Изобретение относится к уплотнительной технике, в частности к способам монтажа резиновых уплотнений в пазы закрытий судов, и может быть использовано в судостроении и судоремонте.
Цель изобретения - повышение надежности путем создания соединений с высокой стойкостью к вибродинамическим и ударным нагрузкам.
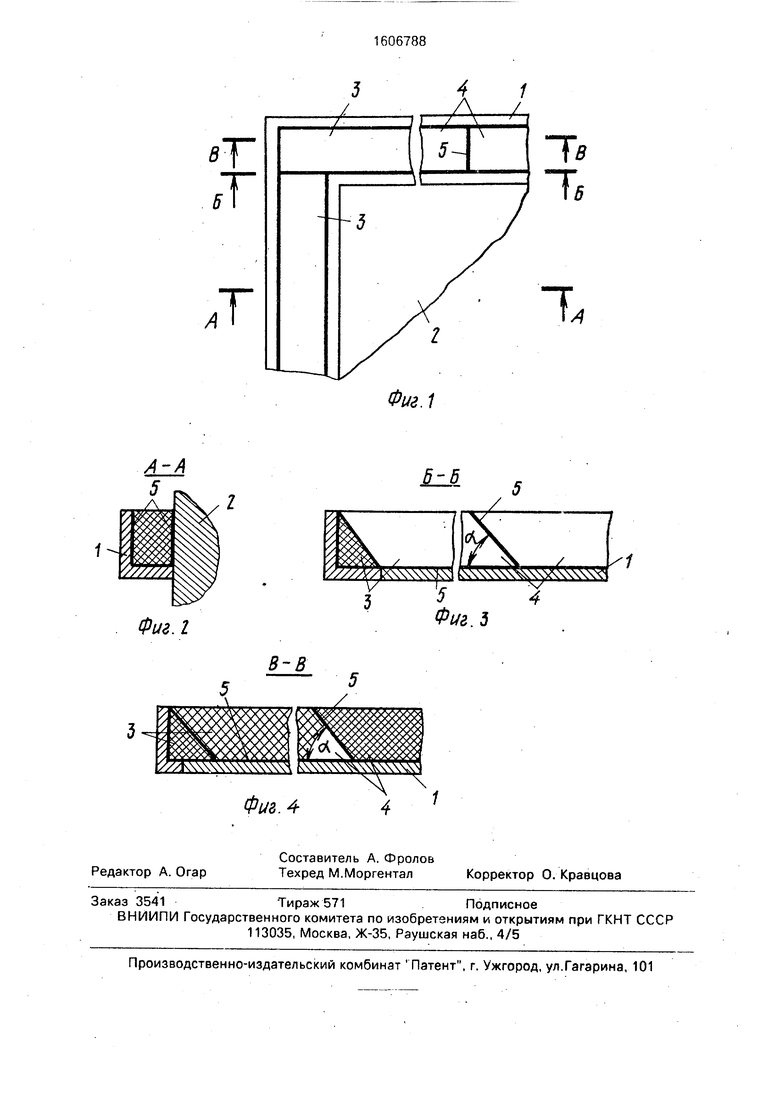
На фиг. 1 представлен фрагмент крышки закрытия судна; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
На фрагменте обозначены паз 1, выполненный с помощью уголка, приваренного к крышке 2 закрытия, и угловые 3 и прямолинейные 4 уплотнительные элементы. Крепление уплотнительных элементов 3 и 4 между собой с углом скоса к дну паза (с/), а также в пазу 1 выполнено с помощью клеевой композиции из форполимера на основе полиоксипропиленгликоля и толуилендиизоцианата с концевыми изоцианатными группами, модифицированного бисфено- лами, и ускорителя отверждения (клеевой шов 5).
Предлагаемый способ монтажа резиновых уплотнений в пазы закрытий судов осуществляют следующим образом.
Изготавливают уплотнительные элементы путем нарезки из резинового шнура марки С-509 по шаблону в соответствии с конфигурацией паза. Прямолинейные уплотнительные элементы заготавливают из шнура и стыкуют между собой с углом скоса к дну паза 20-60. Пазы закрытий зачищают от грязи и обезжиривают бензином. Клеевую композицию наносят шпателем в один слой толщиной 0,7-1,0 мм на обе склеиваемые поверхности уплотнительных элементов. Для крепления уплотнительных элементов по всему периметру паза клеевую композицию наносят только на поверхность паза (дно и стенки).
О
о
о
ч
00 00
Установку уплотнительных элементов в паз осуществляют последовательно, начиная с угловых элементов. После пригонки угловых элементов устанавливают остальные части уплотнения. По мере установки каждой части резинового уплотнения для удаления воздуха и обеспечения плотного прилегания резиновых уплотнений производят притирку его к пазу. При установке замыкающего уплотнительного элемента осуществляют пригонку стыка по длине, Обжимают резиновое уплотнение в пазу закрытия с помощью прижимных устройств. Прижимы устанавливают на расстоянии 500-700 мм и на стыках. Резиновые уплот- нения выдерживают под прижимом 8-12 ч. Затем прижимные устройства демонтируют, осматривают поверхность, Натеки, выступающие излишки . клея удаляют подрезкой ножом.
