Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к способу обработки эластичного шнура для приводного ремня, к обработке, шнуру и изготавливаемому ремню, более конкретно, к армировке из углеродного волокна, обработанного полимочевиноуретаном, и в частности к шнуру из углеродного волокна, пропитанному влагоотверждаемой полимочевиноуретановой композицией.
Описание предшествующего уровня техники
Патент США № 5807194 (Knutson и др.), содержание которого во всей своей полноте включается в настоящий документ посредством данной ссылки, описывает синхронный приводной ремень, где основа ремня представляет собой литьевой уретановый ленточный материал, зубцы ремня образованы из основы, износоустойчивая армирующая ткань расположена вдоль периферических поверхностей зубцов ремня, и эластичный элемент в виде свернутого в спираль шнура внедрен в основу ремня и представляет собой пряжу из углеродного волокна, где существуют пустоты между волокнами шнура, и ленточный материал пронизывает по меньшей мере часть пустот шнура, поскольку ремень является литьевым, в результате чего пустоты шнура содержат, как минимум, приблизительно 0,21 мг ленточного материала на 1 мм3 объема шнура. Проникновение полиуретанового эластомера в шнур может придавать превосходную физическую адгезию. Однако уретан в отвержденном состоянии, как имеющий высокий модуль изгиба материал для ремня, может делать определенный материал шнура неприемлемым, когда он проникает в пустоты шнура, потому что пропитанный таким образом шнур может иметь неприемлемо высокий модуль изгиба. Кроме того, проникающий уретан может передавать чрезмерно высокое напряжение волокнам, составляющим шнур, и, таким образом, вызывает неприемлемый обрыв волокон, в результате чего происходит обрыв шнура. Литьевые полиуретановые материалы часто имеют такую вязкость, что трудно в достаточной степени пропитывать шнур. Проблемы, вызванные недостаточной пропиткой, включают изнашивание шнура, неудовлетворительную усталостную долговечность и т.д.
Патент США № 5231159 (Patterson и др.), содержание которого во всей своей полноте включается в настоящий документ посредством данной ссылки, описывает полученные методом литья или реакционным литьем под давлением (RIM) полиуретановые композиции, используемые для ремней. Полиуретаны представляют собой продукт реакции имеющего концевые изоцианатные группы форполимера (предпочтительно простой полиэфир), имеющего концевые аминогруппы или гидроксильные группы полиола и полиамина или полиола в качестве удлинителя цепи.
Патент США № 6964626 (Wu и др.), содержание которого во всей своей полноте включается в настоящий документ посредством данной ссылки, описывает усовершенствованные полиуретанмочевинные эластомеры, обладающие стабильностью при высокой температуре приблизительно до 140-150°C и гибкостью при низкой температуре приблизительно от -35 до -40°C, для использования в динамических устройствах. Данные эластомеры можно использовать для изготовления ремней, в частности автомобильных зубчатых или синхронных ремней, клиновых ремней, поликлиновых или микроклиновых ремней, плоских ремней и подобных изделий. Полиуретанмочевинные эластомеры изготавливают путем взаимодействия полиизоцианатных форполимеров с симметричными первичными диаминами в качестве удлинителей цепи, смесями симметричных первичных диаминов в качестве удлинителей цепи и вторичных диаминов в качестве удлинителей цепи или смесями симметричных первичных диаминов в качестве удлинителей цепи и неокисляющимися полиолами, все из которых выбраны так, чтобы устранить необходимость катализаторов, используя стандартные способы формования, и улучшить разделение фаз. Полиизоцианатные форполимеры представляют собой продукты реакции полиолов, которые не окисляются при высоких температурах, такие как поликарбонатные полиолы, сложные полиэфирполиолы или их смеси, с органическими полиизоцианатами, которые представляют собой имеющие компактные симметричные молекулы ароматические соединения, такие как парафенилендиизоцианат, 1,5-нафталиндиизоцианат и 2,6-толуолдиизоцианат, или алифатические соединения и обладают геометрической структурой транс- или транс,транс-типа, такие как транс-1,4-циклогександиизоцианат и транс,транс-4,4'-дициклогексилметилдиизоцианат.
Предшествующие усилия по обработке шнура более мягким материалом, чтобы изготовить более гибкий шнур в полиуретановых ремнях, привели к ремням, имеющим меньшее сопротивление кручению, повышенное тепловыделение во время изгиба, неудовлетворительное сопротивление расслаиванию и т.п. Обработка клеевыми материалами углеволоконного шнура, как правило, оказывалась менее чем достаточной для требований применения ремней, включая как полиуретановые, так и резиновые ремни. Представительными примерами обработки углеродных волокон клеевыми материалами в предшествующей технике являются патенты США № 6695733 и № 6945891 (Knutson), в которых описан зубчатый резиновый ремень с обработанным латексно-резорциноформальдегидным составом (RFL) эластичным шнуром из углеродных волокон. Кроме того, примеры клеевых материалов для обработки углеродных волокон в технике представляют собой эпоксидный грунтовочный материал RFL для обработки согласно патенту США № 4044540 (Toki и др.), а также грунтовочный материал и RFL для обработки согласно патенту США № 4978409 (Fujiwara и др.).
Публикация патентной заявки США № 2005-0271874A1 (Sakajiri и др.) описывает обработку углеродного волокна замасливателем, основным компонентом которого является ненасыщенное уретановое соединение. Японская патентная заявка № 2005-023480A2 (Sakajiri и др.) описывает полимерную композицию, включающую полиуретан, эпоксидную смолу и сшиватель, для пропитки жгута из углеродных волокон.
Патентная публикация США № 2009/0098194A1 описывает химию мочевиноуретанов.
Патент США № 3962511 описывает полиуретановые композиции для герметизации текстильного тканого материала ремней промышленных конвейеров и способ применения раствора полиуретановой реакционной смеси в органическом растворителе.
Следует отметить совместно рассматриваемые заявки № 11/947470 (подана 29 ноября 2007 г.) и № 12/044957 (подана 8 марта 2008 г.), и содержание обеих этих заявок во всей своей полноте включено в настоящий документ посредством данной ссылки.
