, с соответствующих выходов 141-144 которых и осуществляется перенос изделий на поверхность общего носителя для фиксации, при этом дополнительные каналы вращают и совмещают в вертикальном направлении, либо равномерно и по гармоническому закону, либо в соответствии с конкретной архитектурной композицией изделий на поверхности общего носителя.
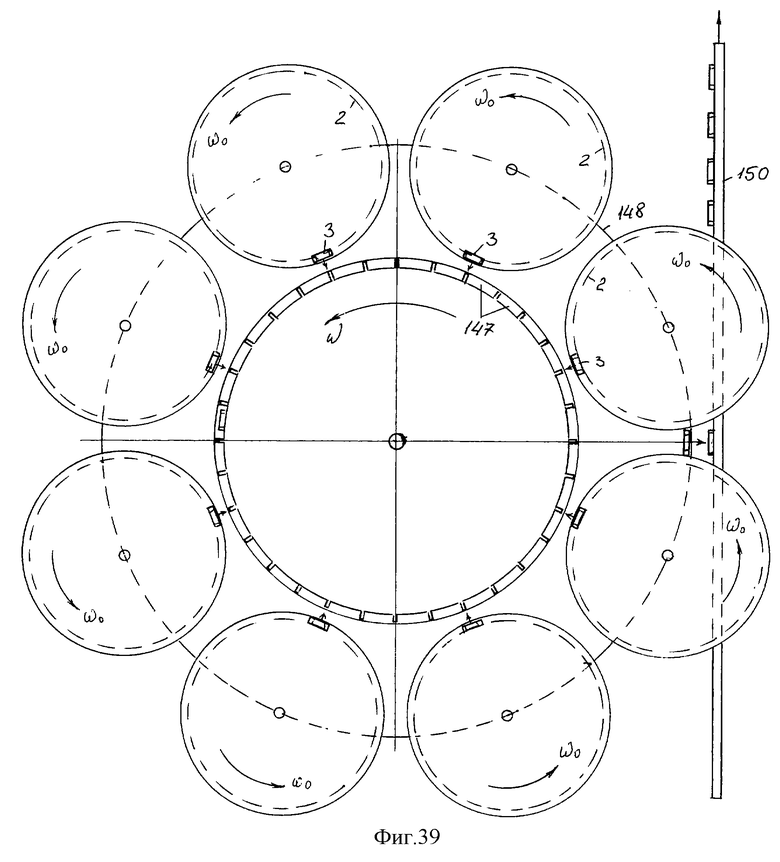
На фиг.38-43 представлен пример реализации предложенного способа с вертикальным расположением переносимых изделий на общий носитель. Такое устройство содержит систему приемных каналов 147, которые находятся в постоянном вращении, систему соосных дисков с направляющими 148, 149, которые равномерно расположены вдоль системы приемных каналов 147, находящихся в ускоренном вращении, а также общий носитель 150.
Работа такого устройства заключается в следующем. Изделия по каналам 147 поступает на соответствующий диск 148, 149, на которых соответствующие изделия посредством направляющих смещаются и располагаются напротив общего носителя 150, который расположен с возможностью как продольного, так и поперечного смещения, и при совпадении изделия на соответствующем диска 148, 149 с ему соответствующим позиционным положением на общем носителе 150 это изделие переносится на общий носитель 150.
На фиг.39 данное устройство изображено сверху.
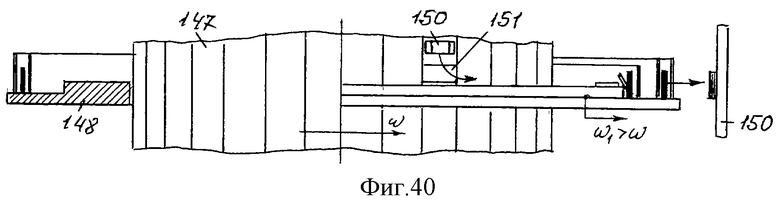
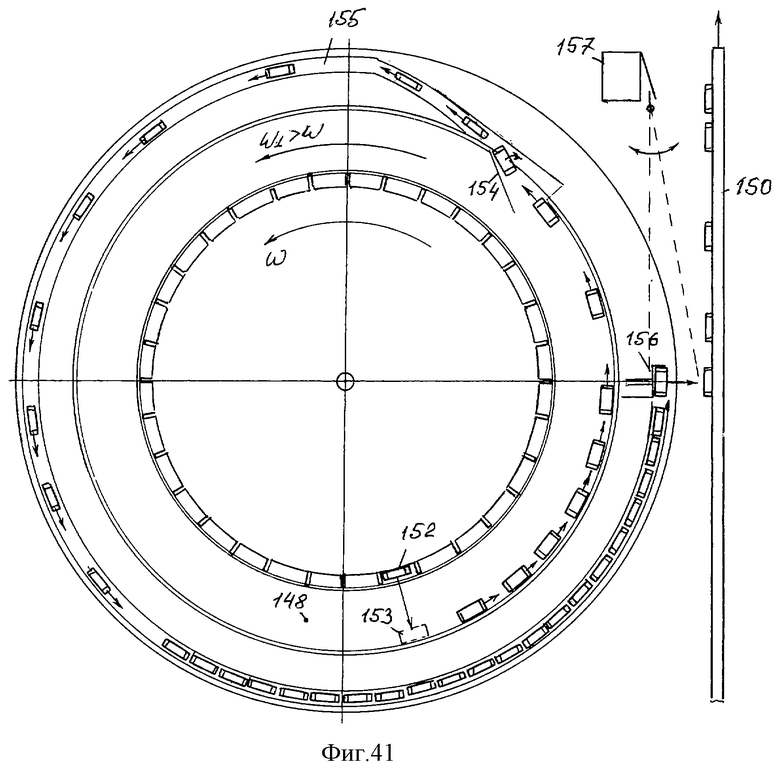
На фиг. 40 и 41 изображены конструкции одноканальных дисков 148, 149. В которых изделие 150 в своем канале перед диском попадает на косой уступ 151 и смещается на диск 148, а поскольку этот диск вращается с повышенной скоростью, то изделие 153 на нем смещается относительно этого приемного канала, тем самым не давая очередному изделию нарушить заранее выбранную последовательность изделий. На поверхности диска изделие 153 поступает на направляющую 154, разворачивается на ребро и ввинчивается в канал 155, формируя тем самым строчную последовательность, на выходе которой расположен толкатель 156, который функционально связан с электромагнитом 157. В нужный момент срабатывает электромагнит 157 и изделие переносится на общий носитель 150.
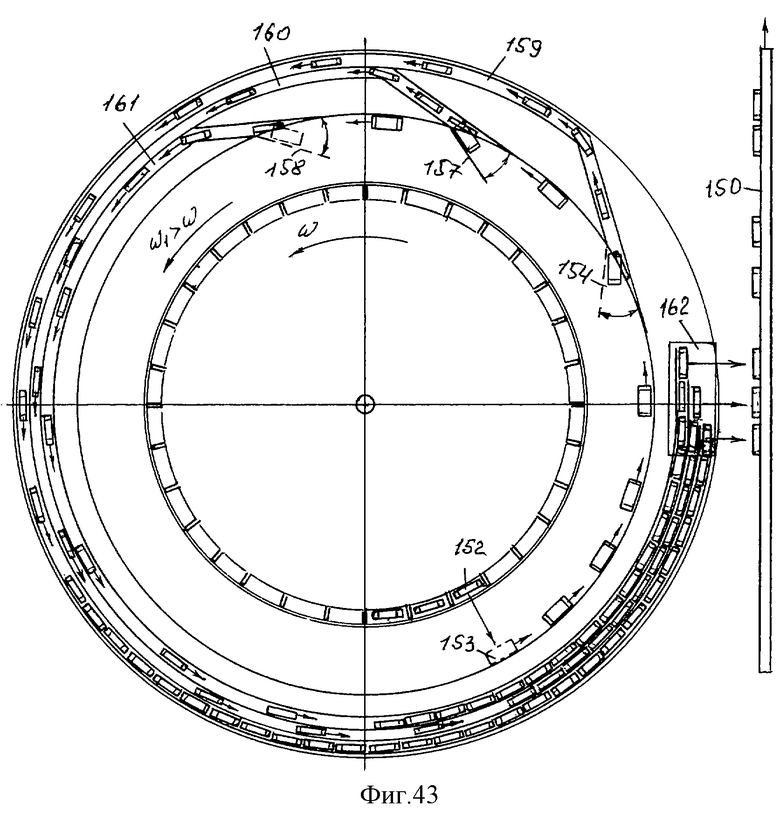
На фиг.42 и 43 представлен многоканальный диск с приемными направляющими 154, 157 и 158, которые выполнены управляющими и соответствуют каналам 159, 160 и 161 с индивидуальными элементами переноса 162 на выходе.
Вышеописанное соответствует ряду технологических операций, которые можно сформулировать следующим образом.
С приемных каналов, находящихся во вращательном движении, изделия строчных последовательностей подают на соответствующие поверхности, которые вращают с повышенной скоростью, при этом на поверхности изделия подают в один или несколько каналов с одновременным поворотом их на ребро и смещают их на выход для последующего переноса изделий на общий носитель для фиксации, при этом общий носитель могут подвергать как продольному, так и поперечному смещению в случае необходимости.
