(21)4408077/25-05 (22) 11,04.88 (46)30.09.90. Бюл. №36
(71)Всесоюзный научно-исследовательский и проектно-технологический институт вагоностроения
(72)Л.К. Лебедева, О.Н. Кохановский и Ю.М. Шашалевич
(53)66.069.83(088.8)
(56) Авторское свидетельство СССР № 978933. кл. В 05 В 13/04, 1981.
(54)СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПЛОСКИЕ ИЗДЕЛИЯ
(57) Изобретение относится к области машиностроения и может быть использовано для нанесения пенополиуретанового покрытия на вертикальные плоские поверхности непрерывно движущихся изделий. Цель изобретения - расширение технологических возможностей за счет обеспечения непрерывности процесса. Для этого в конце нанесения одной полосы покрытия перед нанесением каждой последующей полосы покрытия факел распыла перемещают на шаг в направлении перемещения изделия со скоростью, превышающей скорость пе-. ремещения изделий. 4 ил. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ПОВЕРХНОСТЕЙ ЗДАНИЙ ОТВЕРЖДАЕМОЙ ГУСТОЙ МАССОЙ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ЗДАНИЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО УСТРОЙСТВА | 1995 |
|
RU2136824C1 |
| СПОСОБ ОКРАСКИ ТРУБ | 1973 |
|
SU365286A1 |
| МАСКИРУЮЩЕЕ ИЗДЕЛИЕ ИЗ ПЕНОМАТЕРИАЛА С КОРКОВЫМ СЛОЕМ | 2008 |
|
RU2480296C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДООТТАЛКИВАЮЩЕЙ ПЕРЕГОРОДКИ ДЛЯ ФИЛЬТРОВ-СЕПАРАТОРОВ | 1990 |
|
RU2035968C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГЕРМЕТИЗАЦИИ И ТЕПЛОИЗОЛЯЦИИ МЕЖПАНЕЛЬНЫХ ШВОВ | 2007 |
|
RU2367748C2 |
| Роботизированный комплекс для нанесения полимерных и лекарственных покрытий на импланты | 2018 |
|
RU2699356C1 |
| УСТАНОВКА ДЛЯ РАСПЫЛЕНИЯ КРОЮЩЕГО МАТЕРИАЛА | 2013 |
|
RU2637961C2 |
| Способ нанесения фоторезиста и устройство для его осуществления | 1980 |
|
SU937028A1 |
| КОМПАКТНАЯ ПОКРАСОЧНАЯ КАМЕРА И СПОСОБ | 2009 |
|
RU2486014C2 |


Изобретение относится к области машиностроения и может быть использовано для нанесения пенополиуретанового покрытия на вертикальные плоские поверхности непрерывно движущихся изделий. Цель изобретения - расширение технологических возможностей за счет обеспечения непрерывности процесса. Для этого в конце нанесения одной полосы покрытия перед нанесением каждой последующей полосы покрытия факел распыла перемещают на шаг в направлении перемещения изделия со скоростью, превышающей скорость перемещения изделий. 4 ил.
Изобретение относится к машиностроению и может быть использовано для нанесения пенополиуретана на вертикальные плоские поверхности непрерывно движущихся изделий.
Цель изобретения - расширение технологических возможностей за счет обеспечения непрерывности процесса.
На фиг. 1 представлена схема устройства для реализации способа; на фиг. 2 - показана схема направления нанесения полос покрытия; на фиг. 3 - схема нанесения двух слоев покрытия на поверхность движущихся изделий; на фиг. 4 - циклограмма нанесения покрытия.,, Устройство включает привод 1 продольного перемещения манипулятора 2, привод 3 вертикального перемещения каретки 4 с пневматическим распылителем 5, направляющую 6, по которой перемещается манипулятор с ка реткой 4.
Периодическое изменение скорости перемещения манипулятора 2 и реверси- рование направления движения пневматического распылителя 5 осуществляется при помощи гидросхемы и электрической схемы управления (не обозначено).
Пример. Наносят пенополиуретан на поверхность двери вагона, движущегося непрерывно на подвесном конвейере со скоростью ,63 м/мин. Габариты напыляемой поверхности 2800x2200 мм. , Покрытие осуществляют по схеме на фиг. 3 за два прохода. Поверхность, на которую наносят пенополиуретан, предварительно подвергают очистке, обезжириванию и грунтованию. Нанесение каждого слоя про-, водят в соответствии с циклограммой на фиг. 4.
