Изобретение относится к машиностроению, в частности к системам управления процессам обработки металлов давлением на электрогидроимпульсных установках.
Целью изобретения является повышение достоверности контроля и надежности работы электрогидроимпульсных установок для запрессовки труб.
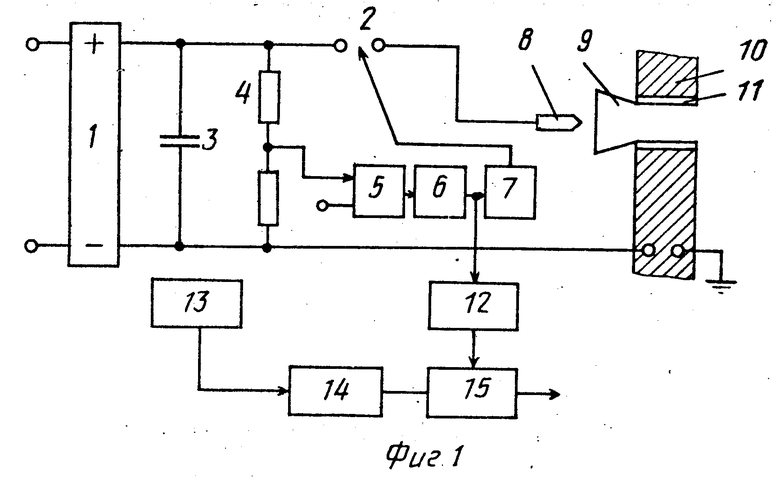
На фиг. 1 приведена структурная схема устройства для контроля качества запрессовки труб; на фиг.2 - график процесса заряда накопителя (участок ОА) и разряда его на взрывающийся проводник (участок АВ). Точка А соответствует моменту подачи сигнала на подрыв патрона.
Устройство содержит источник 1 постоянного напряжения, разрядник 2, накопитель 3, последовательно соединенные датчик 4 напряжения, первый пороговый элемент 5, усилитель 6 мощности, блок 7 поджига, а также электрод 8, электровзрывной патрон 9, трубную решетку 10, трубу 11, спусковую схему 12, последовательно соединенные датчик 13 тока, второй пороговый элемент 14, схему 15 совпадения. Выход спусковой схемы 12 подключен ко второму входу схемы 15 совпадения, а вход - к выходу усилителя 6 мощности.
Способ контроля качества запрессовки в данном устройстве реализуется следующим образом. С помощью последовательно соединенных датчика 4 напряжения, первого порогового элемента 5, усилителя 6 мощности и блока 7 поджига формируется сигнал на взрыв патрона 9, а с помощью последовательно соединенных датчика 13 тока и второго порогового элемента 14 формируется сигнал тока. Последовательно соединенные спусковая схема 12 и схема 15 совпадения, соединенные своими входами соответственно с выходом блока 7 поджига и выходом второго порогового элемента 14, обеспечивает контроль интервала времени между подачей сигнала на взрыв патрона и моментом появления сигнала тока, а также сравнение этого интервала времени меньше заданного обеспечивается фиксация некачественного соединения.
Датчик 4 напряжения может выполняться в виде делителя напряжения, а в качестве датчика тока может использоваться, например, воздушный трансформатор, включенный в любом месте разрядного контура. Спусковая схема 12 - стандартное функциональное устройство, выполненное в виде одновибратора, длительность формирования импульсов которого определяется значением интервала времени, соответствующего номинальному разряду, т.е. равна τзад. - времени разогрева взрывающегося проводника.
Устройство контроля работает следующим образом.