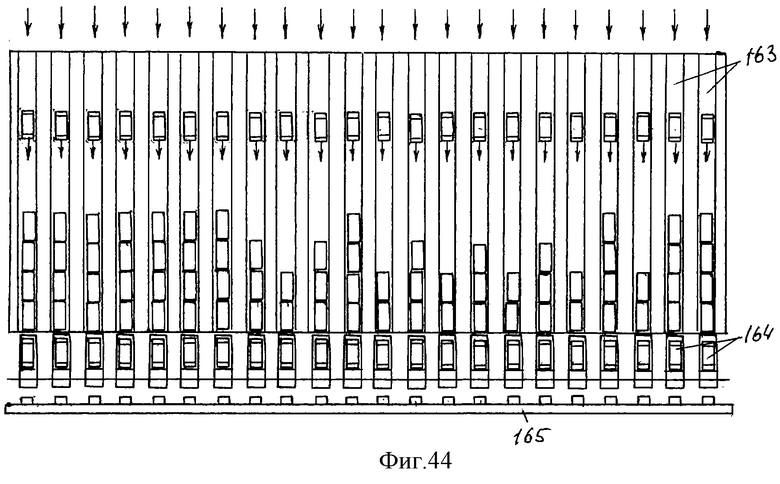
На фиг. 44-55 представлены различные варианты реализации предложенного способа с использованием ленточного транспортера.
На фиг. 44 изображена последовательность равномерно расположенных строчных каналов 163, на выходе которых расположены элементы переноса 164 изделий на общий носитель 165. Поскольку сами элементы переноса 164 представляют собой тривиальные конструкции, которые управляются электромагнитом, то их можно организовать на всю ширину общего носителя 165, что в некоторых случаях достаточно для монтирования общего носителя.
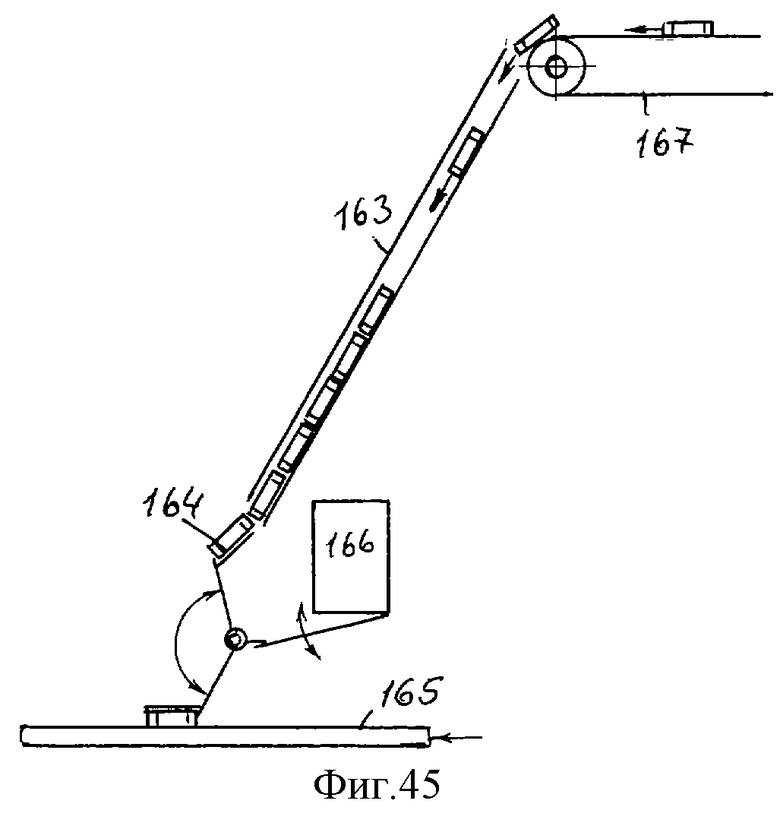
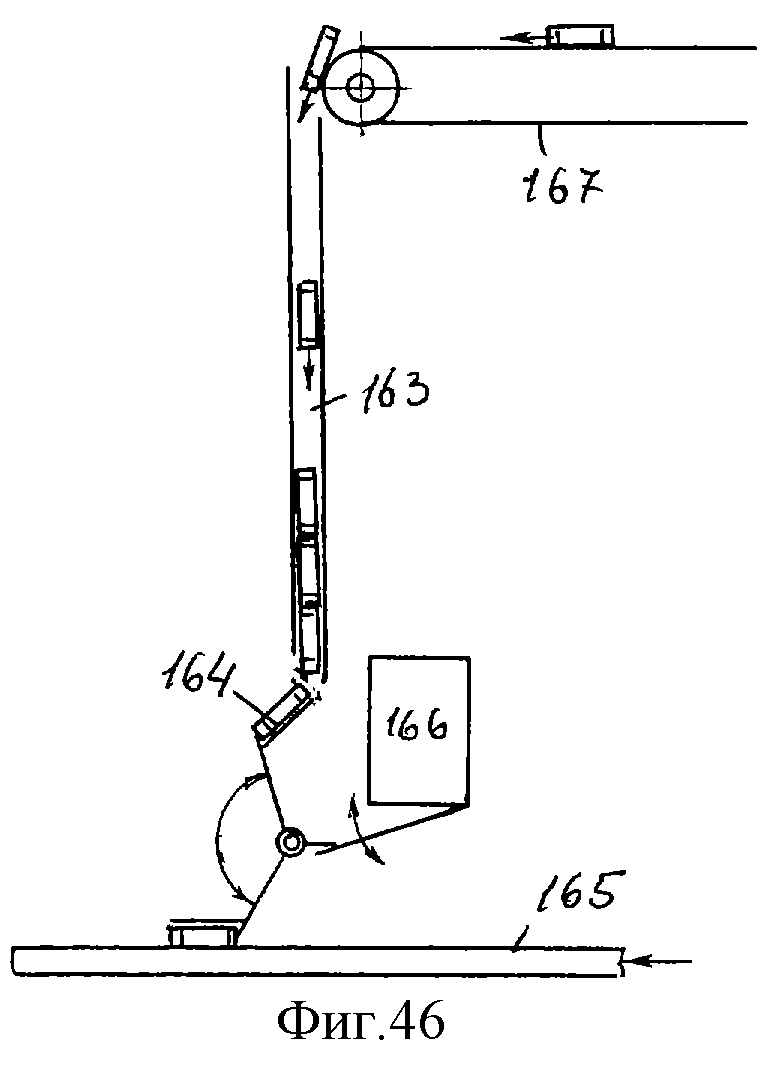
Подача на систематизированные строчные каналы 163 может быть организована посредством системы (фиг.12-15) либо с использованием ленточного транспортера 167 с соответствующими направляющими (фиг.45, 46). Следует отметить, что строчные каналы могут быть расположены как под углом к общему носителю 165 (фиг. 45), так и вертикально (фиг.46), при этом сам конструктив строчных каналов 163 совместно с элементами переноса может быть подвергнут различным смещениям в определенных интервалах. Рассмотрим некоторые характерные конструкции.
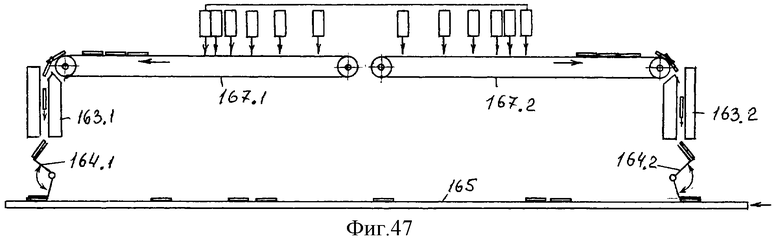
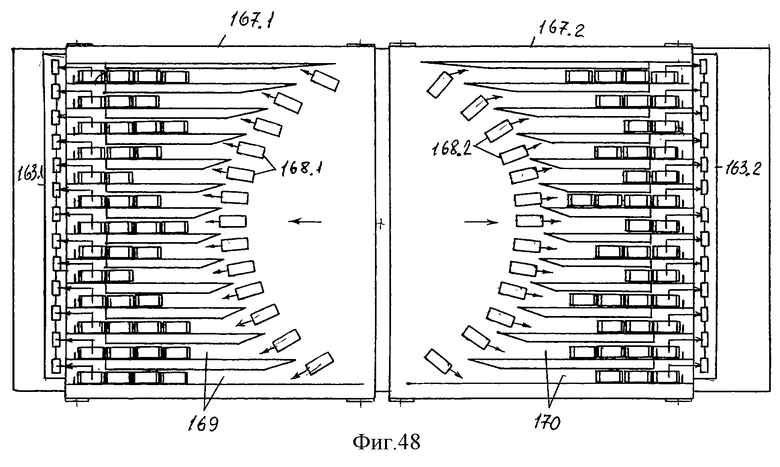
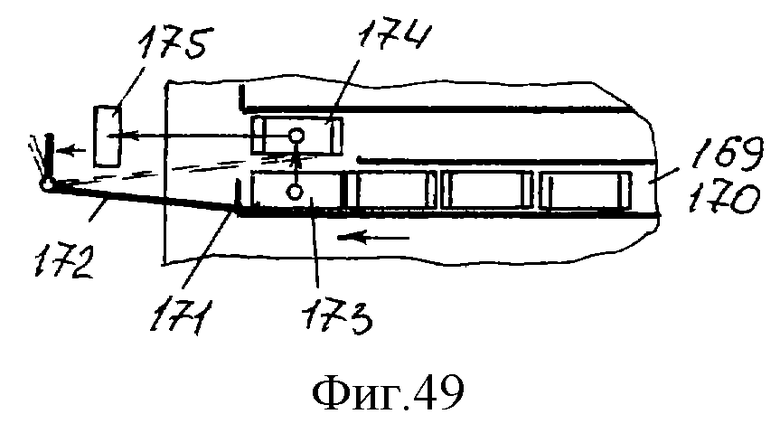
На фиг.47-49 представлена конструкция с двумя ленточными транспортерами 167.1 и 167.2 и двумя системами строчных каналов 163.1 и 163.2 с группами элементов переноса 164.1 и 164.2, которые смещены друг относительно друга. Работа данного устройства заключается в следующем. С приемного устройства изделия 168.1 и 168.2 поступают в направляющие строчных каналов 169, 170, которые расположены над поверхностью ленточных транспортеров 167.1 и 167,2, где изделия корректируют свою ориентацию и формируют строчные последовательности. В каждой строчной последовательности имеется упор 171 (фиг.49) и элемент сдвига 172, который функционально связан с электромагнитом элемента переноса 164. Предварительно элемент сдвига воздействует на изделие 173 и смещает в положение 174, после чего сам элемент сдвига возвращается в исходное положение, а изделие 174 поступает в соответствующий строчный канал 163. Во время переноса изделия элементом переноса 164 на общий носитель 165 элемент сдвига подготавливает очередное изделие 173, переводя ее в положение 174. А во время возвращения элемента переноса 164 изделие 174 подают в канал 163.
