Изобретение относится к системам автоматического управления, в частности к методам контроля и регистрации работы машин и аппаратов, и может использоваться для контроля элек роимпупьсной запрессовки труб. Известен способ поиска некачественных соединений, требующих повторной обработки, при электроимпульсной запрессовке путем измерения после обработки теплообменника величины раздачи труб, косвенно характеризующей степень запрессовки,с помощью индикаторных или щелевых пневматичес ких нутромеров 1 . Нутромером оператор вручную производит измерение диаметров труб пос ле запрессовки и при отклонении диаметра запрессованной трубы от заданного, что свидетельствует о некачественной запрессовке 2, делает отметку в картограмме расположения отверстий в трубной решетке. Таким об.разом определяется положение некачественных соединений, требунлцих повторной обработки. Недостатками способа и устройства являются низкая производительность и отсутствие возможности автоматизации. Наиболее близким к изобретению яв лябтся способ поиска некачественных соединений, требующих повторной обработки, измерением величины раздачи калсдой запрессованной трубы с последующей отметкой ее положения в картограмме расположения труб З . Однако известный способ характеризуется низкой производительностью, обусловленной необходимостью производить измерение и регистрацию его результатов для каждой трубы вручную а также невозможностью осуществления поиска в процессе обработки и его ав томатизации . Известен регулятор межэлектродного промежутка электроимпульсной установки с сигнализирующим устройством, содержащий последовательно соединенные датчик тока,связанный с разрядной цепью электроимпульсной уста новки,преобразователь сигнал - вероятность, состоящий из последовательно сое диненных пороговых элементов и спусковых схем,блок памяти,регулиругаций блок и исполнительный механизм, а также последовательно соединенные амплитудный селектор, подключенный к выходу датчика тока и блок тактирующих импульсов, выходом подключенный к управляющему входу блока памяти. Устройство может быть использовано для индикации отклонения режима разряда от номинального, что свидетельствует о некачественной запрессовке и необходимости повторной обработки. 4j Недостатком известного устроййтва является то, что не обеспечивается автоматизация, поскольку при получении сигнала с устройства об отклонении режима разряда от номинального, т.е. о некачественном соединении и необходимости повторной обработки, остаются неизвестными и не регистрируются координаты этого соединения. В результате после каждого сигнала об отклонении режима необходимо останавливать установку, находить некачественное соединение и производить повторную запрессовку, что приводит к большой потере времени и снижает производительность запрессовки. Целью изобретения является повышение производительности запрессовки путем автоматизации определения и регистрации некачественных соединений. Цель достигается тем, что согласно способу определения и регистрации некачественных соединений при электроимпульсной запрессовке труб, заключающемуся в измерении параметра косвенно характеризукнцего степень запрессовки, сравнении величины этого параметра с заданной и регистрации положения некачественного соединения, измеряют величину второй полуволны разрядного тока и координаты электрода, сравнивают всзличину второй полуволны разрядного тока с заданной и при превышении заданного значение величиной второй полуволны разрядного тока фиксируют наличие некачественного соединения и регистрируют координаты электрода, определяющие положение этого некачественного соединения. Кроме того, в устройство для осуществления способа,, содержащее последовательно соединенные датчик тока и блок сравнения, введены регистратор, а также последовательно соединенные датчик перемещения электрода и блок определения текущих координат, выходом подключенный к информационному входу регистратора, управляющий вход которого соединен с выходом бло ка сравнения. При этом блок сравнения выполнен в виде последовательно соединенных порогового элемента и формирователя импульса. Блок определения текущих координат выполнен в виде последова тельно соединенных счетчика импульсов, дешифратора, задатчика масштаба пересчета, многовходового элемента И и счетчика координат. Датчик перемещения кинематически связан с механизмом перемещения электрода. Устройство обеспечивает одновременный текущий контроль режима разряда и положения рабочего органа в процессе запресс.