Уровень техники
Операции по нанесению краски или покрытия на автомобиль обычно связаны с большими и дорогими установками внутри завода по сборке автомобилей. Постоянные усилия по сокращению затрат и увеличению эффективности завода привели к возникновению потребности в станциях по нанесению покрытий все более меньшего размера, поскольку меньшие установки для нанесения покрытий обычно потребляют во время работы меньше энергии, чем большие установки. Кроме того, установки для нанесения покрытий меньшего размера характеризуются большей производственной гибкостью и большим коэффициентом использования производственных площадей завода.
Качество и забота об охране окружающей среды обычно диктуют использование больших установок для нанесения покрытий, имеющих отдельные камеры для нанесения различных покрывающих слоев, например, внешнего покрасочного слоя и внутреннего покрасочного слоя. Например, обычно камера для нанесения внутреннего покрасочного слоя и камера для нанесения внешнего покрасочного слоя устанавливаются в производственной линии отдельно. Раздельные камеры для внешнего и внутреннего покрытия устанавливаются для обеспечения нанесения различных покрывающих слоев, минимизации избыточного распыления наносимых материалов, особенно, когда разные материалы наносятся различными слоями. Поэтому камеры для внешнего и внутреннего покрытия традиционно отделены друг от друга и имеют раздельные вспомогательные системы, такие как механизмы удаления отходов материала покрытия, резервные зоны ручного управления роботами для нанесения покрытия и т.д.
Далее, в WO 2007/131660 A1 раскрыта установка для нанесения покрытий на автомобильные кузова. В данной публикации раскрыта идея нанесения покрытия на внутренние и внешние поверхности автомобильных кузовов в одной и той же покрасочной камере установки для нанесения покрытий. Однако в данной публикации указано, что покрытие на внутренние поверхности и внешние поверхности наносится последовательно. Таким образом, в данной публикации не раскрыта идея одновременного нанесения покрытия на внутренние и внешние поверхности в одной и той же покрасочной камере.
Далее, в EP 1609532 A1 раскрыта покрасочная установка, в которой при неисправности одного из роботов его функцию берет на себя другой робот. Однако неисправный робот заменяется другим роботом, имеющим то же самое индивидуальное назначение. Например, если неисправен покрасочный робот, то неисправный покрасочный робот заменяется другим покрасочным роботом. Далее, если неисправен робот-манипулятор, то неисправный робот-манипулятор заменяется другим роботом-манипулятором. Другими словами, выбор робота, заменяющего неисправный робот, осуществляется на основании типа робота без учета приоритетов различных типов роботов.
Соответственно, есть потребность в установке для нанесения покрытий, которая позволяла бы наносить различные покрывающие слои или различные покрывающие материалы внутри меньшей площади занимаемой ею поверхности по сравнению с обычными установками для нанесения покрытий, имеющими раздельные камеры. Дополнительно, задачей изобретения является уменьшение времени, необходимого для нанесения покрытия на внешние и внутренние поверхности объектов (т.е. автомобильных кузовов).
Кроме того, задачей изобретения является создание усовершенствованного способа обращения с неисправностями роботов.
Эти задачи решаются за счет изобретений, охарактеризованных в независимых пунктах формулы изобретения.
Краткое описание чертежей
