Изобретение относится к машиностроению, в частности к обработке металлов давлением и взрывом на электрогидроим- пульсных установках.
Целью изобретения является повышение качества и достоверности контроля путем определения наличия взрыва каждого патрона.
Сущность способа; контроля заключается в измерении текущих координат электрода и фиксации момента подхода его к каждой рабочей позиции с определением наличия взрыва каждого патрона путем выявления сигнала разрядного тока в заданном интервале времени. Этим достигается контроль выполнения операции запрессовки с определением позиции, на которой это не выполнено.
Принцип осуществления способа поясняется на примере реализации его в устройстве для контроля качества запрессованных труб, функциональная схема которого приведена на чертеже.
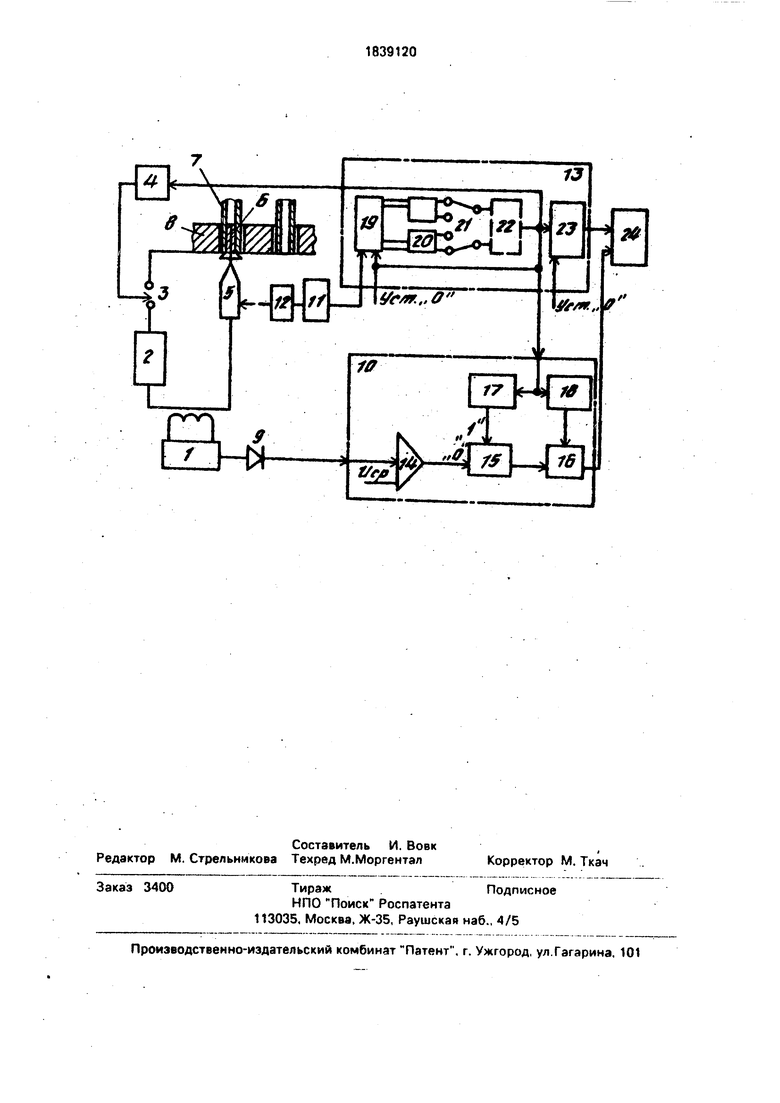
Устройство содержит датчик 1 тока, который может быть выполнен в виде воздушного трансформатора, индуктивно связанного с разрядным контуром, образованным генератором 2 импульсов тока, разрядником 3, управляемым от блока 4 поджига, электродом 5, злектровзрывным патроном 6, запрессовываемой трубой 7 и трубной решеткой теплообменного аппарата 8. Выход датчика 1 тока подключен через диод 9 к блоку 10 определения отсутствия разряда. Устройство содержит также последовательно соединенныёдатчик 11 перемещения электрода, представляющий собой, например, преобразователь угла поворота валэ механизма 12 перемещения электрода в количество импульсов, и блок 13 координат электрода, выход которого соединен с входом блока 10 определения отсутствия разряда, содержащего пороговый 14 и запоминающий 15 элементы, элемент И 16 и формирователи по переднему 17 и заднему 18 фронтам импульса.
Блок 13 координат электрода содержит последовательно соединенные счетчик 19 импульсов, дешифратор 20, задатчик 21 масштаба пересчета, многовходовый элемент И 22 и счетчик 23 координат. Схема содержит также регистратор 24, входы которого подключены соответственно к выходам блоков 10 и 13.
Устройство работает следующим образом.
Запрессовка трубы 7 в трубную решетку теплообменного аппарата 8 осуществляется ударной волной, возникающей во время
электрического разряда генератора 2 импульсов тока на электровзрывной патрон 6. Запускающий импульс для срабатывания блока 4 поджига, пробоя разрядника 3 и
осуществления разряда формируется на выходе блока 13 координат электрода в момент совпадения осей электрода 5 и патрона 6.
По переднему фронту импульса с блока
13 координат электрода формирователь 17 устанавливает запоминающий элемент 15 в . состояние 1. В случае осуществления разряда пороговый элемент 14 по приходу сигнала отдатчика 1 тока, соответствующего
первой полуволне разрядного тока, устанавливает запоминающий элемент 15 в состояние О, что приводит к запиранию элемента И 16. При отсутствии разряда запоминающий элемент 15 остается в состоянии 1 и
0 сигнал от формирователя 17, сформированный по заднему фронту запускающего импульса, проходит в систему управления, где. используется для
остановки электрода, после чего опера5 тор заменяет электровзрывной патрон и, подавая сигнал на вход уст. О счетчика 19,
производит взрыв в ручном режиме;
регистрации координат некачественно запрессованных соединений, для этого ис0 пользуется последовательно соединенные датчик 11 перемещения, блок 13 координат электрода и регистратор 24, управляющий вход которого подключен к выходу блока 10 определения отсутствия разряда.