Описанные технологические операции можно сформулировать следующим образом.
В элемент переноса приемного канала переноса или строчного канала предварительно подают одно изделие, после чего во время переноса изделия на общий носитель подготавливают очередное изделие для подачи в элемент переноса, а во время возвращения элемента переноса в исходное положение подают подготовленное изделие в приемный канал переноса.
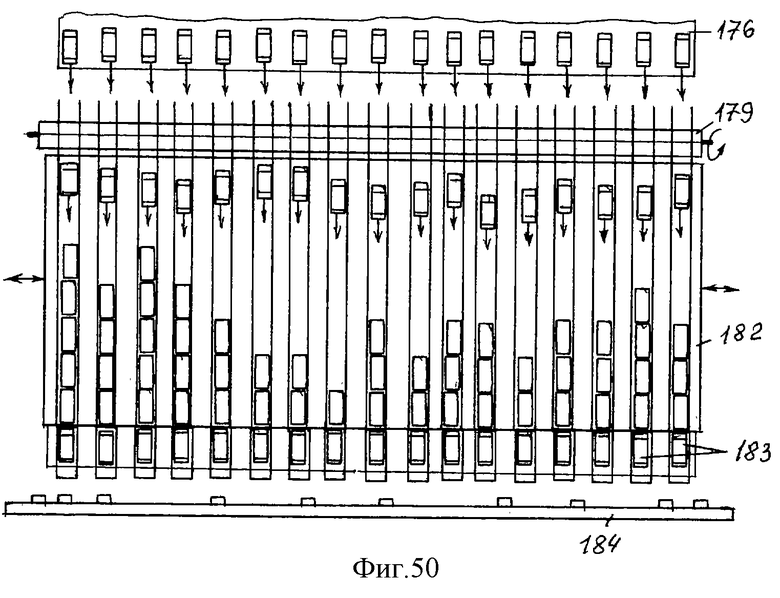
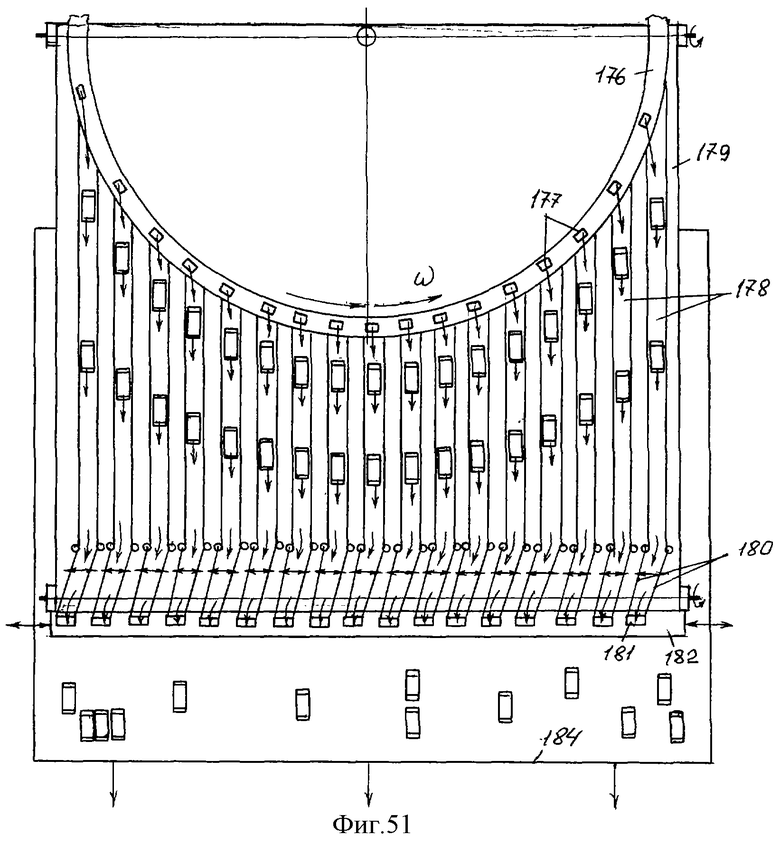
На фиг.50 и 51 изображено устройство с ленточном транспортером и строчными каналами с элементами переноса на общий носитель, которые выполнены с возможным продольным смещением. Устройство содержит узел подачи строчных последовательностей изделий 176 с каналами 177, которые совмещены со строчными каналами 178, которые расположены над ленточным транспортером 179. По каналам 178 изделия поступают в шарнирно связанные каналы 180, а по ним в строчные каналы 181 устройства 182 с элементами переноса 183 изделий на общий носитель 184, при этом устройство 182 выполнено с возможностью поперечного управляемого смещения. Работа такого устройства заключается в следующем. Общий носитель 184 смещают ортогонально устройству 182 элементы переноса 183 изделий, в необходимый момент переносят изделия на общий носитель 184. При необходимости устройство 182 смещается для установки изделия в нужное положение на общем носителе.
Вышеописанная конструкция имеет ряд технологических операций, которые можно сформулировать следующим образом.
Неподвижные строчные каналы или каналы, расположенные на движущейся поверхности 180, функционально связывают (шарнирно) с соответствующими приемными или сточными каналами с элементами переноса изделий на общий носитель, которые при необходимости подвергают управляемому смещению либо по гармоническому закону, либо по дискретному закону.
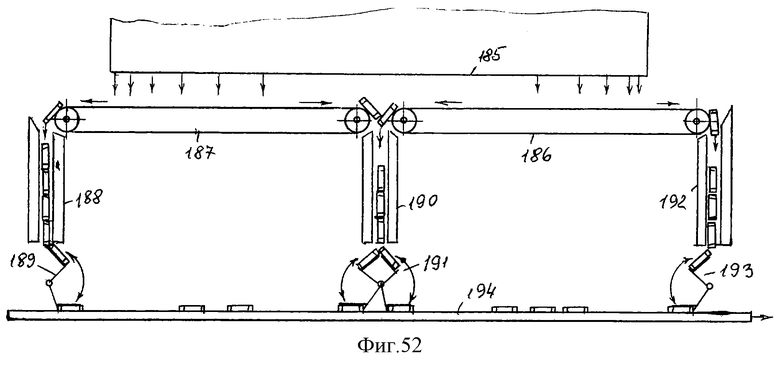
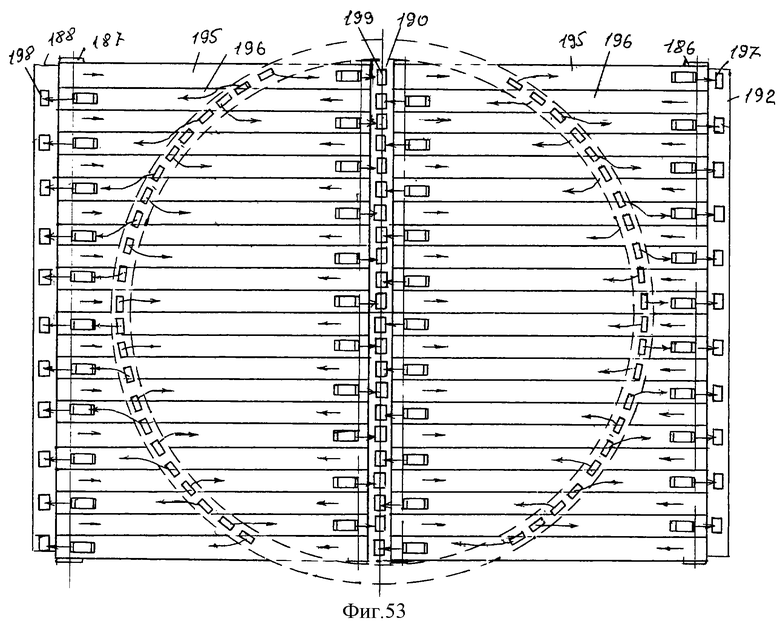
На фиг. 52 и 53 изображена конструкция с тремя смещенными друг относительно друга системами приемных каналов, которая содержит узел подачи строчных последовательностей 185, первый и второй ленточный транспортер 186 и 187, три системы приемных каналов 188, 190 и 192 с соответствующими группами элементов переноса изделий 189, 191 и 193 на общий носитель 194. Конструктивно ленточные транспортеры выполнены из последовательно расположенных узких лент в соответствии с шириной канала строчной последовательности 195, 196, которые имеют противоположное направление движения. В результате такой организации ленточных транспортеров изделия попадают в три системы приемных каналов 192, 190 и 189. В этих системах строчные каналы 197,198 и 199 расположены со смещением. Работа такого устройства аналогична вышеописанным устройствам.