Ссылка делается на чертежи, на которых приведены подробные иллюстрации примеров выполнения. Хотя эти чертежи представляют собой некоторые примеры, они не обязательно выполнены в масштабе, и для лучшей иллюстрации или объяснения настоящего изобретения некоторые их детали могут быть преувеличены, удалены или частично разрезаны. Кроме того, приведенные ниже примерные иллюстрации не задуманы как исчерпывающие или иным образом ограничивающие пункты формулы изобретения показанными на чертежах и раскрытыми в нижеследующем подробном описании конкретными формами и конфигурациями.
Фиг.1А представляет собой изометрический вид, иллюстрирующий примерную установку для нанесения покрытий;
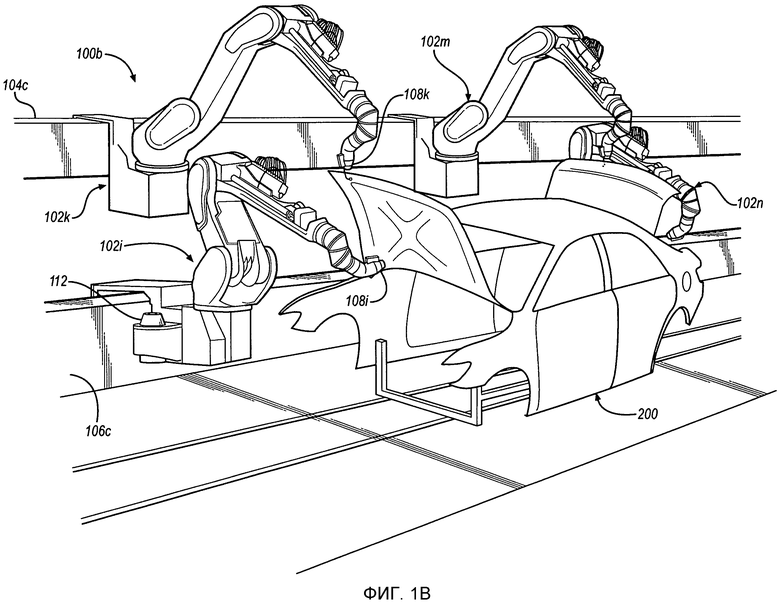
Фиг.1В представляет собой изометрический вид, иллюстрирующий другую примерную установку для нанесения покрытий;
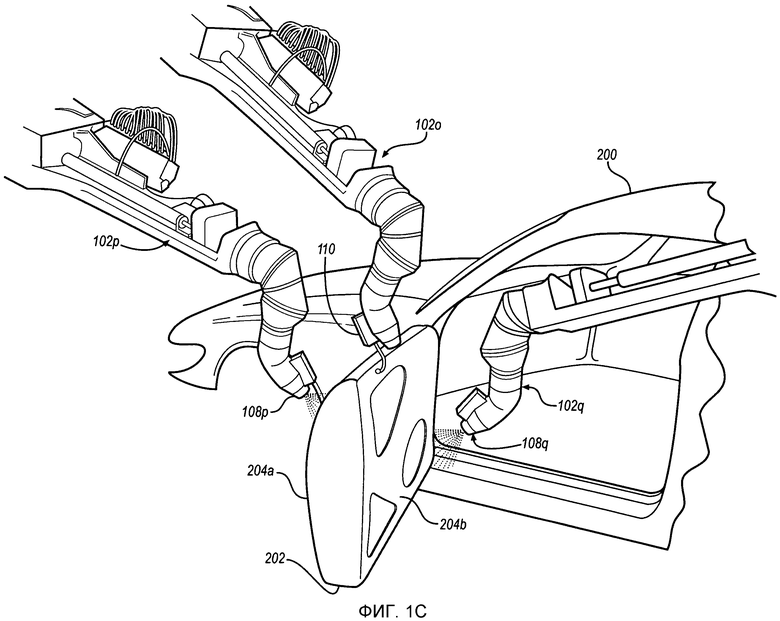
Фиг.1C представляет собой изометрический вид, иллюстрирующий еще одну примерную установку для нанесения покрытий;
Фиг. 1D представляет собой изометрический вид, иллюстрирующий другую примерную установку для нанесения покрытий;
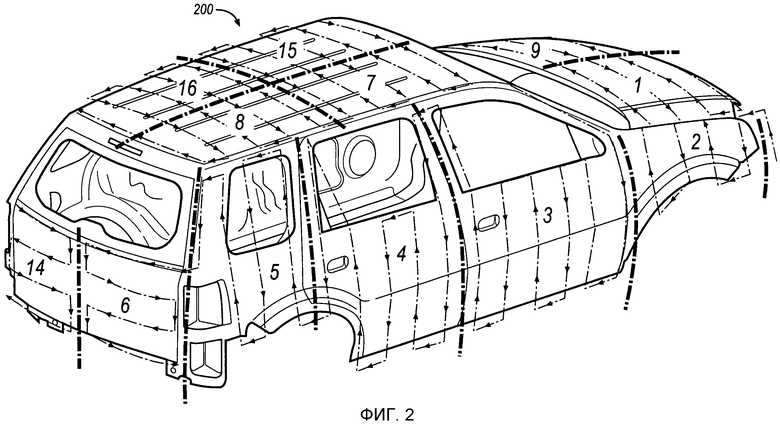
Фиг. 2 представляет собой изометрический вид кузова автомобиля, предназначенного для окраски, внутри примерной установки для нанесения покрытий, который содержит множество зон для нанесения краски;
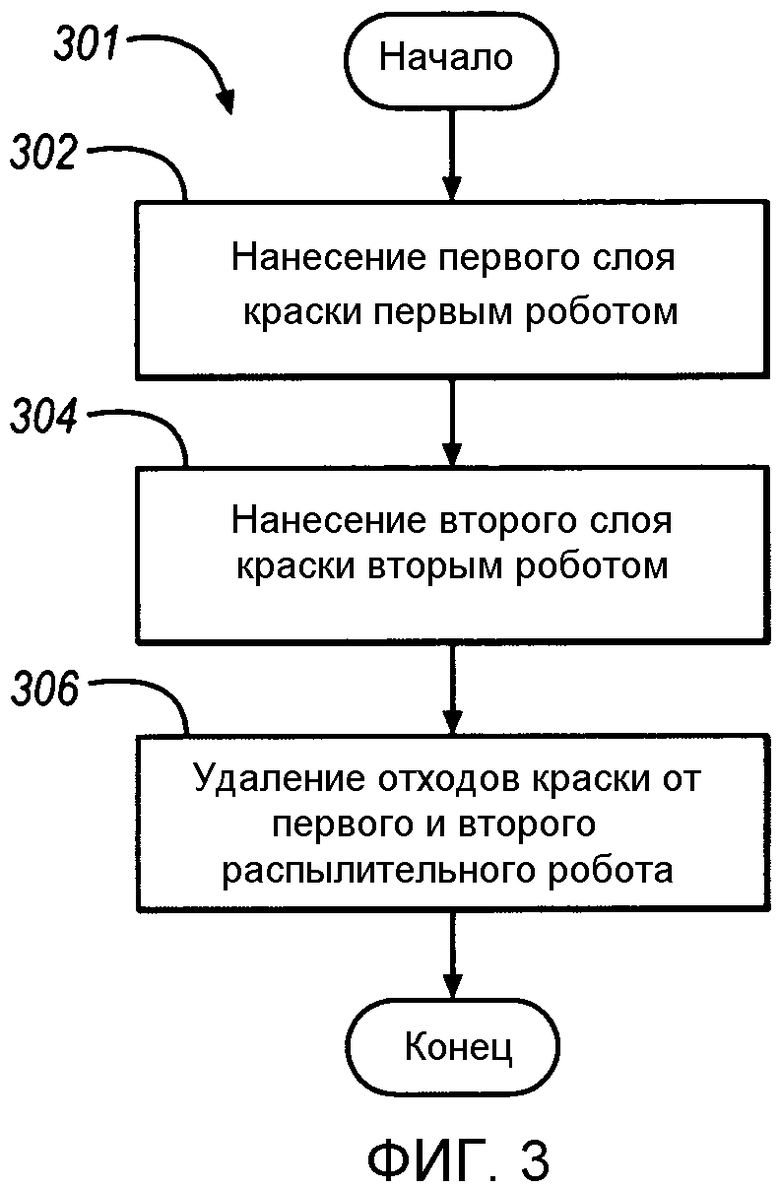
Фиг. 3 представляет собой блок-схему способа выполнения примерного процесса нанесения покрывающего материала на объект; и
Фиг. 4 представляет собой блок-схему способа выполнения примерного процесса переназначения в установке для нанесения покрытий.
Подробное описание изобретения
Далее приводятся различные примерные иллюстрации установок для нанесения покрытия, способов нанесения материала покрытия на объект, а также способов перераспределения работы в установке для нанесения покрытий, то есть, переназначения задач роботов для нанесения покрытия в случае неисправности одного из роботов. Приведенные здесь примеры установок для нанесения покрытия обычно включают в себя покрасочные камеры завода по сборке автомобилей, но возможно также большое разнообразие других конфигураций.
Обычно для нанесения покрывающих материалов, таких как грунтовка, а также основного цветового покрытия может использоваться установка для нанесения покрытия или покрасочная камера, в которой роботы для нанесения покрытия наносят покрывающий материал одновременно на внутреннюю и внешнюю поверхности кузова автомобиля. Примерная установка для нанесения покрытия включает в себя первую секцию, в которой распылительные роботы, расположенные на высоких и низких рельсах, одновременно наносят грунтовочное покрытие, на внутреннюю и на внешнюю поверхности кузова автомобиля. Возможно и наличие второй секции, в которой одновременно на внутреннюю и на внешнюю поверхности кузова автомобиля наносится основное цветовое покрытие. Как описано в типичных вариантах исполнения, распылительные роботы при некоторых обстоятельствах включают в себя дополнительный элемент, сконфигурированный с возможностью наделения распылительного робота способностью выборочной работы в качестве открывающего робота. Наделением распылительного робота способностью выборочной работы в качестве открывающего робота общее количество роботов в покрасочной камере может быть сокращено.
Установка для нанесения покрытия может дополнительно включать в себя скребок для удаления отходов наносимой краски. Зона удаления отходов наносимой краски определяет заданную длину, окружающую каждый из роботов в покрасочной камере.