Сущность изобретения
Настоящее изобретение относится к системам и способам, которые обеспечивают гибкие высокомодульные эластичные шнуры для армировки ремней и динамических резиновых изделий, включая полиуретановые приводные ремни и резиновые приводные ремни. Настоящее изобретение предлагает шнур, обладающий хорошей адгезией и совместимостью с материалами полиуретановой основы ремня и улучшенными эксплуатационными свойствами, включая прочность на растяжение, уменьшенное изнашивание или образование пыли, а также долговечность. Полиуретановые ремни согласно настоящему изобретению обладают улучшенной гибкостью для продолжительной эксплуатации, отгиба и т.п. и улучшенной обрабатываемостью резанием. Резиновые ремни с углеволоконными эластичными шнурами согласно настоящему изобретению проявляют улучшенные характеристики по сравнению с традиционным обработанным RFL углеволоконным шнуром. Настоящее изобретение относится к шнурам, обработанным клеевым материалом, которые можно применять для скрученных жгутов волокон с хорошим проникновением в жгут.
Настоящее изобретение относится к ремню с эластичным шнуром, внедренным в эластомерную основу ремня, где шнур подвергнут обработке полимочевиноуретановым (PUU) клеевым материалом. Клеевой материал PUU может, в основном, представлять собой полиуретановый форполимер, такой как сложный полиэфир или простой полиэфир или поликарбонат с концевой изоцианатной группой, который получают путем взаимодействия полиола с диизоцианатом. Сложный полиэфир может представлять собой поликапролактон. Полиол может представлять собой смесь диола и триола. Диизоцианат может представлять собой имеющий симметричные компактные молекулы диизоцианат, такой как PPDI, TDI, MDI и т.п. Диизоцианат может не быть совершенно симметричным, но предпочтительно он является таким. Клеевой материал для обработки может представлять собой имеющий компактные симметричные молекулы диаминный отвердитель, или можно осуществлять отверждение, используя воду, такую как влага окружающей среды. Настоящее изобретение также относится к эластичному шнуру и к клеевой композиции.
В варианте осуществления настоящего изобретения эластичный шнур может, в основном, представлять собой волоконную пряжу из углеродных волокон, которые могут быть скручены перед пропиткой клеевым материалом. Пустоты между волокнами, независимо от типа волокна, могут быть частично или полностью заполнены клеевым материалом. Волокна можно покрывать клеевым материалом. Заполнение может составлять от 20% до 99% или 100% объема пустот. Хотя можно покрывать волокна и заполнять некоторые пустоты клеевым материалом, покрытие может быть относительно тонким и недостаточным, чтобы полностью соединять вместе все волокна. В варианте осуществления с использованием литьевого полиуретана в качестве материала основы ремня литьевой полиуретан может пропитывать некоторые или все остальные пустоты и вступать в непосредственный контакт с покрытием из клеевого материала. В качестве альтернативы шнур может содержать дополнительное покрытие из клеевого материала.
Настоящее изобретение также относится к способу, включающему стадии изготовления клеевого пропиточного раствора замешиванием или растворением полиуретанового форполимера в подходящем растворителе вместе с имеющим небольшие или компактные симметричные молекулы диаминным отвердителем, пропитки пряжи или скрученной пряжи в пропиточном растворе, испарении растворителя и по меньшей мере частичного отверждения клеевого материала. Отвердитель может представлять собой только воду, источником которой может быть влага окружающей среды, присутствующая в растворителе и/или воздухе. Во время отверждения мочевина образует связи между изоцианатными концевыми группами молекул форполимера. Форполимер может быть линейным (две изоцианатные концевые группы) или разветвленным (три или более изоцианатных концевых групп) (предпочтительны форполимеры только с двумя или тремя группами или их смеси).
Выше описаны довольно широко признаки и технические преимущества настоящего изобретения для лучшего понимания следующего далее подробного описания настоящего изобретения. Дополнительные признаки и преимущества настоящего изобретения будут описаны в настоящем документе, который представляет собой предмет формулы настоящего изобретения. Специалисты в данной области техники должны оценить, что описанная концепция и конкретный вариант осуществления можно легко использовать в качестве основы для модификации или разработки других структур для осуществления тех же целей настоящего изобретения. Специалисты в данной области техники должны также понимать, что такие эквивалентные конструкции не выходят за пределы идеи и объема настоящего изобретения, которые приведены в прилагаемой формуле изобретения. Новые отличительные особенности, которые считаются характеристиками настоящего изобретения, в отношении его организации и способа осуществления, вместе с дополнительными целями и преимуществами, станут более понятными из следующего описания при рассмотрении в сочетании с сопровождающими чертежами. Однако следует определенно понимать, что каждый из данных чертежей приведен исключительно в целях иллюстрации и описания и не предназначен в качестве определения границ настоящего изобретения.
Краткое описание чертежей
Сопровождающие чертежи, которые включены в качестве неотъемлемой части настоящего описания и в которых аналогичные численные обозначения относятся к аналогичным деталям, иллюстрируют варианты осуществления настоящего изобретения и вместе с описанием служат для разъяснения принципов настоящего изобретения. На данных чертежах:
фиг.1 представляет фрагмент вида в перспективе, с деталями в разрезе, синхронного ремня, изготовленного в соответствии с вариантом осуществления настоящего изобретения;
фиг.2 представляет фрагмент вида в перспективе, с деталями в разрезе, клинового ремня, изготовленного в соответствии с вариантом осуществления настоящего изобретения;
фиг.3 представляет фрагмент вида в перспективе, с деталями в разрезе, поликлинового ремня, изготовленного в соответствии с вариантом осуществления настоящего изобретения;
фиг.4 представляет схему испытания гибкости использованного для исследования характеристик ремня согласно варианту осуществления настоящего изобретения.
Подробное описание
Настоящее изобретение относится к полимочевиноуретановой (PUU) клеевой композиции для использования в текстильных волокнах и, в частности, для изготовления обработанного эластичного шнура, применяемого в армированных резиновых изделиях, таких как ремни или шланги. Основой клеевого материала PUU является связанный уретаном форполимер, который затем отверждают аминами или водой, образуя мочевинные связи. Клеевой материал PUU может быть предпочтительно влагоотверждаемым, а не отверждаемым аминами. Основой клеевого материала PUU может служить предпочтительно форполимер парафенилендиизоцианат (PPDI) и поликапролактон (PCL). Обработанный шнур PUU имеет определенные преимущества в ремнях из полиуретана (PU) и/или PUU или других полиуретановых изделиях, изготовленных как из литьевого эластомера, так и из термопластического эластомера. С подходящим покрытием из клеевого материала обработанный шнур PUU также является подходящим для использования в резиновых ремнях, шлангах или других резиновых изделиях. Волокно обработанного шнура может предпочтительно представлять собой углеродное волокно.