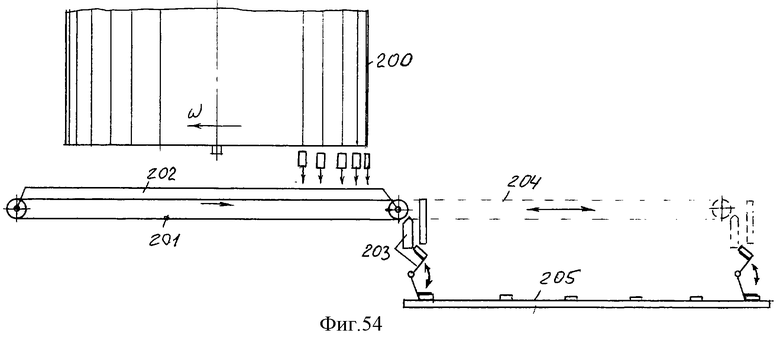
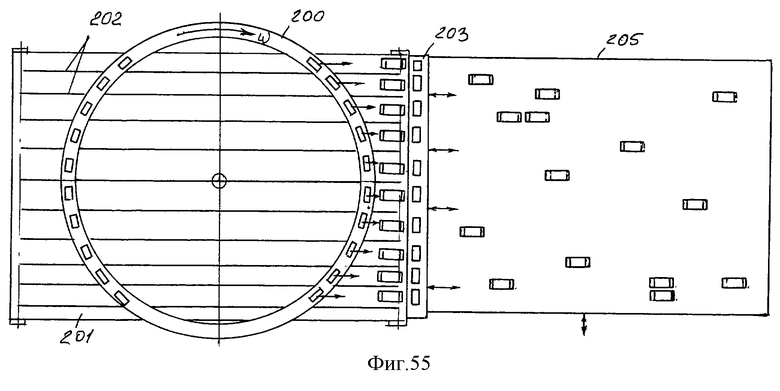
На фиг.54 и 55 изображено устройство с ленточным транспортером, который, в свою очередь, имеет возможность смещаться вдоль общего носителя с одновременным переносом изделий. Конструктивно устройство содержит узел подачи строчных последовательностей изделий 200, ленточный транспортер 201 с направляющими 202 и узел приема изделий 203 с последующим переносом на общий носитель 205.
Работа такого устройства заключается в том, что при смещении 204 узла приема изделий 203 он осуществляет одновременный перенос изделий в соответствующие моменты времени на общий носитель для фиксации. При этом общий носитель расположен с возможностью поперечного смещения. Следует отметить, что подача изделий с 200 не связана с позиционным положением ленточного транспортера и осуществляется в соответствии с выбранным алгоритмом.
Вышесказанное имеет ряд технологических операций, которые можно сформулировать следующим образом.
Приемные каналы переноса изделий 203 смещают непрерывно или дискретно вдоль общего носителя с одновременным или в момент остановки переносом соответствующих изделий в соответствующее позиционное положение, которые расположены на общем носителе для фиксации.
При этом общий носитель подвергают поперечному смещению относительно направления движения каналов переноса изделий в пределах шага расположения каналов, при этом смещение осуществляют по гармоническому или дискретному закону.
При этом с выходов приемных каналов (200) в момент совмещения подают изделия в соответствующие одноименные каналы на движущейся поверхности, посредством которых корректируют позиционное положение изделия до линейного их расположения и равным шагом расположения их показательно, с выходов которых и осуществляют перенос изделий в соответствующие координатные позиционные положения изделий на общем носителе.
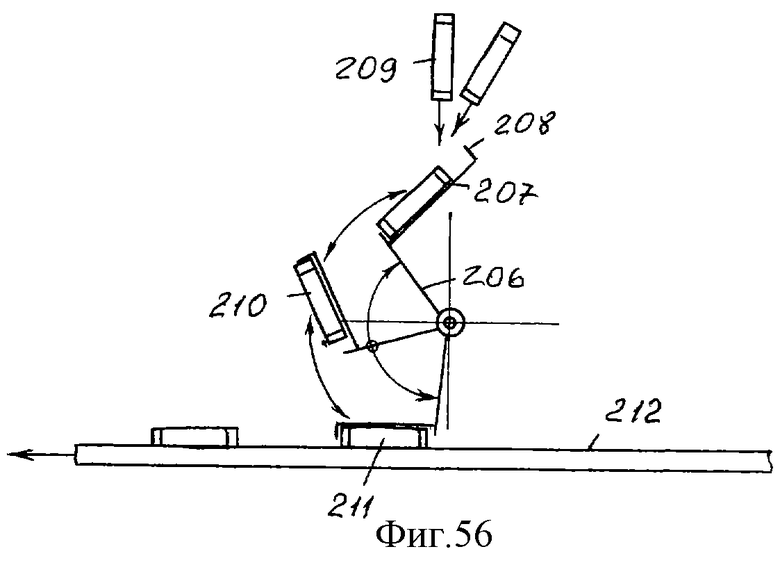
На фиг.56-68 представлены конструкции элементов переноса изделий на поверхность общего носителя.
На фиг.56 изображена тривиальная конструкция элемента переноса, которая состоит из Г-образной пластины 206, один конец которой выполнен с возможностью вращения, другая плоскость 207 выполнена с двумя упорами в начале и в конце 208 и расположена с радиальным смещением. При подачи изделия 209 на плоскость 207 оно скользит по этой плоскости и упирается в упор на входе. В момент вращения Г-образной пластины 206 на изделие воздействует смещенное радиальное усилие и изделие в процессе смещения упирается в упор 208 и в этом положении достигает общего носителя 212. Следует отметить, что плоскость 207 с изделием 211 во время его совмещения с поверхностью общего носителя 212 расположена параллельно поверхности. Другими словами, переносимое изделия и общий носитель располагают на радиально смещенных плоскостях с учетом толщины изделия.
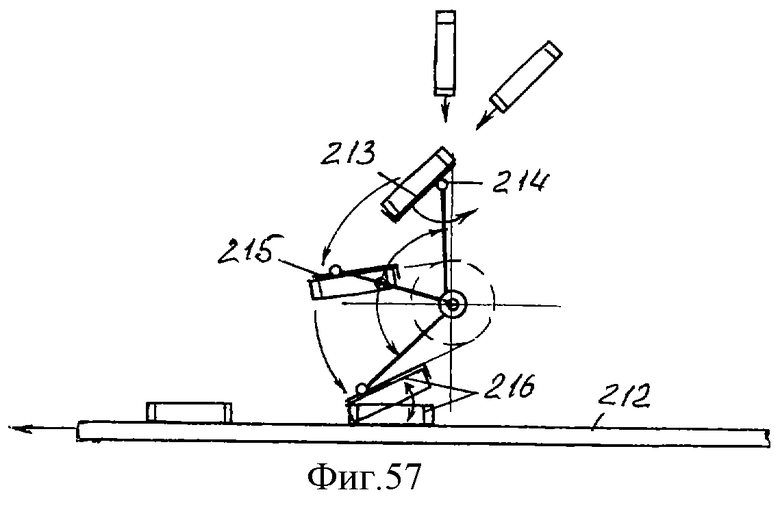
На фиг. 57 изображена конструкция элемента переноса, который выполнен в виде Г-образной пластины 213, которая шарнирно связана 214 с толкателем, который расположен ни оси вращения. В результате переноса изделия 215 это изделие за счет асимметричного расположения шарнира 214 разворачивается таким образом, что на него действует отрицательное смещенное радиальное усилие и оно (изделие) в процессе переноса находится неподвижно на Г-образной пластине 213. В момент совмещения изделия 216 с поверхностью общего носителя 212 изделие 216, разворачиваясь, совмещается с поверхностью общего носителя 212.
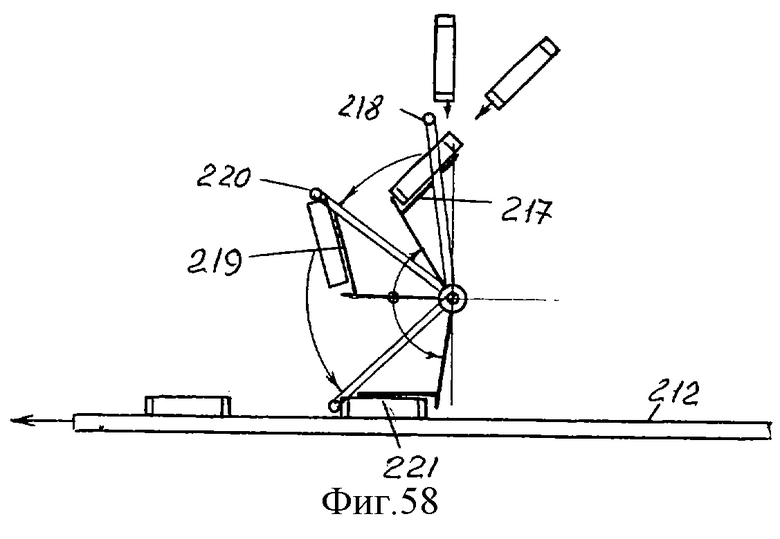
На фиг.58 изображена конструкция элемента переноса 217 с упором 218, который во время приема изделия расположен над элементом переноса 217, а во время переноса 220 компенсирует смещенное радиальное усилие, которое приложено к изделию 219 до совмещения изделия 221 с общим носителем.
Вышеописанное имеет ряд технологических операций, которые можно сформулировать следующим образом.
Переносимые изделия подвергают вращению со скоростью, которая больше скорости свободного падения изделия, при этом во время вращения формируют усилие, компенсирующее смещенное радиальное усилие изделия до момента совмещения плоскости переносимого изделия с плоскостью общего носителя, после чего элемент, осуществляющий перенос, возвращают в исходное положение для приема очередного изделия.