овки, что позволяет при отклонении режима регистрировать координаты труб, где произошпо это отклонение, т.е. где соединение некачественно и необходима повторная обработка. Возможность определения некачественной запрессовкипо отклонению режима разряда основана на однозначной связи между значением электрических параметров и величиной импульсного воздействия на трубу. Действительно запрессовка происходит под действием ударной волны, образующейся при электрическом разряде. Параметры уда ной волны однозначно связаны со значением электрических параметров разряда, поэтому, контролируя -их, можно судить о величине импульса давления приложенного к стенкам трубы при ее запрессовке, и о степени запрессовки.-. Наиболее распространенные причины некачественной запрессовки - это отклонение режима разряда от номинал ного за счет пробоя по юбке патрона отсутствие наполнителя в патроне и пробой гильзы патрона. Все эти причины ведут к шунтирующему ; разряду близкому к короткому замыканию. Элек трические параметры разрядов, близких к короткому замыканию,отличанугся от электрических параметров номинальных разрядов. Режим короткого замыкания характе ризуется малой степенью затухания, при этом по сравнению с номинальным режимом значительно возрастает ам плитудное значение всех полуволн, начиная со второй. Наиболее удобна для контроля вторая полуволна, так как она является первой среди полуволн, противоположных по знаку первой полуволне импульса тока. Поэтому устройство контроля может быть настроено на контроль сигналов, протнвоположных по знаку первой полуволне, и после прихода первого сигкалл противоположного знака (т.е. второй полуволны) возможно производить ее сравнение с заданием (значением в нo инaльнoм режиме) . В случае контроля последую щх полуволн возникла бы необходимость предусматривать закрытие входа устройства контроля ,на время действия предыдущих полуволн того же знака. Таким образом, при шунтирующем разряде амплитуда второй полуволны разрядного тока, увеличивающаяся в несколько раз по сравнению с номинальным разрядом, является наиболее удобной для использования ее в качестве входного сигнала при аппаратурной реализации устройства измерения, поэтому для косвенного определения некачественной запрессовки по электрическим параметрам используют амплитуду второй полуволны разрядного На чертеже схематично изображено устройство для осуществления предлагаемого способа. Устройство содержит последовательно соединенные датчик 1 тока, которьй может представлять собой, например, воздушньй трансформатор, блок 2сравнения и регистратор 3, в качестве которого может использоваться цифропечатакнцее устройство (например Ф 5033К), а также последовательно соединенные датчик 4 перемещения электрода, представляющий собой, например, преобразователь угла поворота вала механизма перемещения электрода в количество импульсов, и блок 5 определения текущих координат, подключенный к второму входу регистратора 3. Блок 2 сравнения содержит последовательно соединенные пороговый элемент 6 и формирователь 7 импульса. Блок 5 определения текущих координат содержит последовательно соединенные счетчик 8 импульсов, дешифратор 9, задатчик 10 масштаба пересчета, многовходовый элемент И 11 и счетчик 12 координат. Устройство, кроме того, содержит трубную решетку 13 теплообменного аппарата, электровзрывной патрон 14, генератор 15 импульсных токов и электрод 16. Первый вход регистратора является входом синхронизации, а второй информационным. В качестве регистратора можно использовать серийно выпускаемые цифропечатаюпще устройства (например, Ф 5033К, Щ68400, Щ6800). Споср.б осуществляется следующим .Образом. В процессе работы в электроим.пульсной установке, включающей генератор 15 импульсных токов и рабочий орган-Электрод 16, происходит накоплегше энергии с последуючщм разрядом на взрывающийся патрон 14, предварительно вставленный в трубную решетку 13. В процессе разряда возникает ударная волна, вьтолняющая работу по запрессовке трубы. Контроль режима разряда осуществляют в процессе запрессовки, т.