Дополнительно раскрывается способ покраски объекта, например, кузова автомобиля в покрасочной камере. Примерные способы могут включать в себя одновременное нанесение первого слоя краски на первый и второй участки объекта, например, на внутреннюю и внешнюю поверхности объекта, за чем следует одновременное нанесение второго слоя краски на первый и второй участки объекта.
Раскрываются также способы перераспределения работы в установке для нанесения покрытия. Примерный способ обычно включает в себя этап выбора сменного робота или робота, который должен (частично или полностью) выполнять задачи, ранее заданные роботу, который вышел из строя. Этим задачам могут быть предписаны приоритеты, например, сменные роботы могут красить внешнюю поверхность автомобиля ранее двигательного отсека, а двигательный отсек - раньше дверных стоек. Таким образом, задачи, которые наиболее видимы или являются трудоемкими, выполняются в первую очередь. Этот способ может, например, позволить переназначение робота, которому ранее было предписано окрашивать дверные стойки, на окраску внешней поверхности автомобиля, если распылительный робот, определенный для окраски наружной поверхности автомобиля, не пригоден. Этот способ может быть дополнительно расширен тем, что распылительные роботы сконфигурированы также с возможностью работы в качестве открывающих роботов, в той степени, в которой распылительные роботы могут принять на себя и выполнять операции открывания, если робот, которому предписана задача открывания, не пригоден.
Обратимся теперь к фиг. 1А-1D, на которых более подробно показаны примерные установки для нанесения покрытия или покрасочные камеры 100. Фиг. 1А и 1В иллюстрируют примерную работу по нанесению покрытия в производственной линии, где кузов 200 автомобиля непрерывно движется через покрасочную камеру. По мере того как кузов 200 движется по покрасочной камере, множество роботов 102a, b, c, d, e, f, g, h, i, j (все вместе - роботы 102) работают по нанесению покрытия автомобиля, на его внутренние и внешние поверхности. Роботы 102 могут представлять собой роботы любого подходящего типа для нанесения покрытия, например, мультиосевые роботы, то есть, 6-осевые или 7-осевые роботы, которые допускают любой кинематический привод или способны совершать любые перемещения для выполнения распылительных или механических операций, связанных с окрасочной операцией. Роботы 102 могут наносить на кузов 200 материалы различных типов, например, грунтовку или основное покрытие для выполнения полного цикла операций нанесения покрытия или покрасочных операций. Как показано на чертежах, для установки роботов 102 имеется система направляющих, включающая в себя верхние направляющие 104 и нижние направляющие 106. Более конкретно, - верхние направляющие 104а, b (вместе - направляющие 104) могут нести на себе шесть (6) роботов - 102a, b, c, d, e и f с перемещением, как правило, в горизонтальном направлении, которое, как правило, параллельно направлению перемещения кузова 200. Следует понимать, что может быть использовано менее шести роботов, и что количество роботов в покрасочной камере 100 может быть меньшим.
Как показано на чертежах, роботы 102a, b, g и j при своей работе могут наносить на кузов 200, на обе его поверхности - и на внутреннюю и на внешнюю - первый покрывающий материал, такой как грунтовка. После этого по мере перемещения кузова 200 вдоль покрасочной камеры в направлении, указанном стрелкой 103, могут работать роботы 102g, j, е, f и с для нанесения на кузов 200 второго покрывающего материала, например, основного цветового покрытия. Как описано далее более подробно, роботы 102 могут быть выполнены с возможностью роботы как в качестве окрашивающих роботов, так и в качестве открывающих роботов. Кроме того, когда наносится основное покрытие, на другой кузов автомобиля (не показан) в покрасочной камере 100а может наноситься грунтовое покрытие.
Показанные на фиг. 1 распылительные роботы 102 обычно выполнены с возможностью нанесения покрывающих материалов на кузов 200, по мере того, как он перемещается по покрасочной камере в направлении 103. Каждый из роботов может быть снабжен распылителем 108, который выполнен с возможностью нанесения на кузов покрасочного материала. Например, различные распылители, в целом, представлены в патентах США №№ 6.189.804, 6.360.962 и 6.623.561, каждый из которых включен в данное описание во всей своей полноте.
Распылитель может быть также способен наносить различные материалы на объект 200, в том числе последовательно. Например, распылитель 108 может, при необходимости, наносить первый покрывающий материал на один участок автомобиля 200, например, грунтовочное покрытие на внешнюю поверхность, а затем - наносить последовательно второй покрывающий материал на второй участок автомобиля 200, например, основное покрытие на внешнюю поверхность. Различные примеры таких распылителей представлены также в заявке на патент США № 12/300.741, которая соответствует публикации WO 2007/131636 на национальной фазе в США, каждая из которых включена в данное описание во всей своей полноте. Соответственно, распылитель 108 может наносить второй покрывающий материал без смешивания с любым предыдущим покрывающим материалом, который может оставаться в распылителе 108 после его использования. Таким образом, роботы 102 могут наносить в одной и той же камере 100а на кузов 200 различные покрывающие материалы, то есть, краску. Роботы 102 могут каждый в отдельности наносить различные покрывающие материалы последовательно; например, данный робот 102 может наносить на данный автомобиль или иной объект грунтовку, основное, а также прозрачное покрытие.
Как часть таких возможностей распылитель 108 может включать в себя чистящую функцию. Например, как хорошо видно на фиг. 1В, робот 102l имеет связанный с ним резервуар 112. Моюще-чистящий резервуар 112 дает возможность распылителю 108 соединяться с этим резервуаром 112 для периодической подачи чистящей жидкости через распылитель 108, тем самым, как правило, полностью удаляя следы покрывающего материала, оставшиеся в этом распылителе 108 после его использования.
Различные роботы 102 могут управляться центральным контроллером перемещений (не показан), связанным с красочной камерой. Например, может быть установлен такой контроллер перемещений, который, как правило, выдает роботам 102 команды на перемещения во время выполнения операции нанесения покрытия. Следует понимать, что эти команды могут вводиться на основании характеристик кузова 200 автомобиля. Дополнительно контроллер может, кроме того, включать в себя считываемый компьютером программный носитель, который содержит исполняемые инструкции для выполнения различных задач как части описываемых здесь процессов и способа.
Как описано выше, камера 100а включает в себя систему направляющих, включающую верхние направляющие 104 и нижние направляющие 106, которые, как правило, позволяют производить выборочное размещение роботов 102 в различных положениях внутри камеры 100а для нанесения покрывающего слоя или других функций, например, открывания закрывающейся панели автомобиля. Каждая из верхних или нижних направляющих 104, 106 обычно продолжается в направлении, параллельном пути, определенном окрашиваемым объектом, когда этот объект перемещается по красочной камере. Каждый из роботов, таким образом, может быть закреплен на своей соответствующей направляющей 104 или 106 для перемещения вдоль нее.