Предлагаемый способ монтажа резиновых уплотнений в пазы закрытий позволяет повысить эксплуатационную надежность и долговечность крепления уплотнений и защитить от коррозии пазы закрытий. Приме- нение клеевой композиции из форполимера на основе полиоксипропиленгликоля и толу- илендиизоцианата с концевыми изоцианат- ными группами, модифицированного бисфенолами, и ускорителя для крепления уплотнительных элементов между собой и в пазу закрытия судна дает возможность получить надежные клеевые соединения резина - резина, резина - металл. Клеевая п рослойка в узле крепления уплотнительного элемента в пазу закрытия после отверждения образует эластичную пленку, сохраняющую высокие деформационные свойства в широком интервале температур, близкие к свойствам резиновых уплотнений. Это придает
соединению высокую стойкость к вибродинамическим и ударным нагруз кам.
Кроме того, применение по предлагаемому способу указанной клеевой композиции для крепления уплотнительных элементов между собой и-в пазы закрытий упрощает технологический процесс монтажа, позволяя отказаться от изготовления уплотнительных элементов в пресс-формах, исключить операцию вулканизации стыка уплотнительных элементов при соединении линейных участков между собой и при стыковке их с угловыми элементами, а также исключить изготовление пресс-форм и вулканизаторов, необходимых для выполнения указанных работ на судостроительных и судоремонтных заводах.
Формула изобретения Способ монтажа резиновых уплотнений в пазы закрытий судов, включающий изготовление уплотнительных элементов и крепление готового контура уплотнения к дну и стенке паза клеевым составом, отличающийся тем, что, с целью упрощения технологического процесса, повышения эксплуатационной надежности и долговечности, изготовление уплотнительных элементов осуществляют путем их предварительной нарезки по шаблону из резинового шнура с углом скоса 20-60° к дну паза, укладывают эти элементы в паз закрытия с одновременным креплением между собой, к дну и стенке паза следующим клеевым составом, мае. доля: Форполимер на основе полиоксипропиленгликоля, толуилен- диизоцианата с концевыми изо- цианатными группами, модифицированный бисфенолами 1000 Ускоритель отверждения1-5
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНЕНИЕ ДЛЯ ГИДРОМАШИНЫ | 1991 |
|
RU2022157C1 |
| СПОСОБ МОНТАЖА РЕЗИНОВЫХ ПЛАСТИН ЭЛАСТИЧНОГО ПОКРЫТИЯ НА КРИВОЛИНЕЙНЫЕ МЕТАЛЛИЧЕСКИЕ ПОВЕРХНОСТИ | 2000 |
|
RU2177974C1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 1998 |
|
RU2144553C1 |
| Способ монтажа уплотнений направляющего аппарата гидромашины | 1982 |
|
SU1082981A1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО РЕЗИНОВОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2005 |
|
RU2280058C1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩАЮЩЕЙСЯ СТВОРКИ, ВЫПОЛНЕННОЙ В КАЧЕСТВЕ РАЗДВИЖНОЙ ИЛИ ПОДЪЕМНО-РАЗДВИЖНОЙ СТВОРКИ ОКНА ИЛИ ДВЕРИ | 2017 |
|
RU2786079C2 |
| ОБРАБОТАННЫЙ ПОЛИМОЧЕВИНОУРЕТАНОМ ШНУР ДЛЯ ПРИВОДНОГО РЕМНЯ И РЕМЕНЬ | 2010 |
|
RU2515321C2 |
| БЫСТРОСЪЕМНАЯ ТЕПЛОВАЯ ИЗОЛЯЦИЯ | 2004 |
|
RU2259510C1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ ВЫХЛОПНОГО ПАТРУБКА ПАРОВОЙ ТУРБИНЫ И КОНДЕНСАТОРА | 2018 |
|
RU2689234C1 |
| СБОРНОЕ ЖЕЛЕЗОБЕТОННОЕ ПОКРЫТИЕ ПУТЕЙ И ФИКСАТОРЫ ДЛЯ НЕГО (ВАРИАНТЫ) | 2007 |
|
RU2382135C2 |
Изобретение относится к уплотнительной технике и может быть использовано в судостроении. Целью изобретения является повышение надежности путем создания соединений с высокой стойкостью. Прямолинейные уплотнительные элементы заготавливают из шнура и стыкуют между собой с углом скоса к дну паза 20-60°. Пазы закрытий защищают от грязи и обезжиривают бензином. Клеевую композицию наносят шпателем в один слой толщиной 0,7-1,0 мм на обе склеиваемые поверхности уплотнительных элементов. Для крепления уплотнительных элементов по всему периметру паза клеевую композицию наносят только на поверхность паза. 4 ил.
Фиг. г
В-В
Фиг. 4
.1
111
/
/
XXNXVC iStXX XV VCC
3 I
Фиг.Ь
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Закрытия люковые, типовой технологический процесс изготовления и монтажа, раздел 1. | |||