Основой клеевого материала PUU может служить полиуретановый форполимер, такой как сложный полиэфир, простой полиэфир или поликарбонат с концевыми изоцианатными группами. Такие форполимеры получают, когда взаимодействуют полиизоцианат и полиол (т.е. содержащий концевую гидроксильную группу полимер, предпочтительно диол и/или триол). Предпочтительно полиизоцианат представляет собой имеющий симметричные компактные молекулы диизоцианат, такой как PPDI, 2,4- и/или 2,6-толуолдиизоцианат (TDI), 4,4'-метилендифенилдиизоцианат (MDI) и т.д. Полиизоцианат может не быть совершенно симметричным, но предпочтительно он является симметричным. Полиуретановый форполимер можно затем растворять в подходящем растворителе вместе с имеющим небольшие или компактные симметричные молекулы диаминным отвердителем/удлинителем цепи или только с водой, источником которой может быть просто влага окружающей среды, присутствующая в растворителе и/или воздухе, которая после испарения растворителя взаимодействует, образуя мочевинные связи между изоцианатными концевыми группами молекул форполимера. Форполимер может быть линейным (т.е. содержащим две изоцианатные концевые группы) или разветвленным (т.е. содержащим три или более изоцианатных концевых групп), но предпочтительными являются форполимеры, содержащие только две или три изоцианатные концевые группы, или их смеси или сочетания. Мочевинные связи/сегменты агрегируются, образуя домены с жесткими сегментами, рассеянные среди матрицы с мягкими сегментами сложного полиэфира, простого полиэфира и т.д. Для применения в шнурах ремней обнаружено преимущество в изготовлении более мягкого клеевого материала, чем материал основы ремня, поэтому имеющие небольшие компактные молекулы отвердители являются предпочтительными. Наиболее предпочтительным отвердителем является вода, образуя имеющий самые мелкие жесткие сегменты и, таким образом, наиболее мягкий клеевой материал PUU. Наиболее предпочтительным образующим мягкие сегменты соединением для изготовления ремней является сложный полиэфир, такой как поликапролактон, вследствие его превосходного термического сопротивления, сопротивления разрыву и т.д. Простые полиэфиры, как правило, имеют меньшее сопротивление разрыву, чем сложные полиэфиры. Сопротивление разрыву может быть очень важным для армированных резиновых изделий, таких как ремни, особенно на границе раздела между шнуром и основой изделия или для зубчатого соединения ремня. Наиболее предпочтительный диизоцианат для применения в ремнях представляет собой PPDI вследствие его термически устойчивых связей и его наилучшей способности взаимодействовать с водой в качестве предпочтительного отвердителя. Шнуры, изготовленные предпочтительно из PUU, становятся чрезвычайно гибкими после пропитки или обработки, и, таким образом, их частично или полностью пропитывают PUU. В результате обработанные шнуры подвергаются минимальному технологическому повреждению во время изготовления и конечного применения, и они образуют прочную связь с разнообразными составами литьевого PU или PUU для основы ремней, с термопластическими эластомерами (TPE), и термопластическими полиуретанами (TPU) и с резиной в вулканизированных резиновых ремнях. Для некоторых применений данную связь можно усилить покрытием из подходящих клеевых материалов.
Общий термин «полиуретан» (PU), который можно обычно использовать в технике, включает полимочевины, полиизоцианураты и другие полимеры, которые могут фактически содержать небольшое или нулевое число уретановых групп или связей. В настоящем документе термин «полиуретан» используют в более буквальном смысле для обозначения полимеров, которые представляют собой продукты реакции изоцианатов и спиртов и, таким образом, содержат значительные количества уретановых связей -NR-CO-O-. В описании и формуле настоящего изобретения термин «полимочевина» используют для обозначения полимеров, которые представляют собой взаимодействия изоцианатов друг с другом в присутствии влаги или воды, или взаимодействия изоцианатов с аминами, которые могут представлять собой промежуточные продукты реакции, в результате чего образуются значительные количества мочевинных связей -NR'-CO-NR″-. В данных уретановых или мочевинных связях каждый из R, R', и R″ независимо представляет собой атом водорода, алкильную или арильную группу. В термин «полимочевина» включены биуреты, которые образуются, когда мочевинная группа взаимодействует с дополнительным изоцианатом, образуя разветвленный полимер. Термин «полиизоцианурат» используют для обозначения полимеров, которые представляют собой продукты реакции изоцианатов друг с другом при повышенных температурах, когда образуется триизоциануратная кольцевая структура. Значение терминов «полимочевина» и «полиуретан» не подразумевает абсолютной чистоты реакции, и они используются для обозначения того, что считается преобладающим механизмом реакции и/или продуктом реакции, включенным в систему клеевого материала согласно настоящему изобретению. Таким образом, без дополнительного упоминания могут присутствовать в незначительной степени другие продукты реакции или другие механизмы реакции в том, что может по-прежнему называться в настоящем документе как преобладающий полимочевиноуретановый продукт реакции. Термин «полимер» следует понимать как включающий полимеры, сополимеры (например, полимеры, полученные с использованием двух или более различных мономеров), олигомеры и их сочетания, а также полимеры, олигомеры или сополимеры, которые можно получить в виде смешивающейся композиции. Термин «форполимер» означает мономер или систему мономеров, которые прореагировали, образуя состояние с промежуточной молекулярной массой. Данный материал может дополнительно полимеризоваться за счет реакционноспособных групп, образуя полностью отвержденное высокомолекулярное состояние. По существу, смеси реакционноспособных полимеров с непрореагировавшими мономерами можно также называть термином «форполимеры». Как правило, такие форполимеры представляют собой полимеры с относительно низкой молекулярной массой, которая обычно находится между массой мономера и пленочного полимера или смолы. По существу, специалист в данной области техники может ожидать, что мономеры взаимодействуют с образованием полимочевиноуретана, в результате чего мономер больше не присутствует, как только образуется полимер. Однако в некоторых композициях, описанных в настоящем документе, как мономер, так и полимер может присутствовать в составе перед его отверждением, и после отверждения остаточный мономер может по-прежнему присутствовать в отвержденном полимере. Термин «полиамин» используют для обозначения соединений, содержащих по меньшей мере две (первичные и/или вторичные) функциональные аминогруппы на молекулу. Термин «полиол» используют для обозначения соединений, содержащих по меньшей мере две гидроксильные функциональные группы на молекулу. Термин «диол» используют для обозначения соединений, содержащих две гидроксильные функциональные группы на молекулу. Термин «триол» используют для обозначения соединений, содержащих три гидроксильные функциональные группы на молекулу. Термины «полиизоцианат» и «полиизотиоцианат», которые объединяются термином «полиизо(тио)цианат», используют для обозначения соединений, содержащих, соответственно, по меньшей мере две изоцианатные или изотиоцианатные функциональные группы на молекулу. Термин «диизоцианат» используют для обозначения соединений, содержащих две изоцианатные функциональные группы на молекулу.