Роботы, в общем, могут быть сгруппированы для нанесения нескольких различных материалов, таких как краска. В другом примере роботы 102а, 102d и 102i могут объединиться для нанесения первого слоя грунтовки на оба - внутренний и внешний участки кузова 200. Кроме того, роботы 102b, 102g и 102j могут быть сгруппированы вместе для нанесения первого слоя краски на внутреннюю поверхность капота и на внешнюю поверхность крыши кузова 200. Каждый из роботов 102с, 102е, 102f и 102h может быть сгруппирован для нанесения слоя внешнего основного покрытия на кузов 200, то есть, на внутренние и внешние поверхности автомобиля.
Описанные здесь группы могут быть удобными, поскольку роботы, сгруппированные вместе для нанесения слоя данного покрытия, обычно расположены рядом друг с другом в продольном направлении, то есть, в направлении 103 покрасочной камеры 100а. Хотя такие группы могут быть удобными с точки зрения нанесения конкретного слоя краски на кузов 200 в одной области покрасочной камеры 100а, для нанесения одного или большего количества слоев краски может использоваться любая другая группа роботов 102, которая может быть удобна.
Различные покрытия, которые наносятся на автомобиль, могут, выгодно, иметь уменьшенное время схватывания, при этом время схватывания представляет собой предопределенную временную продолжительность, после которого наносится покрытие перед следующим покрытием. Поскольку время схватывания, сокращается производителями краски, то следует понимать, что при этом размеры типичной покрасочной камеры 100а могут быть уменьшены.
Теперь со ссылкой на фиг. 1В работа роботов будет описана более подробно. Хотя роботы 102 были описаны, в общем, как распылительные роботы, способные распылять и наносить на объект покрывающий материал, то есть, грунтовку или основной слой краски, эти роботы могут быть сконфигурированы и с возможностью выполнения других задач, которые могут быть необходимы при нанесении на автомобиль покрывающего материала. Например, роботы 102 могут быть выполнены с возможностью манипуляций с закрывающимися панелями, то есть, дверями, капотом или крышкой багажника автомобиля между их открытыми и закрытыми положениями относительно автомобиля. Такая конфигурация выгодно позволяет роботам 102 выполнять функции, отличные от нанесения покрывающего материала, причем, такими дополнительными функциями является открывание и закрывание закрывающих панелей автомобиля, чтобы можно было производить нанесение покрывающего материала на все поверхности этого автомобиля. Роботы 102 могут быть оснащены конструктивными элементами, позволяющими им захватывать часть закрывающей панели. Например, как видно на фиг. 1В, на запястье робота может быть насажен крючок 110, чтобы робот 102k мог при необходимости открывать и закрывать капот (или дверь, или верхнюю часть) автомобиля 200. Наделяя распылительный робот возможностью открывать и закрывать части автомобиля можно уменьшить материальные затраты, поскольку при этом необходимо меньшее количество роботов.
Как вкратце говорилось ранее, покрасочная камера 100, как правило, сконфигурирована для нанесения покрывающего материала на различные участки автомобиля 200. Фиг. 1С представляет собой примерное изображение робота 102, одновременно наносящего покрывающий материал на внешние и внутренние поверхности кузова автомобиля. Внешнее покрытие может быть нанесено роботом 102р на внешнюю поверхность 204а дверной панели 202 кузова 202 автомобиля, а робот 102q для внутренних работ может наносить слой внутреннего покрытия на внутреннюю поверхность 204b панели двери 202. Третий робот 202о может выполнять общие манипуляции с дверью 202 относительно кузова 200, например, открывая и закрывая дверь 202, чтобы можно было окрашивать внешние и внутренние поверхности 204а, 204b двери 202.
Поскольку в некоторых примерах роботы 102р и 102q могут, как правило, наносить мокрый покрывающий материал на дверь 202 обычно одновременно, может быть необходимым установить устройство для предотвращения контакта между поверхностями двери и кузова, пока каждая из них еще мокрая. Например, может быть установлен дверной зажим (не показан), который удерживает дверь (или любую другую закрывающуюся панель) на расстоянии от кузова после того, как дверь переместилась назад в свое закрытое положение. В одном известном примере дверной зажим входит в упорные конструкции двери и кузова, разделяя их между собой, при этом, не касаясь видимых частей двери и кузова.
Как хорошо видно на фиг. 1А, покрасочная камера дополнительно может включать в себя скребок 300, то есть, зону удаления отходов наносимой краски, который связан с каждым из окрашивающих роботов 102 внутри камеры 100а. Отходы краски от каждого из роботов 102 удаляются сборником 300 отходов наносимой краски. Сборник отходов наносимой краски или скребок 300 определяет предопределенную длину, охватывающую каждый из распылительных роботов 102. Другими словами, каждый из распылительных роботов 102 обычно заключен внутри одной покрасочной камеры 100а, при этом длина камеры 100а в общем случае может быть определена продольным протяжением скребка или системы 300 сбора отходов, которая обслуживает роботы 102 покрасочной камеры 100а.
Описанные здесь различные конструкции и способы обычно позволяют производить установку роботов для нанесения внешнего и внутреннего покрытия внутри одной покрасочной камеры 100а, как это, в общем, проиллюстрировано примерными камерами на фиг. 1А, 1В и 1С.
Как показано на фиг. 1D, для еще большей производственной гибкости в нанесении покрывающего слоя могут быть установлены поперечные направляющие. Например, может быть установлен боковой рельс 250, проходящий горизонтально поперек покрасочной камеры 100d, на который установлен робот 102у. Кроме того, в конце камеры 100d может быть дополнительно установлен боковой рельс (не показан), продольно противоположному концу, на котором установлен боковой рельс 250. Это может добавить два дополнительных робота - и в точке, где кузов 200 автомобиля заходит в покрасочную камеру, и там, где кузов 200 автомобиля выходит из покрасочной камеры. Установкой дополнительных покрасочных роботов можно выполнять нанесение дополнительных покрывающих слоев на еще меньшей площади. В таком примере может быть, что робот 102у занят нанесением грунтовочного покрытия, а другие роботы в этой же покрасочной камере выполняют операции по нанесению других лакокрасочных покрытий, например, основного покрытия и прозрачного покрытия. Как показано на фиг. 1D, пример с одним или с большим количеством поперечных рельсов может также включать в себя верхний и нижний рельсы 104, 106, соответственно, которые несут дополнительные роботы 102.