е. в процессе высоко-вольтного разряда путем косвенной оценки импульсного воздействия по амплитуде второй полуволны разрядног тока. Приразряде сигнал с датчика 1 тока, пропорциональный разрядному то ку но противоположный ему по знаку поступает на пороговьй элемент 6 бло ка 2 сравнения. Для инвертирования си нала датчика его сигнальный вывод заземпяют, а нулевой подключают к входу блока 2 сравнения. В пороговом элементе происходат сравнение амплитуды второй полуволны разрядного тока с заданным значением, соответствующие нормальному разряду и, следовательно .обеспечивающим качественную запрессовку. Есди амплитудное значение вто рой полуволны разрядного тока превышает заданньй уровень, пороговый элемент 6 срабатывает и на его выходе появляется импульс, поступающий на формирователь 7 импульса, который формирует импульс с требуемыми параметрами, поступающий на вход синхро низации регистратора 3. Длительность импульса, формируемого формирователем 7, должна быть больше длительное ти переходного процесса в разрядном контуре установки. Это позволяет предохранить регистратор 3 от повтор ного срабатывания по приходу сигналов от полуволн разрядного тока, еле дующих за второй информационной полу волной. По приходу сигнала от формирователя 7 импульса регистратор 3 за носит информацию о месте нахождения электрода, т.е. о месте нахождения некачественного соединения-, с блока 5 текущих координат в свой регистр, и производит вывод информации на печать. Информация: о положении электрода, выводимая на печать, поступает по каналу датчик 4 перемещения электрода блок 5 текущих координат - регистратор 3. При подходе электрода к первой трубе устанавливают в ноль счетчик 12 координат и счетчик 8 импульсов. Датчик 4 перемещения электрода преобразует перемещение электрода 16 в количество импульсов, которые поочередно поступают на вход .счетчика 8 блока 5 текущих координат, позволяющего с учетом шага теплообменника преобразовьгоать количество импульсов, пропорциональное его перемещению, в координату текущего положения электрода, определяемую порядковым номером запрессовываемой в данньш момент трубы. Преобразование в блоке 5 текущих координат вьшолняется следукнцим образом. В задатчике 10 масщтаба пересчета устанавливают масштаб пересчета определяемый шагом теплообменника (расстоянием между осями соседних трубок). Импульсы с датчика 4. перемещения поступают на счетчик 8 и через дешифратор 9 на входы элемента И 11. При совпадении количества поступивших И1 шульсов с шагом, заданным задатчиком 10 масштаба пересчета, элемент И 11 вьдает импульс на вход координатного счетчика 12. Информация с выхода координатного счетчика 12 заносится в регистр регистратора 3 в момент прихода сигнала,с блока 2 сравнения, что соответствует аномальному режиму разр5сда „ Таким образом, на регис.тратор 3 выводится информация, соответствующая координатам (номерам труб) с некачественной запрессовкой. После обработки теплообменника сразу же имеется распечатка координат труб с некачественной запрессовкой, требуюищх повторной обработки . Применение в предл: агаемом устройстве датчика тока позволяет получать сигнал, пропорциональный току в разрядном контуре. Блок сравнения дает возможность сравнить ам7плитуду второй полуволны разрядного тока с заданной величиной, соответствующей номинальному разряду, и в случае отитонения вьщать сигнал в устройс-тво управления. Применение д чика перемещения позволяет преобразовывать величину перемещения элект рода в количество импульсов, поступакяцих на вход блока текущих координ, с помощью которого Определяют значение координаты текущего положе ния злектрода. Регистратор, например, цифропечатакщее устройство позволяет регистрировать крординаты электрода, соответствующие аномальным разрядам. 938 Таким образом, предложенный способ дает возможность определять положение некачественных соединений автоматически в процессе запрессовки и после обработки получать распечатKV их координат. Следовательно, использование предслагаемого способа по сравнению с известным позволяет повысить производительность запрессовки, так как исключаются затраты времени на поиск труб, требующих повторной обработки, а также автоматизировать процесс и повысить производительность запрессовки.