При этом во время вращательного движения при переносе его на общий носитель изделий сообщают отрицательное смещенное радиальное усилие.
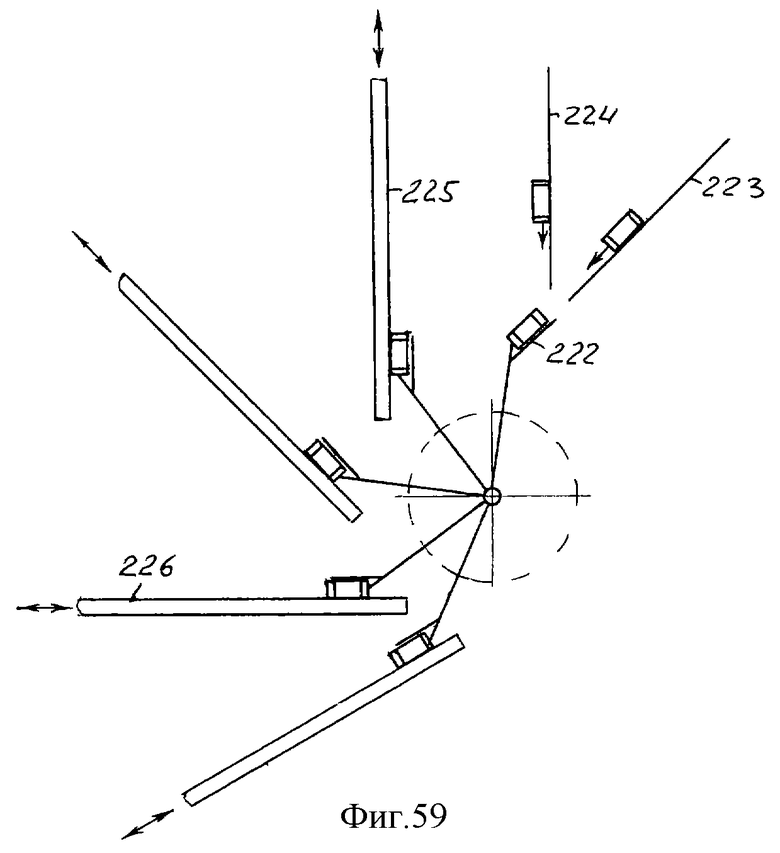
На фиг. 59 изображены возможные варианты расположения элемента переноса 222 и общего носителя 225, 226, 223 и 224 - каналы подачи изделий. Откуда следует, что переносимые изделия и общий носитель располагают на радиально смещенных плоскостях с учетом толщины изделия относительно оси вращения элемента переноса.
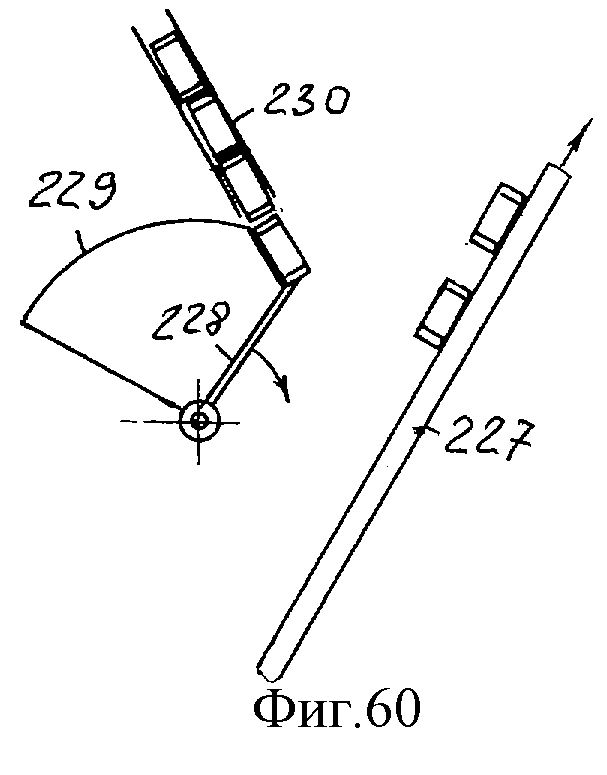
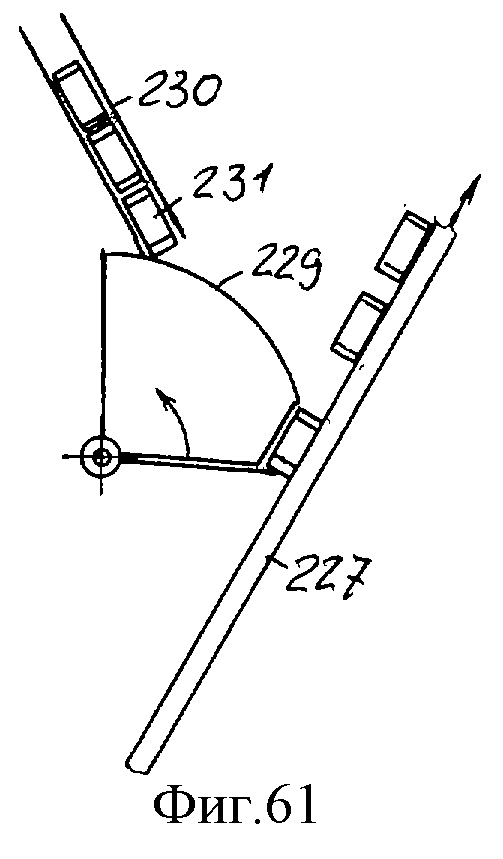
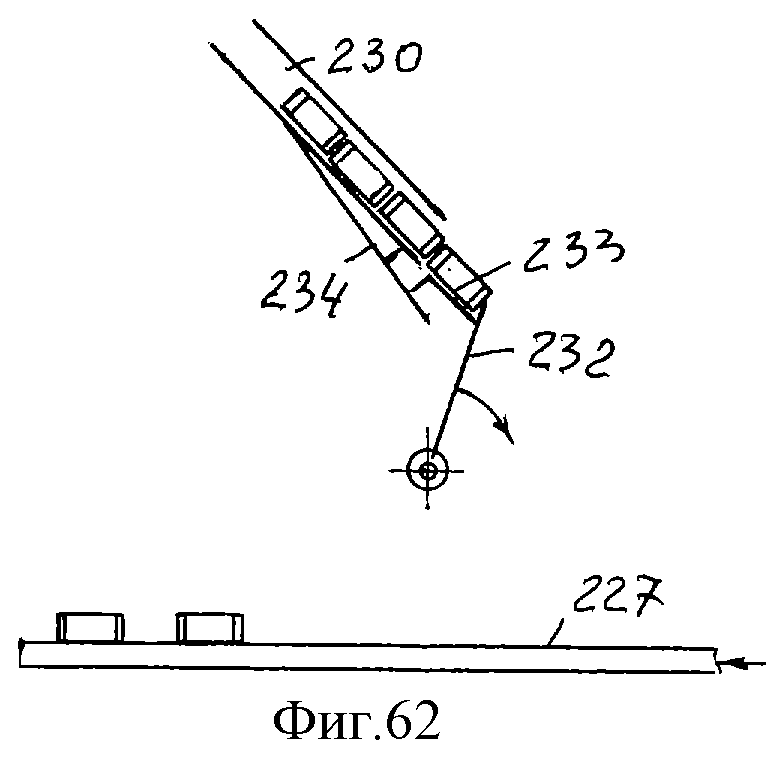
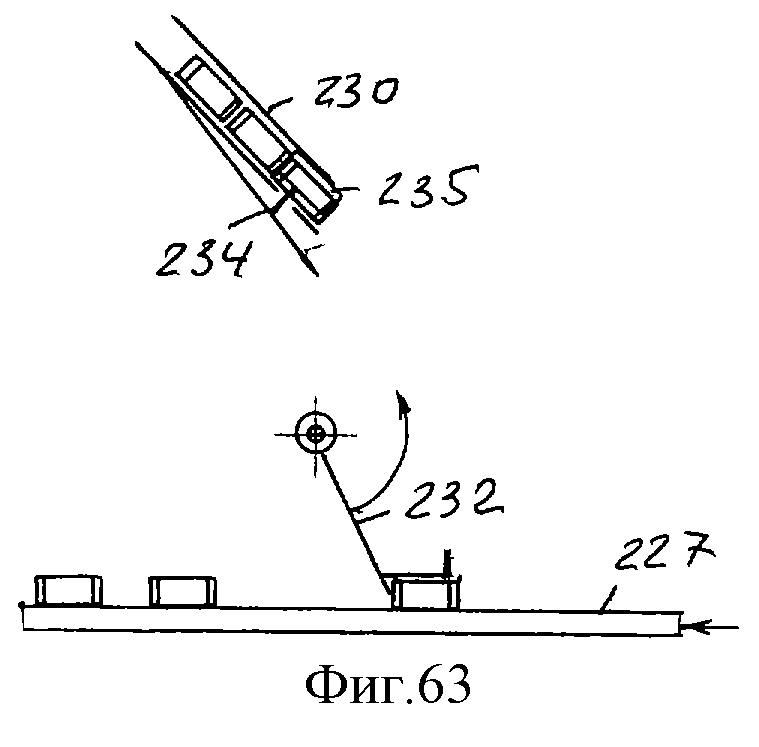
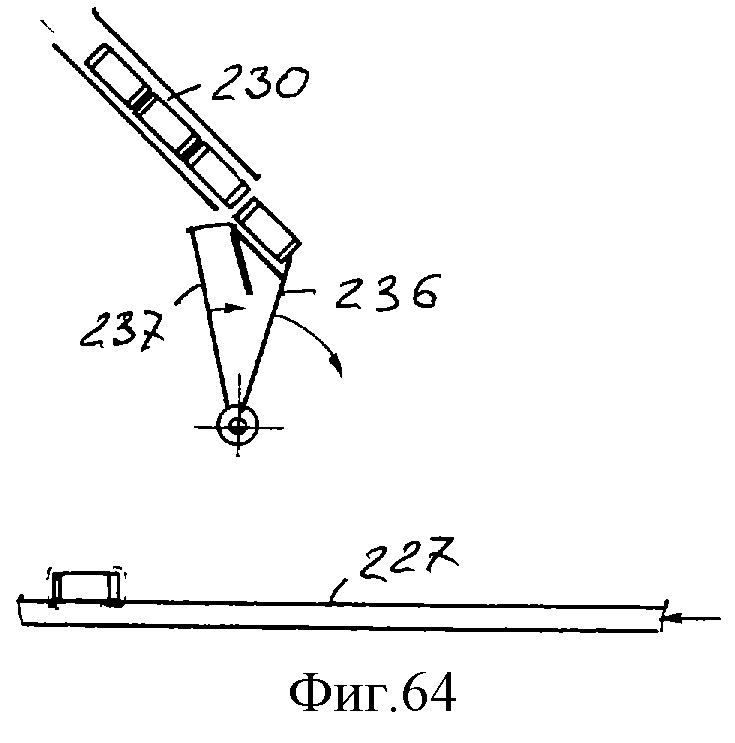
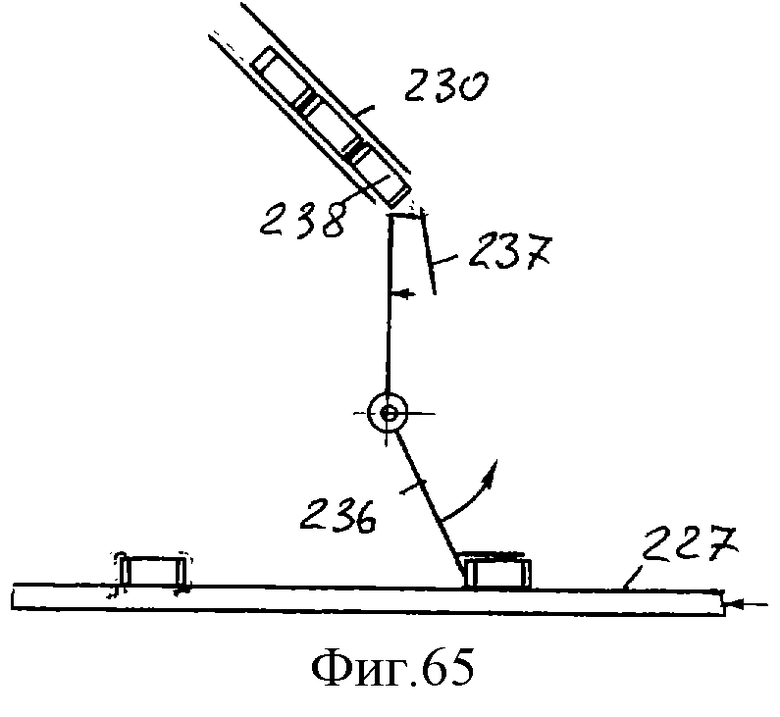
На фиг.60-65 изображены варианты фиксации последовательности изделий на время переноса.