Обратимся теперь к фиг. 2, - там показан автомобиль 200, имеющий различные внешние зоны нанесения покрытия - 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 и 16. Стрелка 20 представляет собой траекторию напыляющего робота вдоль поверхности автомобиля 200, причем, эта траектория определена набором компьютерных команд, предназначенных для робота, которому предписано нанесение покрытия на любую данную зону. Каждая из зон 1-16 представляет область для нанесения внешнего слоя, что предписано для выполнения одному из роботов 102 внутри камеры 100. Зоны нанесения покрытия для внутренних участков кузова 200 автомобиля, хотя и не показанные на фиг. 2, могут быть нанесены подобным же образом. Например, как говорилось выше применительно к фиг. 1А, разные роботы могут одновременно наносить покрытие на различные части автомобиля, включая одновременное нанесение покрывающих материалов и на внутренние, и на внешние поверхности. В примерном варианте выполнения относящиеся к каждой зоне компьютерные команды могут быть предназначены для каждого робота в покрасочной камере. Как описано ниже, делая эти команды предназначенными для всех роботов, система нанесения покрытия может реализовать способ непрерывного продолжения покрасочных операций в случае возникновения неисправности какого-либо робота.
Следует заметить, что зоны 1-16 гораздо меньше, чем обычно. Например, шесть горизонтальных зон 1, 7, 8, 9, 15 и 16 в известном способе покраски могут быть разделены на две зоны - левую зону и правую зону. Делением горизонтальных поверхностей на более мелкие секции дополнительные роботы могут быть наделены способностью выполнения работы по нанесению покрытия на автомобиль 200. Хотя для того чтобы наделить роботы 102 большей гибкостью полезно поэтому уменьшить размеры предписанных им зон, это может определяться общим размером и сложностью объекта, на который наносится покрытие или краска. Поэтому на конкретную величину зон 1-16 может влиять не только желание наделить роботы большей гибкостью для выполнения своих задач, но и габаритными размерами, а также сложностью поверхности автомобиля.
Теперь обратимся к фиг. 3, на которой показан процесс 301 нанесения покрытия на объект в покрасочной установке. Процесс 301 обычно может начинаться на этапе 302, где на обе - внутреннюю и внешнюю поверхности кузова автомобиля - первой группой роботов наносится первый слой краски, например, грунтовки. В некоторых случаях на внутреннюю и внешнюю поверхности объекта кузова автомобиля могут наноситься различные грунтовочные материалы. После этого процесс 301 переходит к этапу 304. На этапе 304 второй группой роботов на внутреннюю и внешнюю поверхности кузова автомобиля наносится второй слой краски, например, основное покрытие.
Как описано выше, примерная покрасочная камера 100 обычно дает возможность производить нанесение как внутреннего, так и внешнего красочного слоя внутри одной покрасочной камеры 100. Когда первый кузов автомобиля проходит последующий этап 304, второй кузов автомобиля внутри одной покрасочной камеры 100 может проходить этап 302. Альтернативно, первый и второй слои могут наноситься один после другого, в любом порядке, который удобен.
На этапе 306 отходы наносимой краски могут убираться от первого и второго напылительных роботов посредством сборника отходов наносимой краски. Сборник отходов наносимой краски или скребок может определять предопределенную длину, по радиусу которой окружен каждый из первого и второго напылительных роботов, а удаление может производиться в любое время. При этом получается, что предопределенная длина скребка в некоторых исполнениях в результате установки внутри одной камеры 100а всех внутренних и внешних роботов может быть уменьшена до 45 футов (13,7 метров). После этого процесс 301 может быть завершен.
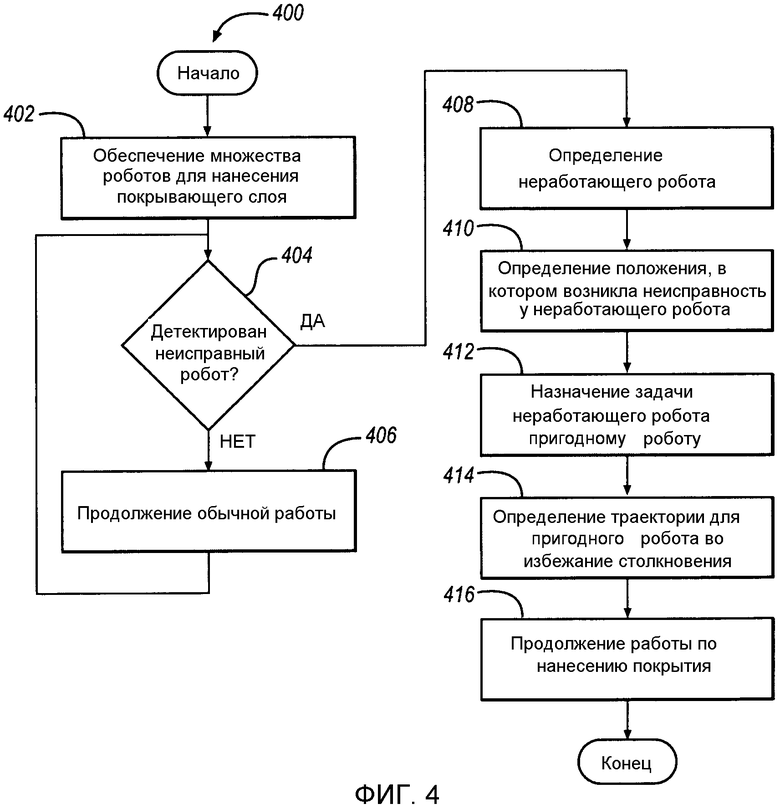
Теперь обратимся к фиг. 4, на которой описан примерный процесс перераспределения работы в установке для нанесения покрытия. Перераспределение обычно включает в себя переназначение роботам различных распылительных и манипуляционных задач, связанных с операцией нанесения покрытия из-за частичной или полной неисправности по меньшей мере одного из распылительных и/или открывающих роботов. Например, когда напылительный робот требует технического обслуживания, становится неработоспособным или по какой-либо иной причине не является пригодным для нанесения покрывающего материала, манипулирования закрываемой панелью автомобиля или для выполнения некоторых других задач, предписанных ему при его нормальной работе, для выполнения этих задач будет необходим другой робот. Если станут неработоспособными несколько роботов, то может быть необходимым дальнейшее переназначение. Кроме того, может оказаться необходимой переорганизация других задач по нанесению покрытий среди остающихся роботов с целью продолжения покрасочных операций с использованием только этих роботов. Этот процесс может называться "необслуживаемым", то есть, идущим полностью без вмешательства обслуживающего персонала.
Вообще говоря, типичные процессы переназначения выполняются, подчиняясь иерархии предписанных роботу задач в соответствии с различными факторами. В отдельных случаях, но не во всех, в покрасочной камере может находиться по меньшей мере один робот "переназначения". Например, как показано на фиг. 1А, роботу 102g могут быть назначены обычные задачи по покраске или же, - в других обстоятельствах, - ему может быть назначено находиться, в основном, в полном или частичном режиме ожидания и действовать как робот переназначения 102g. Робот переназначения может принять на себя задачу, ранее выполнявшуюся неисправным роботом, или задачи могут быть перераспределены между другими роботами, включая ранее не работавшего робота переназначения.