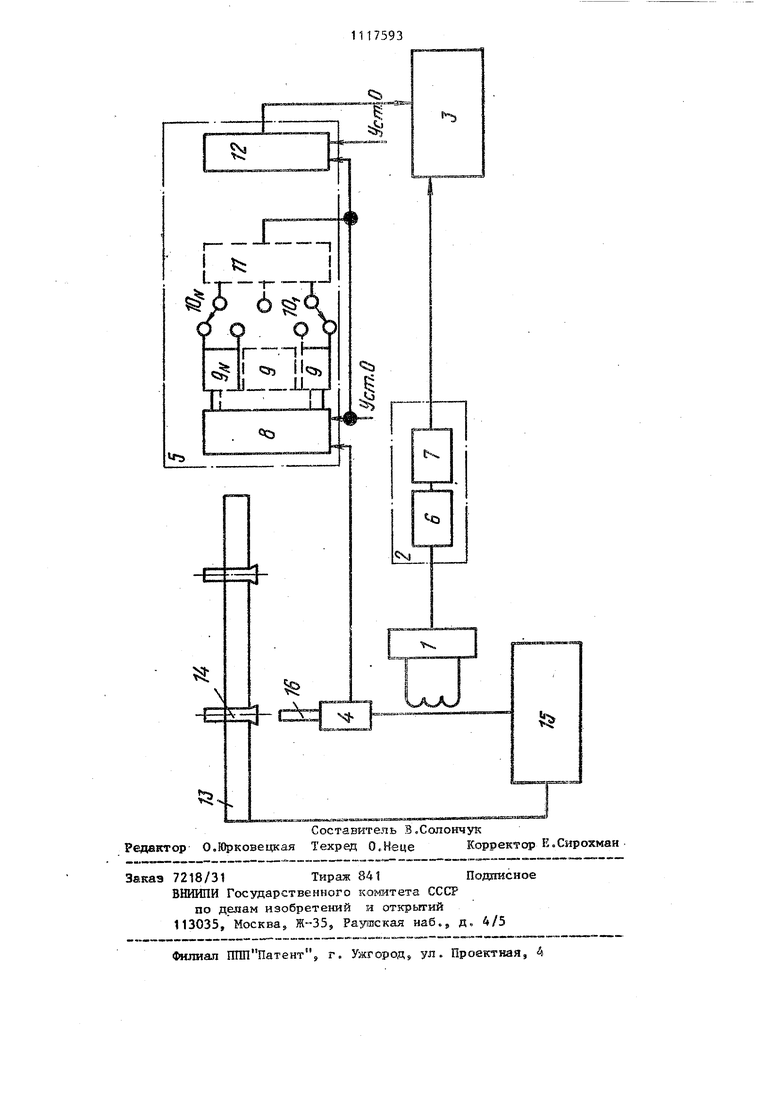
1. Способ определения и регистрации некачественных соединений труб при их электроимпульсной запрессовке, заключающийся в измерении параметра, косвенно характеризующего степень запрессовки, сравнении величины этого параметра с заданной и регистрации положения некачественного соединения, отличающийся тем, что, с целью повьшения производительности запрессовки путем авто. матизации определения и регистрации некачественных соединений, измеряют величину второй полуволны разрядного тока и координаты электрода, сравнивают величину второй полуволны, разрядного тока с заданной и при превышении заданного значения величиной второй полуволны разрядного тока фиксируют наличие некачественного cqeдинения и регистрируют координаты электрода, определяющие положение этого некачественного соединения. 2.Устройство для осуществления способа по п. 1, содержащее последовательно соединенные датчик тока и блок сравнения, отличающеес я тем, что в устройство введены (Л регистратор, а также последовательно С соединенные датчик перемещения электрода и блок определения текущих кооро динат, вькодом подключенный к информас ционному входу регистратора, управляющий вход которого соединен с выходом блока сравнения. 3.Устройство по п. 2, отли чающееся тем, что блок сравнеСП ния вьшолнен в виде последовательно СО соединенных порогового элемента и фор00 мирователя импульса. 4.Устройство по п. 2, отличающееся тем, что блок определения текущих координат выполнен в виде последовательно соединенных счетчика импульсов, дешифратора, задатчика масштаба пересчета, много входового элемента И и счетчика координат.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мазуровский Б.Я | |||
| Электрогидроимпульсная запрессовка труб в решетках теплообменных аппаратов | |||
| Киев, Наукова думка, 1981, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Определение степени развальцовки труб - Судостроение, 1968, № 3, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Общие положения | |||
| Способ приготовления средств для протравливания семян | 1930 |
|
SU23691A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| i | |||