На фиг. 60 и 61 последовательность изделий 230 фиксируется дугообразным элементом 229 элемента переноса 228 на время совмещения изделия с общим носителем 227. В данном случае дуга 229 не дает изделию 231 (фиг.61) выйти из канала.
На фиг. 62 и 63 упор 234 поджимает изделие 235 к стенкам канала в то время (фиг.63), когда элемент переноса 232 переносит изделие.
На фиг. 64 и 65 скоба 237 фиксирует изделие 238 на выходе канала в то время, когда элемент переноса 236 переносит изделие.
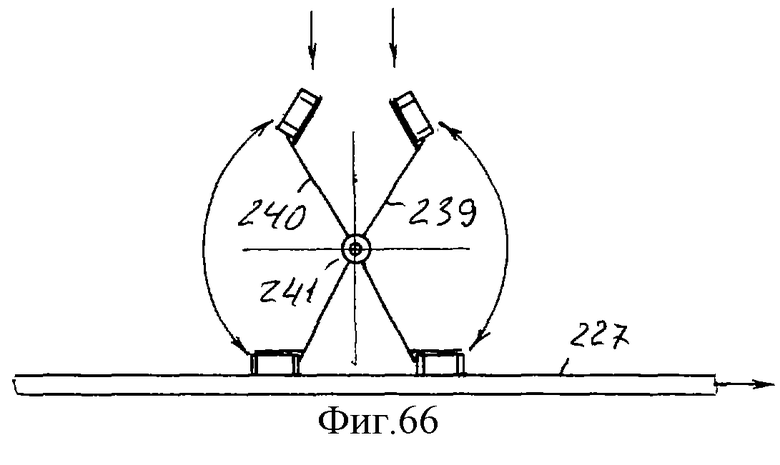
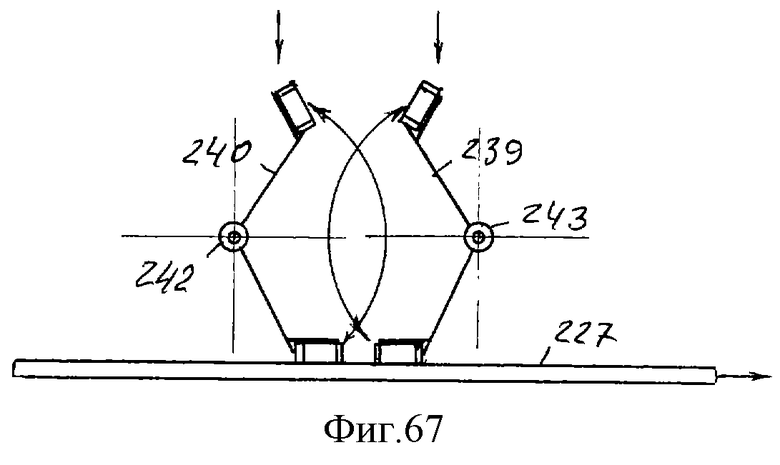
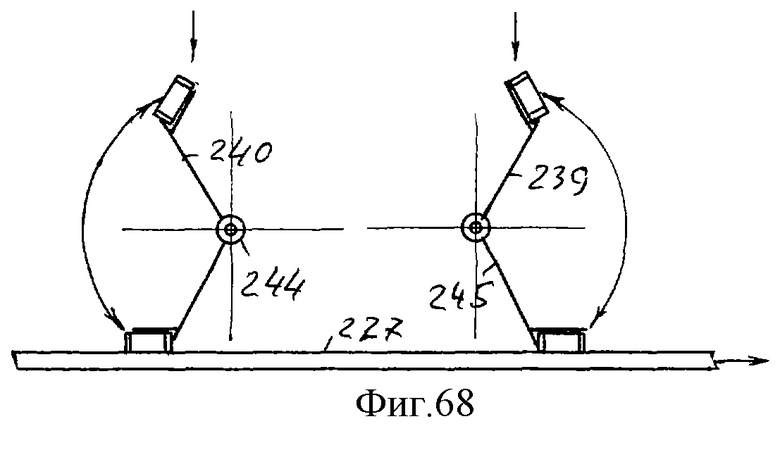
На фиг.66-68 изображены варианты расположения элементов переноса изделий 239, 240 на общей оси вращения 241 и на разнесенных осях вращения 242, 243 и 244, 245.