Полиуретановые форполимеры, используемые в вариантах осуществления настоящего изобретения, можно получать путем взаимодействия полиола с полиизоцианатом согласно способам, известным в технике. Используемые полиолы включают, но не ограничиваются этим, сложные полиэфирполиолы, простые полиэфирполиолы, простые политиоэфирполиолы, поликарбонатные полиолы и поликапролактоновые полиолы. Поликапролактоны можно рассматривать в качестве типов сложных полиэфиров. Предпочтительные полиолы для применений, требующих термической устойчивости, не окисляются вплоть до 150°C и включают, но не ограничиваются этим, сложные полиэфирполиолы, поликапролактоновые полиолы и поликарбонатные полиолы. Сложные полиэфирполиолы, используемые в настоящем изобретении, включают, но не ограничиваются этим, продукты реакции многоатомных спиртов, предпочтительно двухатомных спиртов с добавкой некоторого количества трехатомных спиртов, и/или многоосновных карбоновых кислот, предпочтительно двухосновных карбоновых кислоты с добавкой некоторого количества трехосновных карбоновых кислот. Ангидриды соответствующих поликарбоновых кислот или сложные эфиры соответствующих поликарбоновых кислот и низших спиртов или их смеси являются предпочтительными по сравнению с соответствующими свободными поликарбоновыми кислотами для получения сложных полиэфиров. Поликарбоновые кислоты могут быть алифатическими, циклоалифатическими и/или ароматическими по своей природе. Далее приведены следующие неограничительные примеры: янтарная кислота, адипиновая кислота, суберовая кислота, азелаиновая кислота, себациновая кислота, фталевая кислота, изофталевая кислота, тримеллитовая кислота, ангидрид фталевой кислоты, ангидрид тетрагидрофталевой кислоты, ангидрид гексагидрофталевой кислоты, ангидрид тетрахлорфталевой кислоты, ангидрид эндометилентетрагидрофталевой кислоты, ангидрид глутаровой кислоты, фумаровая кислота, димерные и тримерные жирные кислоты, необязательно смешанные с мономерными жирными кислотами, диметилтерефталат и сложные бис-эфиры терефталевой кислоты и гликолей. Подходящие многоатомные спирты, используемые для получения указанных сложных полиэфиров, включают, но не ограничиваются этим, следующие: этиленгликоль, 1,2- и 1,3-пропиленгликоль, 1,4- и 2,3-бутиленгликоль, 1,6-гександиол, 1,8-октандиол, 1,10-декандиол, неопентилгликоль, 1,4-циклогександиметанол или 1,4-бис-гидроксиметилциклогексан, 2-метил-1,3-пропандиол, глицерин, триметилолпропан (TMP), 1,2,6-гексантриол, 1,2,4-бутантриол, триметилолэтан и их смеси. Можно также использовать сложные полиэфиры лактонов, такие как ε-капролактон, и гидроксикарбоновые кислоты, такие как ω-гидроксикапроновая кислота.
Подходящие поликарбонатные полиолы известны и могут быть получены, например, путем взаимодействия диолов, таких как 1,3-пропандиол, 1,4-бутандиол, 1,6-гександиол, 1,10-декандиол, неопентилгликоль, диэтиленгликоль, триэтиленгликоль или тетраэтиленгликоль и их смеси, с диарилкарбонатами, такими как, например, дифенилкарбонат, диалкилкарбонат, например, диэтилкарбонат, или с фосгеном. Подходящие простые полиэфирполиолы известны и включают содержащие концевые гидроксильные группы простые полиэфиры, такие как вещества на основе алкиленоксидов, которые включают пропиленоксид (PPO), этиленоксид и политетраметиленоксид (PTMO). Предпочтительный алкиленоксид представляет собой полипропиленоксид. Полиол может представлять собой простой полиэфирполиол, в котором среднее число гидроксильных функциональных групп составляет приблизительно от 2 до 8, и средняя гидроксильная эквивалентная масса составляет приблизительно от 500 до 5000, или простой полиэфирполиол в котором среднее число гидроксильных функциональных групп составляет приблизительно от 2 до 4, и средняя гидроксильная эквивалентная масса составляет приблизительно от 1000 до 3000. В варианте осуществления в простом полиэфирполиоле среднее число гидроксильных функциональных групп составляет приблизительно от 2 до 3, и средняя гидроксильная эквивалентная масса составляет приблизительно от 1500 до 2500.