В процессе работы электрогидроимпульсной установки, включающей в себя источник постоянного напряжения 1, разрядник 2, накопитель 3 и электрод 8, происходит накопление энергии. В момент превышения напряжением заряда накопителя величины Uоп, которая определяется предварительно на стадии обработки технологией, первый пороговый элемент 5 срабатывает, разрядная цепь замыкается, что сопровождается разрядом накопленной в емкости накопителя 3 энергии на электровзрывной патрон 9, расположенный внутри трубы 11 трубной решетки 10. Контроль качества запрессовки осуществляется непосредственно в процессе запрессовки на основании контроля режима взрыва путем оценки величины импульсного воздействия на трубу по интервалу времени между подачей сигнала на взрыв патрона и моментом появления сигнала тока. В момент взрыва патрона сигнал с выхода усилителя мощности поступает на вход спусковой схемы 12, фиксируя тем самым момент подачи сигнала на взрыв патрона. В то же время сигнал, пропорциональный разрядному току, с выхода датчика 13 тока поступает на вход второго порогового элемента 14, уровень срабатывания которого немного превышает 0, т.е. второй пороговый элемент 14 фиксирует момент появления сигнала тока. Сигнал с выхода второго порогового элемента 14 поступает на вход схемы 15 совпадения, на второй вход которой поступает сигнал с выхода спусковой схемы 12. Схема 15 совпадения осуществляет сравнение интервала времени τинт между подачей сигнала на взрыв патрона и моментом появления сигнала тока текущего разряда с заданным значением τзад и, если τинт≅τзад, на входах схемы 15 совпадения одновременно присутствуют две логические единицы, схема 15 совпадения срабатывает, на выходе ее появляется логическая единица, несущая информацию о наличии аномального разряда, что позволяет фиксировать некачественные соединения. Спусковая схема 12 и последовательно соединенные второй пороговый элемент 14 и схема 15 совпадения, на второй вход которой подключена спусковая схема 12, представляет собой схему селекции импульсов с длительностью, меньшей τзад.
Сигнал с выхода схемы совпадения поступает в систему управления электрогидроимпульсной установки (не показана), где используется для следующих целей:
сигнализация оператору о наличии некачественного соединения;
автоматическое отключение установки для исключения повторной запрессовки некачественного соединения.
Кроме этого сигнал устройства контроля может использоваться и для регистрации координат некачественных соединений.
Для последнего случая в устройство дополнительно вводятся последовательно соединенные датчик перемещения электродов, блок определения координат и регистратор, причем информационный вход регистратора подключается к выходу схемы 15 совпадения.
Эффективность использования способа и устройства контроля качества запрессовки обуславливается повышением достоверности контроля и устранением возвратов готовых решеток, что увеличивает фактическую производительность установок для электрогидроимпульсной обработки.

Изобретение относится к машиностроению, в частности к системам управления процессами обработки металлов давлением на электрогидроимпульсных установках. Цель изобретения - повышение достоверности контроля и надежности работы электрогидроимпульсных установок для запрессовки труб. Способ контроля качества запрессовки реалилуется в устройстве, в котором последовательно соединенные датчик напряжения, первый пороговый элемент и усилитель мощности позволяют зафиксировать момент подачи сигнала на взрыв патрона. Использование датчика тока дает возможность получить сигнал, пропорциональный разрядному току. Применение последовательно соединенных датчика тока и второго порогового элемента обеспечивает фиксацию момента появления сигнала тока. Последовательное соединение спусковой схемы и схемы совпадения осуществляется таким образом, что вход спусковой схемы подключен к выходу усилителя мощности, а первый вход схемы совпадения подключен ко входу второго порогового элемента. Это обеспечивает возможность интервала времени между подачей сигнала на взрыв патрона и моментом появления сигнала тока сравнения интервала времени с заданным значением. Если значение интервала времени меньше заданного, фиксируют наличие некачественной запрессовки труб. Способ и устройство позволяют повысить достоверность контроля и надежность работы оборудования, и, как следствие, повысить качество запрессовки и снизить количество возвратов трубных решеток на дополнительные гидроиспытания. Этим обуславливается и повышение производительности электрогидроимпульсных установок для запрессовки, т.е эффективность электрогидроимпульсных технологий. 1 с.п. ф-лы, 2 ил.
СПОСОБ КОНТРОЛЯ КАЧЕСТВА ЗАПРЕССОВКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ТРУБ ПРИ ИХ ЭЛЕКТРОГИДРОИМПУЛЬСНОЙ ЗАПРЕССОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1406888A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