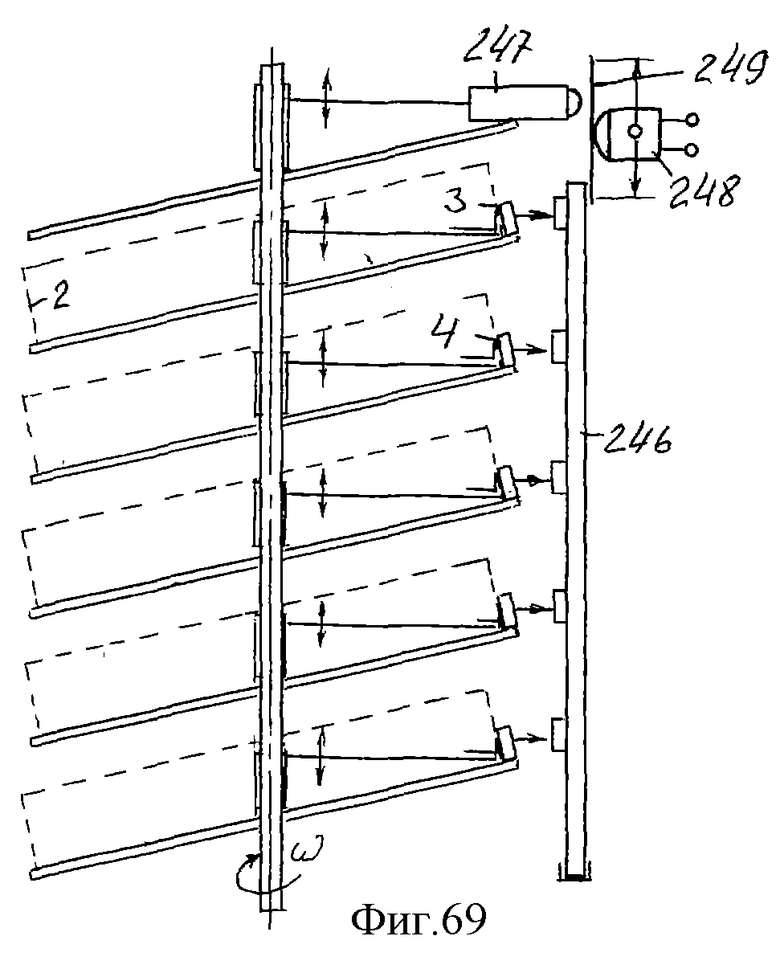
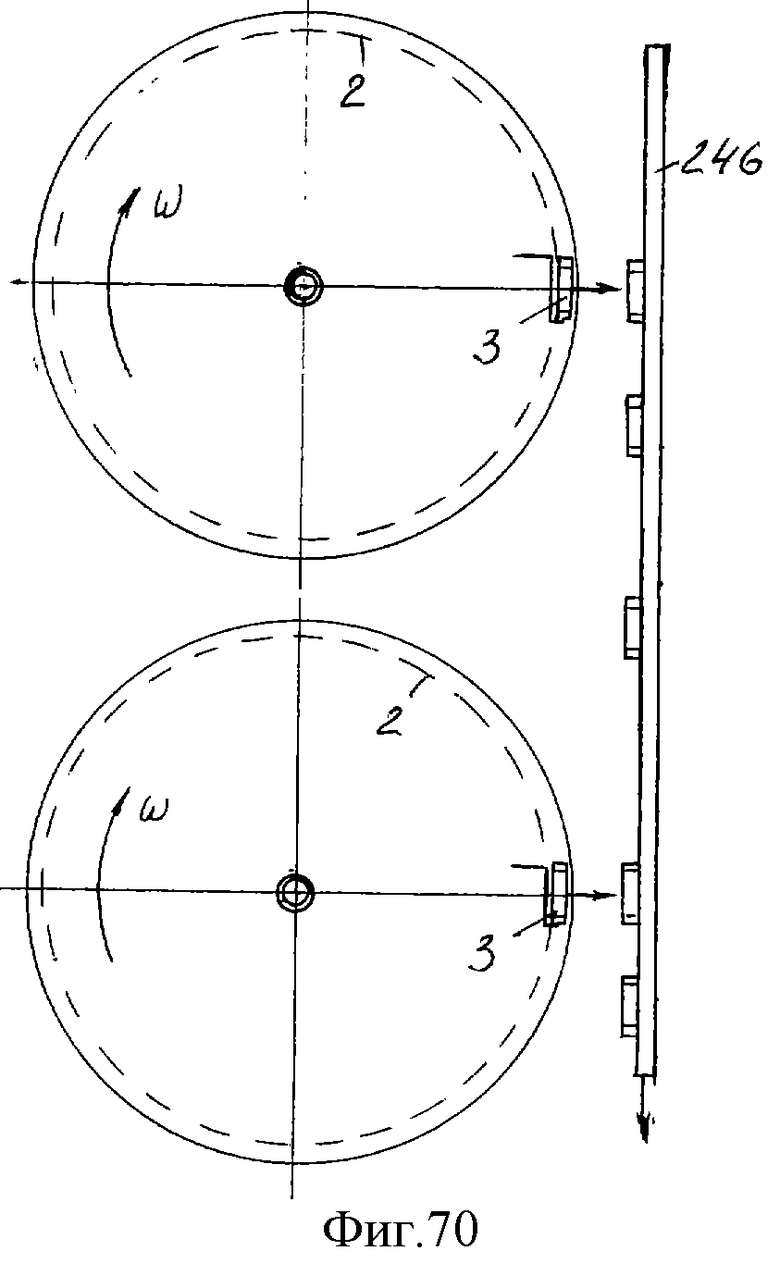
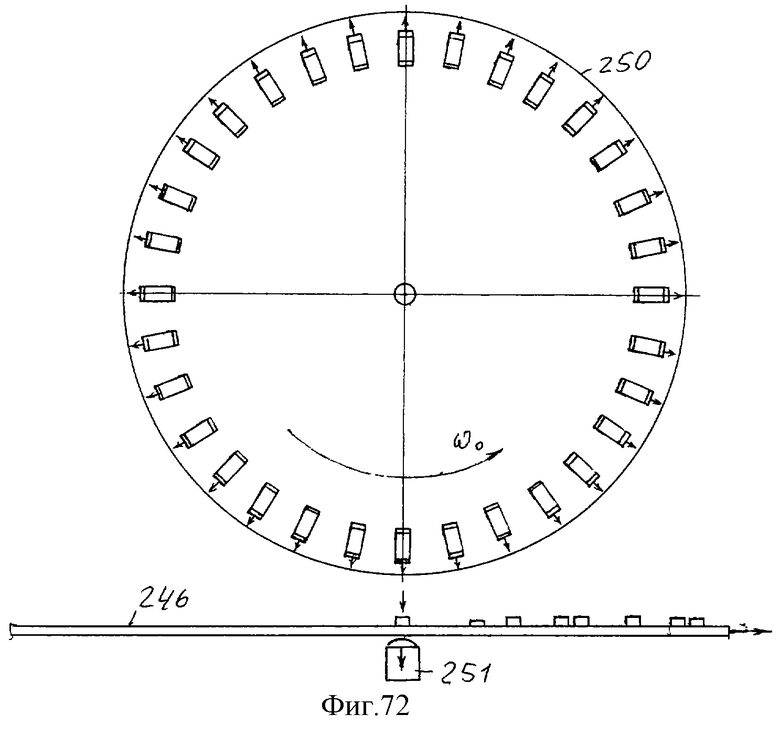
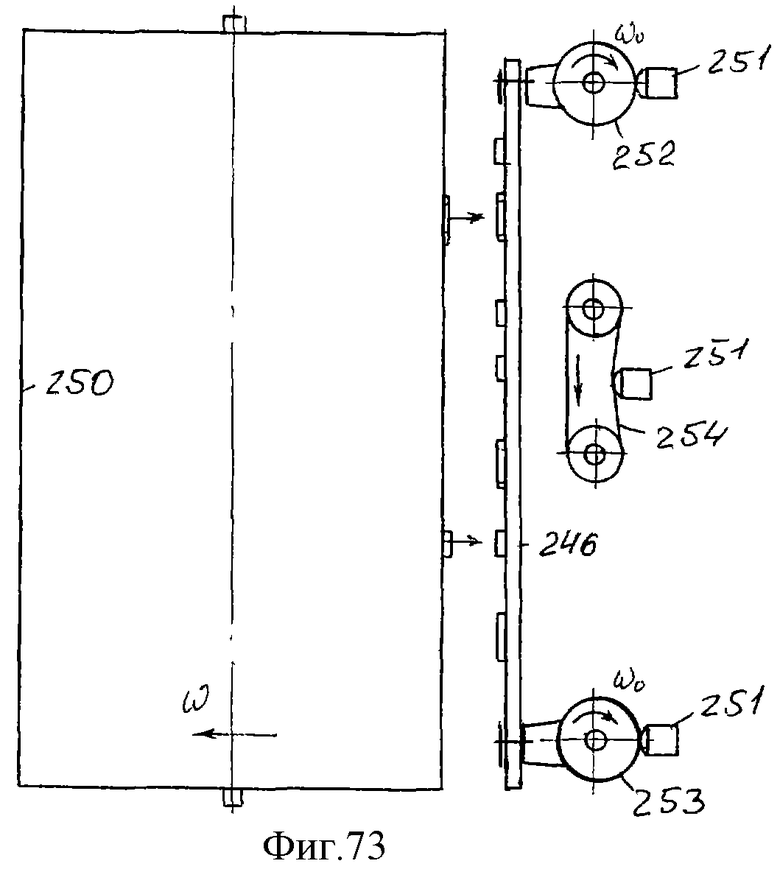
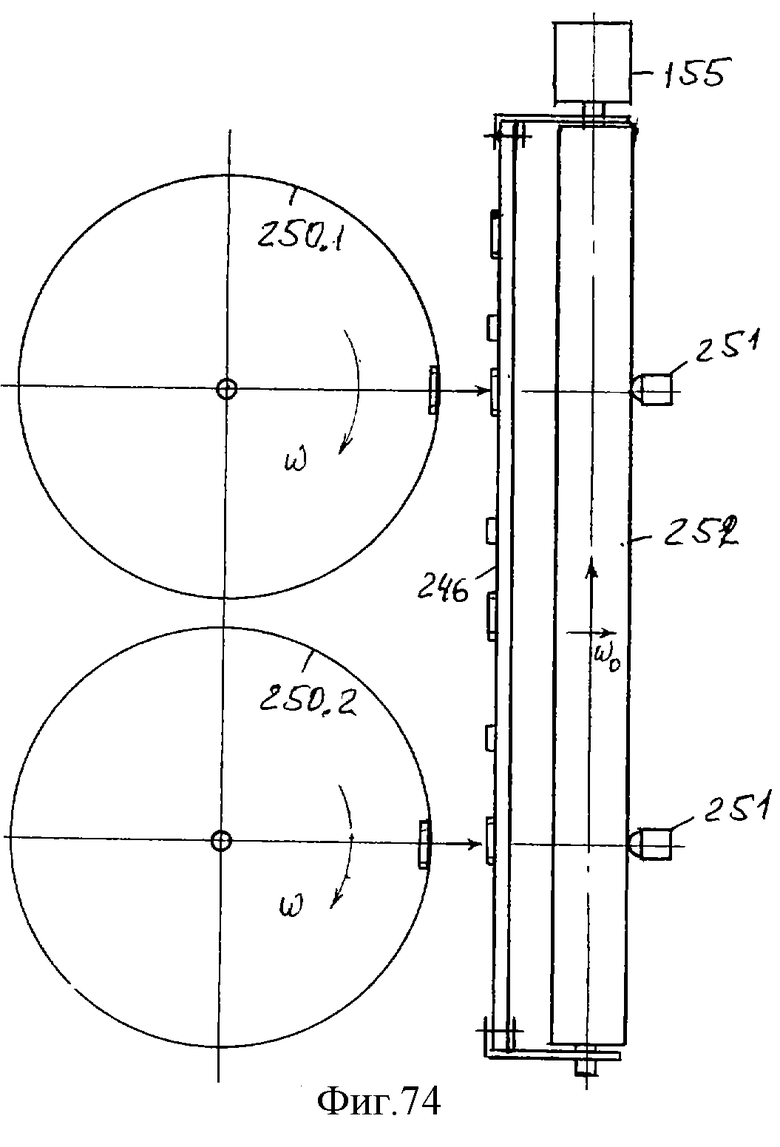
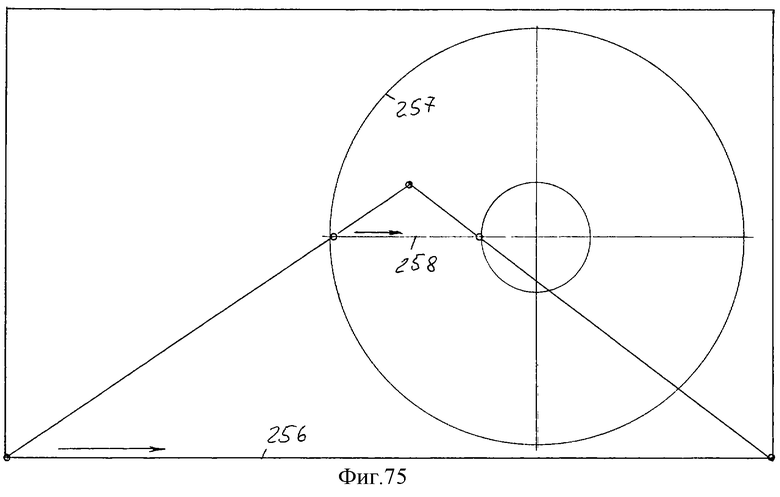
На фиг. 69-75 представлены примеры реализации предложенного способа при совмещении магнитного поля или оптоэлектронного носителя с общим носителем, а технологические операции в этом случае можно сформулировать следующим образом.