Предпочтительные полиолы представляют собой поликарбонатные полиолы и сложные полиэфирполиолы, у которых молекулярные массы составляют от приблизительно 500 до приблизительно 4000 или 5000, или смеси данных полиолов. Более предпочтительные полиолы представляют собой поли(гексаметиленкарбонат) (PCB) диол и/или триол, поликапролактон (PCL) диол и/или триол и поли(гексаметиленадипат) диол и/или триол, у которых молекулярные массы составляют от приблизительно 300 или 500 до приблизительно 4000 или 5000. Наиболее предпочтительные полиолы в эластичных шнурах для ремней и шлангов представляют собой поликапролактондиолы и/или триолы. Наиболее предпочтительные молекулярные массы составляют от приблизительно 1500 до приблизительно 2500 для диолов и от приблизительно 1000 до приблизительно 4000 или от приблизительно 2500 до приблизительно 3500 для триолов. Полиолы сушат до влажности на уровне, составляющем менее чем приблизительно 0,03 масс.%, и предпочтительно на уровне, составляющем приблизительно 0,0150 масс.%, перед взаимодействием с диизоцианатами для получения полиизоцианатных форполимеров, используемых в настоящем изобретении. Полиол, используемый для получения форполимера, может представлять собой смесь по меньшей мере одного триола, выбранного из перечисленных выше полиолов, и одного или более других полиолов, предпочтительно диолов. Наиболее предпочтительные диолы и триолы представляют собой наиболее предпочтительные полиолы, перечисленные выше. Количество триола в качестве сшивателя в смеси полиолов не ограничено определенным образом, поскольку можно использовать любое количество триола, составляющее приблизительно от 2% до 100%. Тем не менее, в предпочтительных вариантах осуществления количество триола в смеси полиолов может составлять предпочтительно от 5% до приблизительно 65 масс.%, предпочтительнее от приблизительно 15% до приблизительно 55% суммарного количества полиолового компонента форполимера. Остальная масса смеси полиолов может представлять собой диол. Чрезмерно малое количество триола приводит к недостаточной сшивке и малому или нулевому улучшению качества при высокой температуре, в то время как чрезмерно большое количество триола приводит к затруднениям при обработке или смешивании вследствие увеличения вязкости форполимера и/или недостаточного смачивания или проницания текстильного армирующего материала полиуретаном и/или химической неустойчивости смеси. В вариантах осуществления настоящего изобретения форполимер можно получать, смешивая форполимер на основе диола с форполимером на основе триола. Однако это затрудняется повышенной вязкостью форполимеров на основе триола. Таким образом, в предпочтительном варианте осуществления форполимер получают из смеси диола и триола, используя предпочтительно полиолы PCL.
Используемые полиизоцианаты для получения форполимеров включают, но не ограничиваются этим, парафенилендиизоцианат (PPDI), 2,4- и/или 2,6-толуолдиизоцианат (TDI), 4,4'-метилендифенилдиизоцианат (MDI), гексаметилендиизоцианат (HDI), 1,5-нафталин диизоцианат (NDI), транс-1,4-циклогександиизоцианат (t-CHDI), триметилксилилендиизоцианат (TMXDI), изофорондиизоцианат (IPDI) и подобные вещества, а также их смеси. Органические полиизоцианаты, подходящие для полиизоцианатных форполимеров, используемых в настоящем изобретении, предпочтительно представляют собой те, которые обладают следующими характеристиками: компактная и симметричная структура для ароматических соединений, или геометрическая транс- или транс,транс-конфигурация для алифатических соединений в целях улучшенного фазового разделения образующихся в результате эластомеров и высокая способность реагировать с аминогруппами или водой, чтобы устранить необходимость включения в их составы катализаторов, которые в противном случае ускоряли бы обратное превращение образующихся эластомеров при высоких температурах. Полиизоцианаты, предпочтительные в качестве исходных компонентов для получения полиуретановых форполимеров, включают, но не ограничиваются этим, имеющие компактные симметричные молекулы ароматическое диизоцианаты, включая, но не ограничиваясь этим, PPDI, NDI и 2,6-толуолдиизоцианат (2,6-TDI). Полиизоцианаты, используемые в качестве исходных компонентов для получения полиизоцианата форполимеры, также включают циклоалифатические диизоцианаты с геометрической транс- или транс,транс-конфигурацией. Эти изомеры, как правило, являются чистыми, т.е. они существуют в практическом отсутствии изомеров цис-конфигурацией, и, таким образом, способствуют хорошему фазовому разделению сразу после отверждения. Они включают, но не ограничиваются этим, t-CHDI и транс,транс-4,4'-дициклогексилметилдиизоцианат (t,t-HMDI). Наиболее предпочтительным для использования в вариантах осуществления настоящего изобретения в целях армировки эластичных шнуров для ремней и шлангов является PPDI.
Удлинители цепи (т.е. отвердители), используемые в настоящем изобретении выбирают таким образом, чтобы они были способны в течение достаточного времени реакции с форполимером образовывать желательные мочевинные связи, обеспечивая желательную степень фазового разделения и свойства жестких сегментов. Удлинитель цепи может включать соединение типа алифатических аминов, ароматических аминов и их смеси. Удлинитель цепи может включать алифатический амин, такой как этилендиамин, 1,3-диаминопропан, 1,4-диаминобутан, гексаметилендиамин, аминоэтаноламин, 1,4-диаминоциклогексан, изофорондиамин (IPDA) и триэтилентетрамин. Удлинитель цепи может предпочтительно представлять собой ароматический амин, который может включать 2,4-диаминотолуол, 2,6-диаминотолуол, 1,5-нафталиндиамин, 1,4-фенилендиамин, 1,4-диаминобензол, 4,4'-метилен бис(ортохлоранилин) (MOCA), 1,4-бутиленгликоль, 4,4'-метиленбисдианилин (MDA), 3,5-диэтил-2,4-диаминотолуол, диэтилтолуолдиамин (DETDA), диаминобензоат триметиленгликоля (TMGDAB), 4,4'-метиленбис(3-хлор-2,6-диэтиланилин) (MCDEA) и 3,3',5,5'-тетраизопропил-4,4'-метиленбисанилин. Предпочтительные удлинители цепи представляют собой имеющие небольшие компактные симметричные молекулы ароматические диамины. Предпочтительно у удлинителя цепи молекула не больше, чем у TMGDAB. Предпочтительно отвердитель содержит не более чем два фенильных кольца и/или не более чем три атома углерода в алифатической группе. В более предпочтительном варианте осуществления удлинитель цепи представляет собой воду, включая, например, влагу окружающей среды. Вода образует наиболее компактные мочевинные связи -NH-CO-NH-. Простые мочевинные связи, образованные путем взаимодействия с водой в качестве отвердителя, сводят к минимуму домены с жесткими сегментами, обеспечивая при этом хорошее фазовое разделение и физические свойства. Это приводит к хорошей гибкости получаемых в результате обработки волокон или эластичных шнуров, что желательно для использования в динамических применениях резины, таких как ремни и шланги. Кроме того, такой малый жесткий сегмент на основе воды в сочетании с небольшим симметричным диизоцианатом, таким как PPDI, приводит к хорошему общему балансу свойств, включая высокотемпературную устойчивость, гибкость, упругость и прочность.