5 Длительность запускающего импульса для применяемых на практике скоростей перемещения электрода составляет величину с размерностью миллисекунд и намного превышает длительность первой полуволны
0 разрядного тока (десяти микросекунд, что гарантирует отсутствие ложных срабатываний блока определения отсутствия разряда). .
Выбор в качестве информационного па5 раметра осуществления разряда первой полуволны разрядного тока позволяет определять наличие разряда с любой формой разрядного тока, в том числе только с одной полуволной (первой). Уровень срабатывания
0 порогового элемента устанавливается ниже минимально возможного значения сигнала от датчика тока, соответствующего амплитуде первой полуволны разрядного тока.
Использование в устройстве блока 10
5 определения отсутствия разряда позволяет определить незапрессованные вследствие отсутствия разряда соединения труб путем регистрации координат соединений, для которых при наличии запускающего импульса отсутствует сигнал от датчика тока.
Реализация блока определения отсутствия разряда на элементах, приведенных не схеме, позволяет обеспечить помехо- ус гойчивость устройства благодаря ампли- тугной селекции сигнала от датчика тока, осуществляемой пороговым элементом, и ст эобированием работы блока запускающим ик пульсом, длительность которого намного м( ньше длительности цикла работы установки.
Эффективность использования данного сг особа и реализующего его устройства
обуславливается повышением достоверности контроля и исключением случаев пропуска некачественного соединения, а следовательно, возвратом теплообменников на повторную запрессовку. Это также обеспечивает повышение производительности процесса запрессовки труб в трубных решетках теплообменных аппаратов.
5
10 (56) Авторское свидетельство СССР № 1406888, кл. В 21 D 26/10, 1986.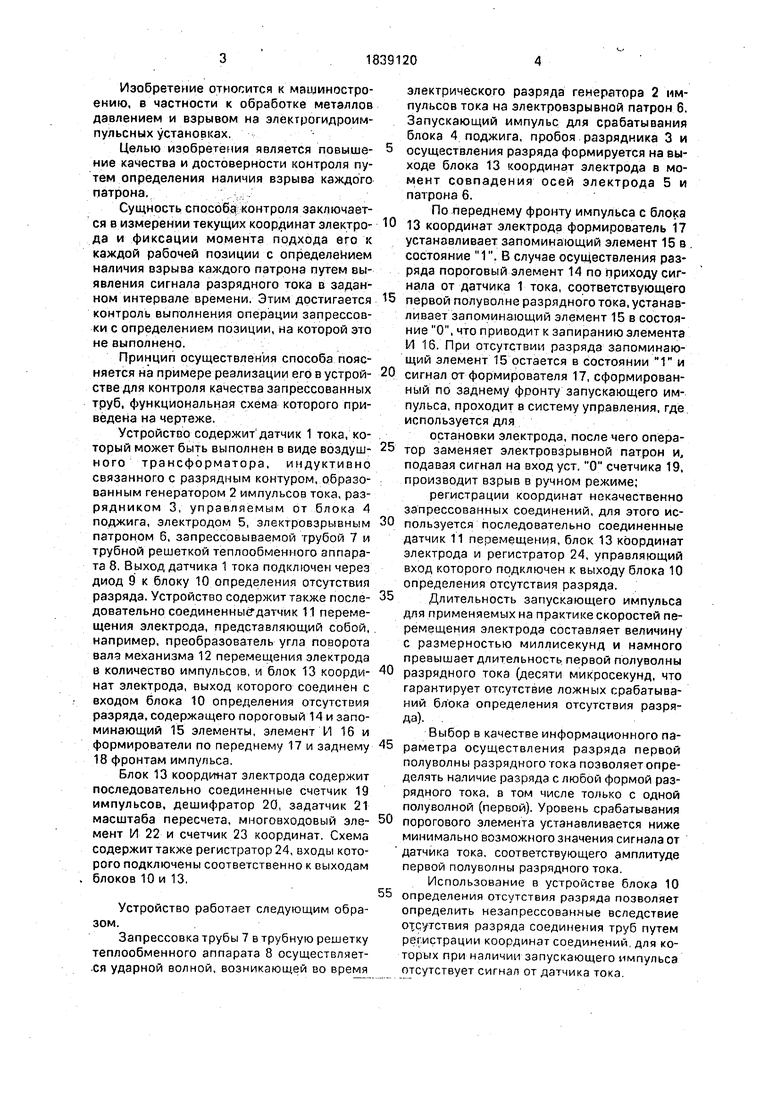
Изобретение относится к машиностроению и предназначено для использования в электрогидро- импульсных установках для запрессовки труб трубные решетки телпообмеиных аппаратов. Контроль процесса запрессовки производится по наличию взрыва патрона на каждой позиции запрессовки. Для этого контролируется наличие сигнала разрядного тока в заданном интервале времени с одновременной фиксацией координат электрода, т.е. позиции, на которой происходит или отсутствует запрессовка. 2 элф-лы 1 ия
Формула изобретения
сов
сов
видения кон взр фик род 1 о к вик
дан юго фик
по
.
, прессовки и достоверности контроля путем определения наличия взрыва каждого патрона, оно снабжено блоком определе- ния отсутствия разряда, первый вход которого подключен к выходу датчика тока, второй вход соединен.с одним из выходов блока координат электрода, а выход блока определения отсутствия разряда подключен к управляющему входу регистратора.
ГП