Одновременно с общим носителем совмещают магнитный либо оптоэлектронный носитель информации архитектурной композиции монтируемых изделий на общий носитель.
При этом запись и считывание информации на информационном носителе выполняют построчно-последовательно с возможностью одновременной подачи управляющего напряжения на исполнительные элементы для соответствующего переноса соответствующих изделий на общий носитель.
При этом предварительно считывают всю информацию о позиционных положениях и параметрах монтируемых изделий для последующей организации построчной подачи изделий, затем осуществляют построчно-последовательное считывание.
При этом считывание информации о позиционном положении строчной последовательности изделий осуществляют с учетом временной задержки переноса изделий в соответствующее позиционное положение на общем носителе.
При этом информацию с информационного носителя о параметрах изделий и их позиционных положений, а также о очередности позиционных положений на общем носителе считывают с информационного носителя во время предыдущего или текущего смещения общего носителя.
При этом скорость смещения общего носителя изменяют в зависимости от насыщенности архитектурной композиции на общем носителе.
При этом информационный носитель, совмещенный с общим носителем, приводят во вращательное движение с возможностью записи и считывания информации, при этом информационное поле совмещают с полем архитектурной композиции (фиг.73-75).
На фиг. 69 информационный носитель в виде магнитной ленты 249 непосредственно расположен на общем носителе 246 в совместном смещении. При этом считывание осуществляют магнитные головки 248 или 247.
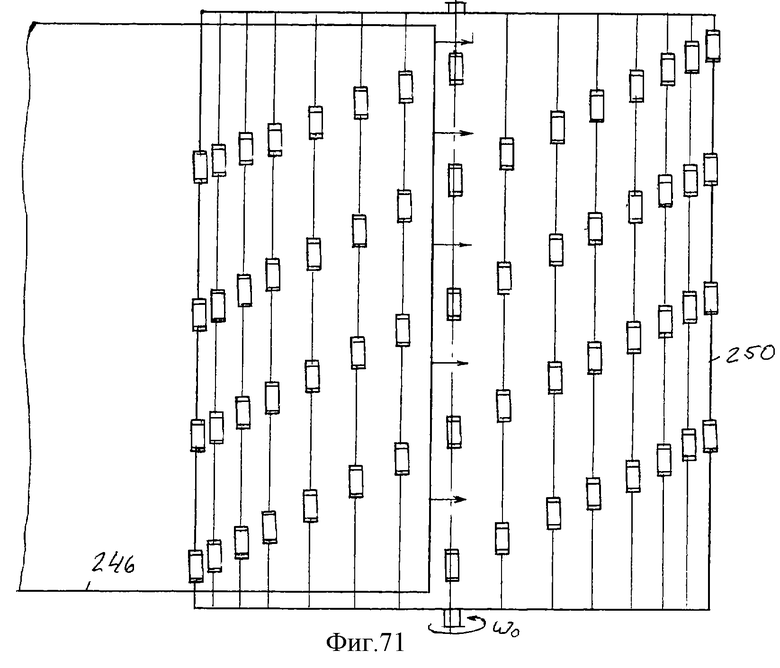
На фиг.71 и 72 изображена композиция монтируемой головки 250 с изделиями и общий носитель 246, управление которыми осуществляют посредством считанной и считываемой информации с магнитного носителя головкой 251. Данная ситуация характерна при серийном производстве.
На фиг.73 и 74 изображен случай, когда совмещенный информационный носитель 252, 253 и 254 приводят во вращательное движение.
На фиг. 75 изображен магнитный диск 257 с информационным полем 258, которое совмещают с полем архитектурной композиции общего носителя 256.
Изобретение позволяет при его использовании существенного расширить возможности автоматов поверхностного монтажа, упростить, повысить скорость монтирования изделий и повысить надежность их работы.


Изобретение относится к транспортированию, в частности к области радиоэлектронных технологий, а именно к способу ориентирования изделий различной формы, например радиоэлектронных компонентов при их транспортировании, и может быть использовано в малогабаритных автоматах сортировки и поверхностного монтажа. В способе ориентирования изделий различной формы при их транспортировании формируют поочередную подачу изделий с последующей фиксацией их в соответствующих координатах общего носителя. Предварительно одноименные изделия располагают в непрерывную последовательность, каждую из которых формируют из россыпи. Изделия непрерывных последовательностей располагают по кругу с расположением в горизонтальной плоскости, образуя тем самым круговую последовательность разнообразных изделий в один или несколько слоев, соосно с которыми осуществляют вращение приемных каналов с последующим переносом соответствующих изделий с круговой последовательности в соответствующие приемные каналы. Вращение осуществляют непрерывное или дискретное, а из приемных каналов соответствует одной или нескольким строчным последовательностям изделий на общем носителе, на который осуществляют перенос образованных последовательностей изделий с последовательностей фиксацией их в соответствующих координатах общего носителя. Расширяются технологические возможности способа. 23 з.п.ф-лы, 75 ил.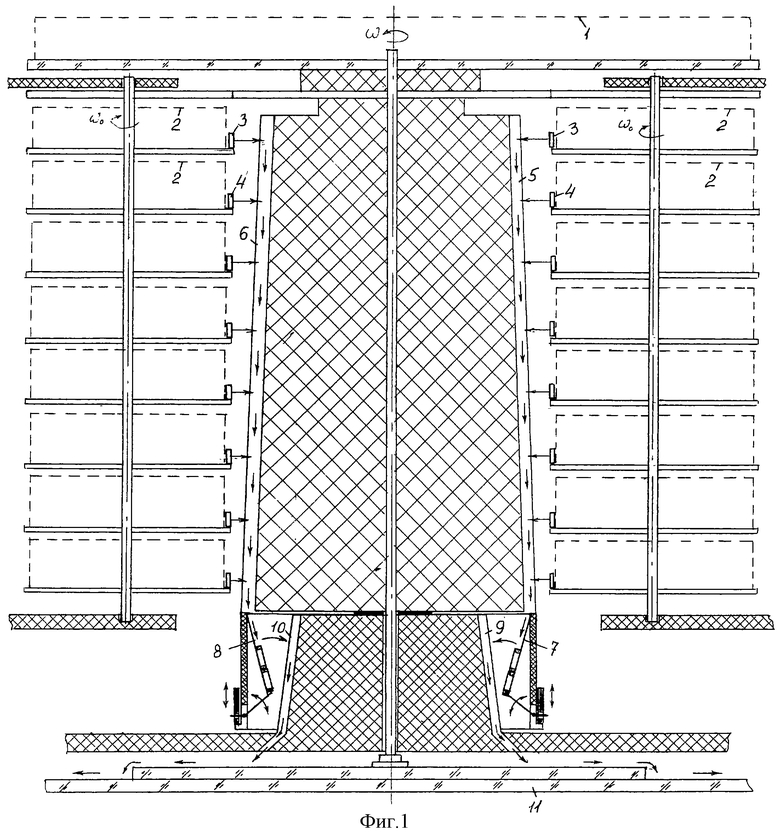
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1998 |
|
RU2154011C2 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1995 |
|
RU2128141C1 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1997 |
|
RU2154010C2 |