Симметричные первичные диамины, используемые в качестве удлинителей цепи для получения полимочевиноуретанового клеевого материала в соответствии с вариантом осуществления настоящего изобретения, представляют собой те, которые способны быстро взаимодействовать с полиизоцианатными форполимерами без необходимости катализаторов. Симметрия удлинителей цепи, используемых в варианте осуществления настоящего изобретения, обеспечивает улучшенное фазовое разделение и, следовательно, увеличение термической устойчивости конечных эластомеров PUU в динамических применениях. Подходящие первичные диамины в качестве удлинителей цепи включают, но не ограничиваются этим, симметричные ароматические амины с молекулярными массами от приблизительно 90 до приблизительно 500 и их смеси. Примеры включают: 1,4-фенилендиамин, 2,6-диаминотолуол, 1,5-нафталиндиамин, 4,4'-диаминодифенилметан, 3,3'-диметил-4,4'-диаминодифенил метан, 1-метил-3,5-бис(метилтио)-2,6-диаминобензол, 1-метил-3,5-диэтил-2,6-диаминобензол, 4,4'-метилен-бис-(3-хлор-2,6-диэтиланилин), 4,4'-метилен-бис-(орто-хлоранилин), 4,4'-метилен-бис-(2,3-дихлоранилин), ди-пара-аминобензоат триметиленгликоля, 4,4'-метилен-бис-(2,6-диэтиланилин), 4,4'-метилен-бис-(2,6-диизопропиланилин), 4,4'-метилен-бис-(2-метил-6-изопропиланилин), 4,4'-диаминодифенилсульфон и подобные вещества. Симметричные первичные диамины в качестве удлинителей цепи можно необязательно сочетать с небольшим количеством вторичных диаминов в качестве удлинителей цепи, чтобы изменять эластомерные характеристики, такие как жесткость. Подходящие примеры вторичных диаминов в качестве удлинителей цепи имеют молекулярные массы от приблизительно 150 до приблизительно 500 и включают, но не ограничиваются этим, N,N'-ди-втор-бутиламинобензол и N,N'-ди-втор-бутиламинодифенилметан.
Может оказаться полезным блокирование изоцианатных групп в форполимере. Подходящие блокирующие реагенты включают поликетимины, фенолы, капролактам, оксимы, триазолы, определенные спирты, и β-дикарбонильные соединения, такие как этилацетоацетат и этилмалонат. Предпочтительный блокирующий реагент представляет собой метилэтилкетоксим (MEKO).
В настоящем изобретении можно также использовать другие разнообразные добавки, чтобы способствовать обработке изделия из композиции согласно настоящему изобретению или содействовать функции продукта, изготовленного из эластомера согласно настоящему изобретению, включая антиоксиданты, пластификаторы, наполнители, красители, усилители адгезии, сореагенты, удлинители цепи и подобные вещества. Например, антиоксиданты используют, в частности, когда эластомерную композицию согласно настоящему изобретению используют для изготовления приводного ремня. Подходящие антиоксиданты включают 2,6-ди-трет-бутилфенол и полиалкиленгликолевые сложные эфиры пространственно затрудненных фенолов замещенных алкановых кислот. Примеры антиоксидантов включают сложный эфир 3,5-ди-трет-бутил-4-гидроксибензойной кислоты и этиленгликоля и бис{3-(3-метил-5-трет-бутил-4-гидроксифенил)пропионат} триметиленгликоля. Примеры используемых или подходящих пластификаторов включают органофосфаты, диалкилэфирдиалкилэфиры и полиалкиленэфирдиалкилэфиры, такие как диалкилэфиры ди- или полиэтиленгликоля. Диалкилэфирдиэфиры включают C4-C12-эфир-C1-C4-эфир- или полиэфирдикарбоновые кислоты. Примеры таких пластификаторов могут включать сложные эфиры, такие как капроноат, каприлат, гексаноат, гептаноат, пеларгонат, 2-этилгексаноат и подобные вещества. Примеры таких пластификаторов могут включать диалкилэфиры простых эфиров, такие как этиленгликоль, пропиленгликоль, триэтиленгликоль, тетраэтиленгликоль и полиэтиленгликоли, у которых молекулярная масса составляет приблизительно до 800. Могут быть включены и другие полиолы, полиизоцианаты, имеющие концевые изоцианатные группы полимеры, эпоксиды и/или амины, хотя их предпочтительно не включают, в качестве усилителей адгезии, сореагентов, удлинителей цепи.
С композицией согласно настоящему изобретению можно использовать и другие добавленные соединения. Они включают катализаторы, чтобы уменьшать время реакции компонентов. Катализаторы можно выбирать из любых желательных соединений, известных в технике, таких как металлоорганические соединения, третичные амины и алкоксиды щелочных металлов. Однако полимочевиноуретаны можно получать с катализаторами или без них, при этом полиуретаны на основе полиолов, в которых не содержатся аминные концевые группы, наиболее часто получают с катализатором. Подходящие металлоорганические соединения, используемые в качестве катализаторов, включают, но не обязательно ограничиваются этим, алифатические карбоксилаты олова, ртути, железа, цинка, висмута, сурьмы, кобальта, марганца, ванадия, меди и подобные вещества. Примеры включают соединения с органическими лигандами, которые представляют собой карбоновые кислоты, содержащие от 2 до 20 атомов углерода, такие как дилаурат дибутилолова, дилаурат диметилолова, пропионат фенилртути, нафтенат меди, неодеканоат висмута и подобные вещества. В предпочтительном варианте осуществления не используют никакого катализатора.
Таким образом, предпочтительный вариант осуществления клеевой композиции согласно настоящему изобретению включает в качестве единственных реакционноспособных ингредиентов полиуретановый форполимер и имеющий компактные молекулы диаминный отвердитель или только воду в качестве отвердителя.
Во всем тексте настоящего описания термин «пропитка шнура» используют для обозначения материала, который наносят на нити и/или волокна нитей (который может включать или не включать замасливатель) и который оказывается расположенным по меньшей мере на части поверхности нитей и/или волокон нитей или замасленной поверхности и внутри по меньшей мере части одной или более пустот, образованных между указанными волокнами и нитями.