В общем, переназначение задач роботам подчиняется схеме иерархии или приоритетов. Например, такая задача, как нанесение конкретного покрывающего слоя на данный участок автомобиля, может быть назначена другому роботу на основе близости местонахождения этого другого имеющегося робота к неработающему роботу. По этой причине, если имеется робот переназначения, может быть удобным расположить робот переназначения, то есть, робот переназначения 102g, как правило, внутри среднего участка покрасочной камеры. Кроме того, любой робот, специально построенный как робот переназначения, может иметь максимальный уровень гибкости выполнения задач, то есть, робот переназначения 102g может наносить различные материалы, манипулировать с различными закрывающимися панелями автомобиля и т.д., тем самым робот переназначения 102g может принимать на себя выполнение задач максимального количества роботов. Переназначение задач роботам может также включать в себя беспорядочное распределение задач между имеющимися роботами. Например, если робот переназначения расположен неудобно относительно неисправного робота, так что этот робот переназначения был бы неспособен адекватно выполнять задачи неисправного робота, то было бы более удобно переназначить задачи неисправного робота третьему роботу, который работает должным образом, а затем переназначить задачи третьего робота роботу переназначения. Соответственно, все задачи продолжают выполняться в "автоматическом" режиме, так что при этом нет необходимости ни в каком "ручном" нанесении покрытия.
Далее, хотя приведенные здесь примеры относятся к случаю, когда робот переназначения был роботом переназначения изначально, то есть, роботом 102g, полностью свободным, нет необходимости, чтобы роботы переназначения были полностью свободными от работы с самого начала или при обычной работе. Например, любой робот, который при обычной работе не используется полностью по своим возможностям, может функционировать как робот переназначения и по мере необходимости - принимать на себя дополнительные задачи.
Тем не менее, если и когда не функционирует второй робот, может стать необходимым произвести дальнейшую переустановку операций и еще раз переназначить роботы для выполнения операций по нанесению покрытий. Организация большего количества зон окраски и обеспечение доступности компьютерных инструкций, связанных с каждой такой зоной, для всех роботов внутри покрасочной камеры облегчает выполнение трудоемкой операции переназначения в пределах компактной площади. Что касается приоритета, то могут быть определены задачи, включающие в себя большое количество ручных работ, и им может быть дан приоритет внутри переустановочной иерархии. Например, внешние панели могут потребовать гораздо более высокого качества выполнения, поскольку они бросаются в глаза клиентам в большей степени, и поэтому требуют значительного внимания к деталям и сведения к минимуму недоделок; таким образом, если возникает проблема с выполнением операций, связанных с внешним покрытием, то она может получить высший приоритет. Другим фактором может быть то, что внутренние участки автомобиля, имеющие многочисленные неровности или иные особенности поверхности, например, двигательный отсек, для нанесения покрывающего слоя требуют большее количество работы, чем, например, нанесение покрывающего слоя на внутренней части кузова. Так что, окраска двигательного отсека получит приоритет над окраской дверных проемов. Таким образом, если будет необходимо какое-либо "ручное вмешательство", то эти операции будут наименее важными. В других вариантах исполнения скорость производственной линии, связанной с автомобилем 200, может быть уменьшена или, как описано выше, на какой-то период времени линия вообще может быть полностью остановлена, для того чтобы оставшиеся роботы смогли завершить все операции без ручного вмешательства. В тех случаях, когда ручное вмешательство желательно или необходимо, то есть, когда вышло из строя достаточное количество роботов 102, такое, что оставшиеся роботы не могут принять на себя все операции, предписанные неисправным роботам, может стать предпочтительным назначить задачи с низшим приоритетом ручным распылительным устройствам. Например, там, где задачи, назначенные мультифункциональным роботам, включают в себя покрытие поверхностей, которые, как правило, являются гладкими и имеют плавные изгибы, или не расположены в зонах автомобиля, наиболее видимых потенциальному клиенту, эти задачи, при необходимости, будут назначены устройствам ручного напыления для выполнения ранее задач, связанных с более сложными или видимыми операциями.
Далее, в тех примерах, где первый робот переназначения 102 во время обычной работы не полностью свободен, то есть, робот переназначения 102 уже выполняет, по меньшей мере, некоторые задачи, при возникновении неисправности других роботов может быть большая вероятность необходимости использования ручного распылительного устройства. Большие интенсивности использования роботов переназначения во время обычной работы могут быть приемлемы за счет согласия на большую вероятность необходимости ручных операций, поскольку в этих случаях робот переназначения может быть менее свободен для приема на себя дополнительных задач от неисправных роботов. С другой стороны, меньшие интенсивности использования, первоначально связанные с роботом переназначения, то есть, с роботом 102, могут допустить большую гибкость в приеме на себя задач от других роботов 102, которые неисправны, тем самым уменьшая потенциальную необходимость в ручной операции, когда один или большее количество роботов неисправны. Кроме того, робот переназначения, имеющий меньшую интенсивность использования, будет, несомненно, способен принимать на себя большее количество задач, и в некоторых случаях - даже выполнять задачи более чем одного робота.
Поддержание "автоматической" операции для данного процесса окраски, то есть, выполняемой без какого-либо ручного распылительного устройства, может быть даже возможно при принятии других мер, обуславливающих более интенсивное использование роботов 102. Например, при заданной скорости производственной линии, то есть, скорости перемещения конвейера, связанного с покрасочной камерой 100, "ручное вмешательство" может быть затребовано более часто, чем если бы скорость производственной линии просто уменьшилась, тем самым давая роботам 102 большее время для совместного выполнения назначенных задач. Кроме того, при выполнении особенных покрасочных операций скорость производственной линии вообще может стать нулевой, позволяя тем самым роботам 102 совместно завершить выполнение задач и избегая при этом необходимости назначения каких-либо из задач роботов ручному распылительному устройству.
Процесс 400, в общем, может начаться на этапе 402, где используется множество роботов для нанесения покрывающего материала на объект, движущийся через установку для нанесения покрытия. Далее, роботы сконфигурированы для перемещения закрывающихся панелей объекта относительно этого объекта. Например, как описано выше, в камере 100а может быть обеспечено множество роботов 102, при этом для нанесения покрывающего материала каждый из роботов 102 может выполнять ряд задач, связанных с манипулированием и распылением. После этого процесс 400 может перейти к этапу 404.