При достижении двери исходного поло- .жзния включается продув распылителя 5 (элемент 1, фиг. 4) в течение 4 с, после чего распылитель 5 перемещается вверх со ско- роЬтью м/мин до крайнего верхнего положения, нанося полосу пенополиуретана на поверхность изделия (фиг. 2). При этом манипулятор 2 вместе с распылителем 5 перемещается в направлении движения издеС/1
ел ю
СП
сл сл
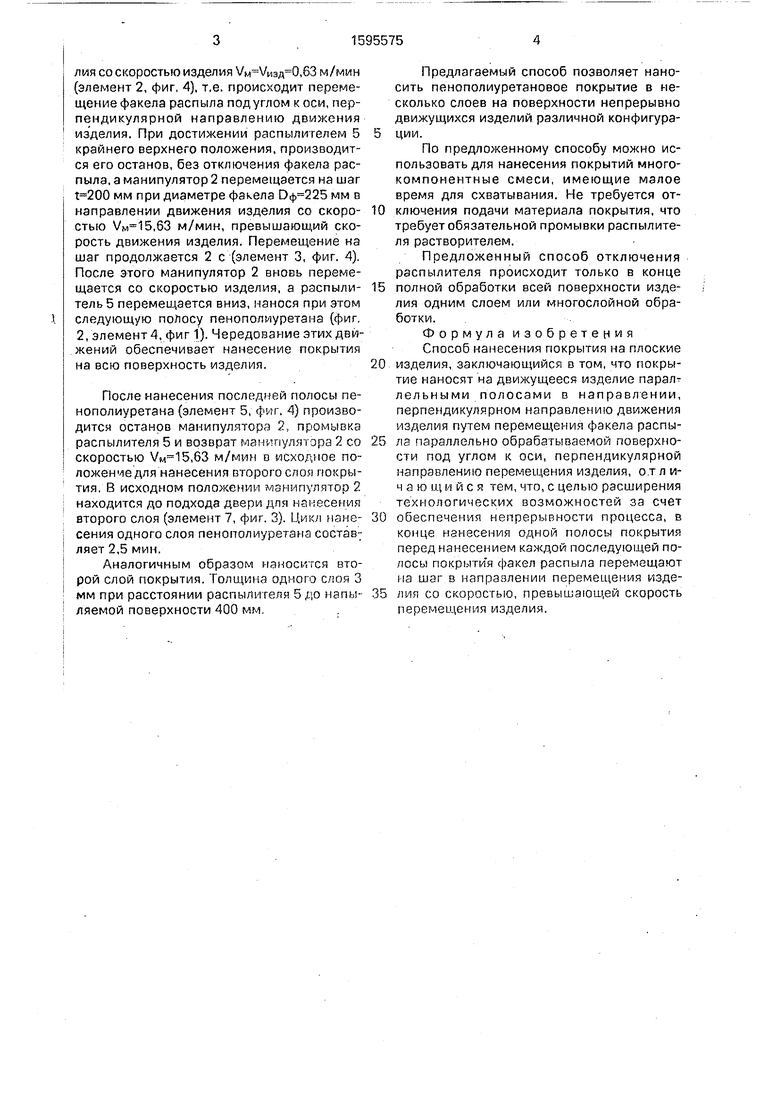
ЛИЯ со скоростью изделия ,63 м/мин (элемент 2, фиг, 4). т.е. происходит перемещение факела распыла под углом коси, перпендикулярной направлению движения изделия. При достижении распылителем 5 крайнего верхнего положения, производится его останов, без отключения факела распыла, а манипулятор 2 перемещается на шаг I мм при диаметре факела мм в направлении движения изделия со скоростью ,63 м/мин, превышающий скорость движения изделия. Перемещение на шаг продолжается 2 с (элемент 3, фиг. 4), После этого манипулятор 2 вновь перемещается со скоростью изделия, а распылитель 5 перемещается вниз, нанося при этом следующую полосу пенополиуретана (фиг, 2, элемент 4, фиг 1). Чередование этих движений обеспечивает нанесение покрытия на всю поверхность изделия.
IПосле нанесения последней полосы пе нополиуретана (элемент 5, фиг. 4) производится останрв манипулятора 2, промывка распылителя 5 и возврат манипулятора 2 со скоростью ,63 м/мин о исходное положение для нанесения второго слоя покрытия. В исходном положении манипулятор 2 находится до подхода двери для нанесения второго слоя (элемент 7, фиг. 3). Цикл нанесения одного слоя пенополиуретана составляет 2,5 мин.
Аналогичным образом наносится второй слой покрытия. Толщина одного слоя 3 мм при расстоянии распылителя 5 до напыляемой поверхности 400 мм,.
Предлагаемый способ позволяет наносить пенополиуретановое покрытие в несколько слоев на поверхности непрерывно движущихся изделий различной конфигурации.
По предложенному способу можно использовать для нанесения покрытий многокомпонентные смеси, имеющие малое время для схватывания. Не требуется отключения подачи материала покрытия, что требует обязательной промывки распылителя растворителем.
Предложенный способ отключения распылителя происходит только в конце
полной обработки всей поверхности изделия одним слоем или многослойной обработки.
Формулаизобретемия Способ нанесения покрытия на плоские
изделия, заключающийся в том, что покрытие наносят на движущееся изделие паралг лельными полосами в направлении, перпендикулярном направлению движения изделия путем перемеа ения факела распыла параллельно обрабатываемой поверхности под углом к оси, перпендикулярной направлению перемещения изделия, от л и- чающийся тем, что, с целью расширения технологических возможностей за счет
обеспечен ля непрерывности процесса, в конце нанесения одной полосы покрытия перед нанесением каждой последующей полосы покрыти я факел распыла перемещают на шаг в направлении перемещения издеЛИЯ со скоростью, превышающей скорость перемещения изделия.
Фиг. Г
УК
Щи22
Фиг.з
Редактор Л.Пчолинская
Фиг. 4
Составитель В.Ляпина Техред М.Моргентал
|Q
Корректор Н.Ревская