Многие полиизоцианатные форполимеры имеются в продаже, их можно выгодно использовать на практике в одном или более вариантах осуществления настоящего изобретения, и они включают те, которые обычно называют «форполимеры с низким содержанием свободного диизоцианата», как описывают, например, патент США № 6174984 (Peter), патент США № 5703193 (Rosenberg), патентная публикация США № 2003/0065124 (Rosenberg и др.) и патент США № 6046297 (Rosenberg и др.), где содержание свободного диизоцианата в форполимере сокращается до уровня, составляющего, например, менее чем 1%, или менее чем 0,5%, или менее чем 0,25%, например, приблизительно 0,1% или менее форполимера.
Подходящие имеющие концевые изоцианатные группы форполимеры для осуществления настоящего изобретения включают следующие вещества, имеющиеся на рынке. Например, имеется ряд используемых форполимеров под одним или несколькими из товарных знаков ADIPRENE®, DURACAST и VIBRATHANE® от Chemtura Corporation, включая Adiprene® LFP 2950A, предпочтительный мономер с низким содержанием свободного диизоцианата, содержащий концевой PPDI поликапролактоновый форполимер; Adiprene® LFP 3940A, содержащий концевой PPDI поликарбонат форполимер; Adiprene® LFP 1950A, содержащий концевой PPDI сложноплиэфирный форполимер; Adiprene® LF 1950A, содержащий концевой TDI сложный полиэфирфорполимер, и Adiprene® LFP 950A, содержащий концевой PPDI простой полиэфирфорполимер; Adiprene® LF 1600D, LF 1700A, LF 1800A, LF 1860A и LF 1900A, полезные включающие мономеры с низким содержанием свободного диизоцианата, содержащие концевой TDI сложный полиэфирфорполимеры; и Adiprene® LF 600D, LF 750D, LF 753D, LF 800A, LF 900A, LF 950A, LFG 740D, LFG 920, и LFG 964A полезные включающие мономеры с низким содержанием свободного диизоцианата, содержащие концевой TDI простой полиэфирфорполимеры; Adiprene® LFM 2450, Duracast™ C930 и Vibrathane® 8030 и 8045, полезные содержащие концевой MDI поликапролактоновые форполимеры; Adiprene® LFH 120, 2840 и 3860, полезные содержащие концевой HDI форполимеры. Используемые форполимеры также имеются под одним или несколькими товарными знаками VUL OLLAN® и BAYTEC® от Bayer Material Science; под товарным знаком TECHTHANE® от Trelleborg; под товарными знаками AIRTHANE® и/или VERSATHANE® от Air Products and Chemicals, Inc.; полиуретановые форполимеры, продаваемые под товарным знаком ECHELON™ от Dow; и т.д.
Рассмотрим фиг.1, иллюстрирующую типичный синхронный ремень 10. Ремень 10 включает эластомерную основную часть 12 и касающуюся шкива часть 14, расположенную вдоль внутренней периферии основной части 12. Эта конкретная касающаяся шкива часть 14 имеет вид части с чередующимися поперечными зубцами 16 и впадинами 18, которые предназначены для сцепления с имеющим поперечные пазы шкивом или звездочкой. Эластичный слой 20 находится внутри основной части 12 для обеспечения поддержки и прочности ремня 10. В проиллюстрированной форме эластичный слой 20 существует в виде множества эластичных шнуров 22, ориентированных в продольном направлении вдоль основной части 12. Следует понимать, что, как правило, можно использовать любой тип эластичного слоя 20, который известен в технике. Кроме того, в качестве эластичного элемента можно использовать любой желательный материал, такой как хлопок, вискозное волокно, полиамид, сложный полиэфир, арамид, сталь, стекло, углерод, PBO, поликетон, базальт, бор и даже прерывистые волокна, ориентированные для низкой допустимой нагрузки. В варианте осуществления на фиг.1 эластичный слой 20 имеет вид проиллюстрированных эластичных шнуров 22, изготовленных из одной или более высокомодульных волоконных нитей, скрученных или свитых вместе в шнур и обработанных клеевым материалом PUU, описанным в настоящем документе. Предпочтительные высокомодульные волокна включают углерод, полиэтиленнафталат (PEN), поли(п-фенилен-2,6-бензобисоксазол) (PBO), арамид, базальт, бор или жидкокристаллический полимер (LCP). В предпочтительном варианте осуществления шнуры 22 включают арамидное или углеродное волокно. Предпочтительнее шнур может представлять собой скрученную волоконную пряжу или скрученный жгут из пряжи, содержащей непрерывные углеродные волокна.
Арамид означает длинноцепочечный синтетический полиамид, в котором амидные связи присоединены непосредственно к двум ароматическим кольцам в пара- или мета-положении. В настоящем изобретении можно использовать, например, PPD-T, поли(п-бензамид), сополи(п-фенилен/3,4'-оксидифенилентерефталамид) или подобные вещества. PPD-T означает гомополимер, получаемый полимеризацией эквимолярных количеств п-фенилендиамина и терефталоилхлорида и, кроме того, сополимеры, получаемые путем внедрения небольших количеств других диаминов в п-фенилендиамин и небольших количеств других диацилхлоридов в терефталоилхлорид. Промышленные арамидные волокна, подходящие для практического использования в настоящем изобретении, включают волокна, продаваемые под товарными знаками TEIJINCONEX, TECHNORA, и TWARON фирмой Teijin Limited и под товарными знаками NOMEX и KEVLAR фирмой E. I. DuPont de Nemours and Company.
Можно использовать армирующий материал 24, который проходит в непосредственном контакте вдоль чередующихся зубцов 16 и чередующихся впадин 18 ремня 10, образуя переднее покрытие или зубчатое покрытие для касающейся шкива части. Этот материал может иметь любую желательную конфигурацию, такую как традиционная ткань, состоящая из основных и уточных нитей под любым желательным углом, или материал может состоять из основных нитей, скрепленных вместе с помощью промежуточных стягивающих шнуров, или иметь трикотажную или плетеную конфигурацию, или представлять собой нетканый материал и т.п. Можно использовать более чем один слой материала или сочетания материалов различных типов. Если это желательно, материал 24 можно кроить по диагонали таким образом, чтобы нити образовывали угол с направлением движения ремня. Можно использовать традиционные материалы, которые включают такие волокна, как хлопковые, сложнополиэфирные, полиамидные, акриловые, арамидные, поликетонные, пеньковые, джутовые, стеклянные и другие разнообразные натуральные и синтетические волокна, включая их смеси или сочетания. В предпочтительном варианте осуществления настоящего изобретения слой материала 24 состоит из эластичного износоустойчивого материала, в котором, по меньшей мере, одна из основной или уточной нитей изготовлена из нейлона. В предпочтительной форме слой материала 24 изготовлен из эластичного материала на основе нейлона 66 и образует не содержащую эластомера (не содержащую полиуретанмочевины) поверхность для сцепления с соответствующими приводными шкивами. Не содержащая эластомера поверхность может включать полимерную пленку, ламинированную на материал. Материал можно также обрабатывать клеевым PUU согласно настоящему изобретению, если это желательно.