На этапе 404 процесс 400 запрашивает, была ли определена неисправность одного из роботов. Неисправность, обычно, может являться препятствием для данного робота в выполнении им первой назначенной ему задачи. Если робот неисправен, то обычно он возвращается в исходное положение, в котором вероятность соударений минимизирована. Например, контроллер нанесения покрытия может зафиксировать, что один из роботов 102 больше не может наносить краску, потому что наносимые им линии краски не видны, или потому что он требует технического обслуживания или замены, или вследствие наличия любой другой ситуации, по которой робот не может должным образом выполнять предписанные ему задачи. Если неисправность не зафиксирована, то процесс 400 затем переходит к этапу 406, в соответствии с которым продолжается нормальная операция нанесения покрытия, а потом возвращается к этапу 404 для непрерывного контроля. Если неисправность зафиксирована на этапе 404, то процесс 400 переходит к этапу 408.
На этапе 408 производится идентификация неисправного робота. Например, контроллер установки для нанесения покрытия может определить, что конкретный робот 102, расположенный на рельсе, вдоль которого он перемещается, стал неработоспособным. После этого процесс 400 переходит к этапу 410.
На этапе 410 производится идентификация последнего положения функции нанесения краски неисправного робота. Например, контроллер установки для нанесения покрытия может определить, где вдоль пути 20 этот робот прекратил операцию покраски, и как это положение изменилось из-за продолжения перемещения кузова автомобиля через покрасочную камеру. После этого процесс 400 переходит к этапу 412.
На этапе 412 второй из роботов выбран для выполнения первой предписанной задачи, то есть, в соответствии со схемой приоритетов переназначения. Схема приоритетов переназначения может выбрать второй из роботов на основании близости этого второго робота к первому роботу, а также на основании текущей задачи, предписанной этому второму из роботов. Альтернативно или дополнительно, схема приоритетов переназначения может выбрать второй из роботов на основании близости неработающего из роботов, то есть, робота переназначения к первому (неисправному) роботу. Второй робот, который выбран, может быть незанятым роботом (то есть, роботом переназначения) или, альтернативно, может быть другим функционирующим роботом, например, если робот переназначения расположен неудобно с точки зрения выполнения задач, который необходимо выполнить. Таким образом, второй робот изначально может выполнять другую задачу, то есть, открывание/закрывание закрывающихся панелей автомобиля, нанесение материала покрытия или любую другую задачу, которую необходимо выполнить как часть процесса окраски. В этом аспекте может быть особенно выгодно наличие роботов с бифункциональными способностями, то есть, роботов, которые могут наносить материал покрытия, а также выполнять открывание/закрывание закрывающихся панелей автомобиля, как описано выше, поскольку для этих роботов переназначение задач может быть произведено легко и с максимальной гибкостью. Кроме того, в некоторых случаях, когда у роботов 102 не достаточно остающейся мощности, чтобы взять на себя все задачи, назначенные одному или большему количеству неисправных роботов 102, может стать необходимо переназначить некоторые задачи на устройство ручного распыления. При определении задач, которые следует назначить устройству ручного распыления, текущая задача, предписанная роботу, рассматриваемому на предмет приема им задачи неисправного робота (роботов), может быть сравнена с задачей (задачами) неисправного робота или других роботов, рассматриваемых на предмет приема задачи неисправного робота, для того чтобы определить, какая задача является задачей более низкого приоритета, и какую можно переназначить устройству ручного распыления. После этого процесс 400 переходит к этапу 414.
На этапе 414 определяется новый путь для второго имеющегося робота, который назначается вместо неисправного робота. Этот путь позволит заменяющему роботу переместиться к последнему известному положению покрасочной операции и встать там, где ранее прервалась покрасочная операция. Этот новый путь должен в точности соответствовать последнему известному положению покрасочной операции или может быть проложен с приближением. Например, если неисправный робот лишен возможности перемещения, может быть необходимо, чтобы робот, принимающий на себя задачу неисправного робота, уклонился от неисправного робота, выполняя в то же время задачу неисправного робота. В другом примере определенный модуль, на который наносилось покрытие, когда в данном роботе возникла неисправность, может быть полностью перекрашен роботом, назначаемым вместо неисправного робота. Таким образом, вместо того, чтобы просто нанести финишное покрытие на модуль или зону автомобиля, оставшуюся незаконченной в результате возникновения неисправности робота, робот, назначаемый вместо неисправного робота, может полностью переделать этот модуль, тем самым минимизируя дефекты, которые могли возникнуть из-за прерывания операции нанесения покрытия. Контроллер установки нанесения покрытия, как правило, может "принимать во внимание" местонахождение неисправного робота, то есть, его положение, определенное на этапе 410, и корректировать путь, связанный с задачей, соответственно выполняемой теперь имеющимся роботом. После этого процесс 400 переходит к этапу 416.
На этапе 416 операция нанесения покрытия может продолжаться. В одном примере контроллер переназначает имеющийся робот для завершения всех незавершенных частей задачи неисправного робота. Таким образом, имеющийся робот или роботы могут продолжать операцию нанесения покрытия на автомобиль, даже когда другой робот становится неработоспособным во время выполнения конкретной задачи по нанесению покрытия, которая изначально была предписана ему. Например, контроллер может предписать задачу неисправного робота имеющемуся роботу, тем самым разрешая имеющемуся роботу продолжить работу там, где неисправный робот ее прекратил, и завершить операцию нанесения покрытия на автомобиль. Кроме того, как описано выше, имеющийся робот может полностью переделать конкретную задачу, оставленную частично недоделанной неисправным роботом.
Этап 416, альтернативно, может включать в себя команду от контроллера операций нанесения покрытия просто переназначить задачу неисправного робота имеющемуся роботу с продолжением операцию нанесения покрытия на следующий автомобиль, движущийся по покрасочной камере.
Ссылки в данном описании на "один пример", "пример", "один вариант исполнения" или "вариант исполнения" означают, что конкретный признак, конструктивный элемент или элемент характеристики, описанный в связи с данным примером, включен по меньшей мере в один пример. Фраза "в одном примере", использованная в различных местах данного описания, в тех местах, где она появляется, не обязательно относится к одному и тому же примеру.
Что касается описанных здесь процессов, систем, способов, эвристических методов и т.д., то следует понимать, что хотя этапы таких процессов и т.д. были описаны как следующие в соответствии с определенной установленной последовательностью, такие процессы могут быть реализованы с выполнением вышеупомянутых этапов в ином порядке, чем описанный здесь. Кроме того, следует также понимать, что некоторые этапы могут быть выполнены одновременно, что могут быть добавлены другие этапы или что некоторые описанные здесь этапы могут быть опущены. Другими словами, приведенные здесь описания процессов изложены в целях иллюстрации некоторых вариантов исполнения настоящего изобретения и никоим образом не должны быть истолкованы как имеющие целью ограничить объем изобретения, определенный пунктами ее формулы.
Соответственно, следует понимать, что вышеприведенное описание предназначено для иллюстративных, а не ограничивающих целей. По окончании ознакомления с вышеприведенным описанием может быть придумано множество вариантов выполнения и вариантов применения, отличных от приведенных примеров. Объем изобретения должен быть определен не на основании вышеприведенного описания, а на основании приложенных пунктов формулы изобретения, наряду с полным объемом эквивалентов, к которым такие пункты относятся. Предполагается и подразумевается, что в описанной здесь области техники будут иметь место будущие разработки, и что раскрытые здесь системы и способы будут включаться в такие будущие варианты исполнения. Короче говоря, следует понимать, что настоящее изобретение может являться предметом модификаций и изменений, и ограничено лишь следующими далее пунктами формулы изобретения.
Предполагается, что всем терминам, использованным в пунктах формулы изобретения, будет дано их наиболее широкое толкование, и что их обычные значения будут понятны специалистам в данной области техники, если не будет определенного указания на иной содержащийся в них смысл. В частности, использование признаков единственного числа следует понимать как перечисление одного или большего количества упомянутых элементов, если соответствующий пункт формулы изобретения не содержит ясного ограничения в отношении обратного.

Изобретение относится к операциям по нанесению краски или покрытия на автомобиль. В покрасочной камере для нанесения краски на объект по меньшей мере первый и второй роботы расположены по меньшей мере на одном из рельсов. По меньшей мере первый и второй роботы выполнены с возможностью одновременного нанесения первого слоя краски на внутренние и внешние поверхности объекта. Способ перераспределения работы в покрасочной камере включает в себя множество роботов. Согласно способу перераспределения определяют неисправность в одном из множества роботов, идентифицируют назначение робота, имеющего неисправность. Затем выбирают из множества роботов первого робота для выполнения задачи, ранее назначенной роботу, который определен как неисправный. Выбор первого робота осуществляют на основе по меньшей мере относительного приоритета назначений, которые имеют роботы. Техническим результатом изобретения является обеспечение возможности нанесения покрытия на внешние и внутренние поверхности в наименьшем пространстве и за меньшее время. 2 н. и 7 з.п. ф-лы, 6 ил.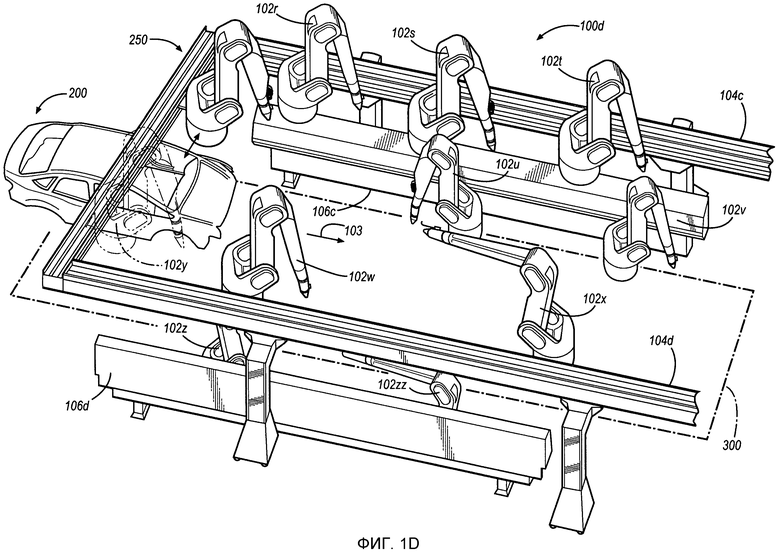
1. Покрасочная камера для нанесения краски на объект, содержащий внутренние и внешние поверхности и движущийся через покрасочную камеру по конвейеру, определяющему траекторию, при этом покрасочная камера содержит
первый и второй рельсы для роботов, расположенные параллельно траектории конвейера; по меньшей мере первый и второй роботы, расположенные по меньшей мере на одном из рельсов; и по меньшей мере третий и четвертый роботы, расположенные по меньшей мере на одном из рельсов;
отличающаяся тем, что указанные по меньшей мере первый и второй роботы выполнены с возможностью одновременного нанесения первого слоя краски на внутренние и внешние поверхности объекта, а указанные по меньшей мере третий и четвертый роботы выполнены с возможностью одновременного нанесения второго слоя краски на внутренние и внешние поверхности объекта.
2. Покрасочная камера по п.1, дополнительно содержащая третий и четвертый рельсы, причем рельсы с первого по четвертый расположены в нижнем и верхнем положениях на противоположных сторонах конвейера.
3. Покрасочная камера по п.2, дополнительно содержащая пятый рельс, проходящий в упомянутом направлении, в общем, перпендикулярном конвейеру, и по меньшей мере один робот, расположенный на пятом рельсе.
4. Покрасочная камера по п.3, в которой робот, расположенный на пятом рельсе, выполнен с возможностью нанесения на объект третьего слоя краски.
5. Покрасочная камера по п.1, в которой первый и второй роботы дополнительно выполнены с возможностью открывания и закрывания двери объекта.
6. Способ перераспределения работы в покрасочной камере, включающей в себя множество роботов, имеющих индивидуальные назначения, связанные с нанесением покрытия на объект, содержащий внутренние и внешние поверхности, при осуществлении которого определяют неисправность в одном из множества роботов, которая препятствует выполнению роботом своего индивидуального назначения; идентифицируют назначение робота, имеющего неисправность, и выбирают из множества роботов первого робота для выполнения задачи, ранее назначенной роботу, который определен как неисправный,
отличающийся тем, что выбор первого робота осуществляют на основе по меньшей мере относительного приоритета назначений, которые имеют роботы.
7. Способ по п.6, в котором одного из множества роботов назначают в качестве робота переназначения и предпочтительно выбирают для выполнения назначения любого робота, который определен как неисправный.
8. Способ по п.6, в котором некоторые роботы имеют индивидуальное назначение, связанное с нанесением покрытия на внешние поверхности объекта, некоторые роботы имеют индивидуальное назначение, связанное с нанесением покрытия на внутренние поверхности объекта, роботы, назначенные для нанесения покрытия на внешние поверхности объекта имеют относительно более высокий приоритет, чем роботы, назначенные для нанесения покрытия на внутренние поверхности объекта.
9. Способ по п.8, в котором вычисляют траекторию для робота, выбранного для выполнения задачи, ранее назначенной роботу, который определен как неисправный.
| Штамп последовательного действия | 1989 |
|
SU1609532A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Центрифуга для очистки масла | 1987 |
|
SU1567280A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| RU 20104807 C1, 20.02.1980 | |||
| Камера для нанесения и сушки покрытий | 1981 |
|
SU959840A1 |
| Установка для окраски изделий сложной конфигурации | 1987 |
|
SU1595577A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