Рассмотрим фиг.2, которая иллюстрирует стандартный зубчатый клиновой ремень 26. Клиновой ремень 26 включает эластомерную основную часть 12, аналогичную той, которая представлена на фиг.1, и эластичный армирующий слой 20 в виде шнуров 22, также аналогично тому, что проиллюстрировано на фиг.1. Эластомерная основа 12, эластичный слой 20 и шнуры 22 клинового ремня 26 можно изготавливать из таких же материалов, которые описаны выше для фиг.1. Следует отметить, что эластичный слой 20 может необязательно включать эластомерный композитный или резиновый материал, который отличается от материала основной части, чтобы создать переходный слой в отношении модуля упругости или другого свойства и/или функционировать в качестве клеевого слоя между шнуром и основной частью. Необязательный клеевой резиновый материал может иметь, например, более высокий модуль упругости, чес основная часть, как описано в патенте США № 6616558 (South), содержание которого включено в настоящий документ посредством ссылки.
Клиновой ремень 26 также включает касающуюся шкива часть 14, как в приводном ремне на фиг.1. В данном варианте осуществления, однако, касающиеся шкива части 14 представляют собой две расположенных рядом стороны ремня, предназначенные для входа клином в клиновой шкив. Нижняя поверхность клинового ремня 26 имеет вид чередующихся зубчатых углублений или впадин 28 и выступов 30. Эта поверхность с чередующимися зубчатыми впадинами 28 и выступами 30 может обычно иметь синусоидальную форму, как проиллюстрировано на чертеже, что служит распределению и сведению к минимуму изгибающих напряжений, когда касающаяся шкива часть 14 проходит вокруг шкивов и шкивов. Также используют разнообразные зубчатые профили, которые отклоняются от синусоидальной формы различными способами. Однако впадины 28 и выступы 30 являются необязательными. В категорию клиновых ремней включены клиновые ремни, предназначенные для применений с бесступенчато регулируемой передачей (CVT), в которых ширина основы ремня часто оказывается больше, чем толщина ремень.
Рассмотрим фиг.3, которая иллюстрирует поликлиновой ремень 32. Поликлиновой ремень 32 включает эластомерную основную часть 12, как ремни на фиг.1 и 2, и также включает эластичный армирующий элемент 20 предпочтительно в виде шнуров 22, также аналогичный предшествующему описанию. Содержащая продольные пазы касающаяся шкива часть 14 имеет форму из множества возвышений или выступов 36, с которыми чередуется множество впадин 38, имеющих противоположно направленные стороны, которые определяют ведущие поверхности 34 ремня 32. В каждом из примеров, приведенных на фиг.1-3, касающаяся шкива часть 14 объединена с основной частью 12 и может быть изготовлена из такого же эластомерного материала, который будет описан ниже более подробно, или из нескольких слоев различных материалов. Хотя настоящее изобретение проиллюстрировано со ссылкой на варианты осуществления, представленные на фиг.1-3, следует понимать, что не предусмотрено ограничение настоящего изобретения данными конкретными вариантами осуществления или проиллюстрированными, но оно распространяется на любую конструкцию ремня в рамках формулы изобретения, как определено ниже.
Углеродное волокно, как правило, изготавливают путем карбонизации другого волокна, такого как полиакрилонитрильное волокно, причем в процессе карбонизации диаметр волокна существенно уменьшается. Углеродная пряжа обычно характеризуется числом содержащихся в ней волокон, а не линейной плотностью, которую выражают в денье или децитексах. Номенклатуру на основе чисел и буквы «k» используют для обозначения числа углеродных волокон в пряже. Разумеется, углеродное волокно можно характеризовать такими другими условиями, которые являются желательными. В углеволоконной пряже 3k буква «k» представляет собой сокращенное обозначение для 1000 волокон и число «3» означает множитель. Таким образом, углеродная пряжа 3k представляет собой пряжу из 3000 волокон или нитей. Волокна обычно имеют достаточную длину, чтобы считаться непрерывными. Как и в других текстильных материалах, ряд углеродных волокон объединяется, образуя пряжу. Пряжу можно объединять, образуя более толстую пряжу, и пряжу или жгуты из нитей можно скручивать вместе, образуя шнур. Углеродное волокно может иметь чрезвычайно малый диаметр, который может находиться в интервале от приблизительно 4 до приблизительно 8 мкм или приблизительно от 5 до 7 мкм. Отдельные волокна легко ломаются, когда пряжу обрабатывают для изготовления шнура. По этой причине желательно сводить к минимуму число механических операций, которым подвергают пряжу, когда изготавливают шнур. Например, совместное скручивание нескольких нитей для образования жгута из пряжи и обратное скручивание свитых из пряжи жгутов для изготовления шнура представляют собой механические операции, при которых отдельные волокна ломаются. Число переломов снижается при уменьшении числа операций скручивания. Чтобы получить шнур желательного размера может потребоваться скручивание нескольких нитей, содержащих меньшее число волокон, например, из пяти нитей 3k получают шнур 15k (обозначают 3k-5), или из трех нитей 6k получают шнур 18k (обозначают 6k-3). Предпочтительно уровень скручивания не является чрезмерно высоким, чтобы не повреждать волокна. Таким образом, предпочтительный уровень скручивания составляет от 0,75 до 2,5 скруток на дюйм (от 0,3 до 1 скрутки на 1 см) или приблизительно до 2 скруток на дюйм (0,8 скруток на 1 см). Конечный жгут из углеродных волокон может иметь обозначение от 3k до 60k в зависимости от желательного применения.
Производители волокон часто покрывают волокна замасливателем, который своим действием смазывает волокно и предотвращает ломку волокон во время их переработки на пряжу и наматывания на катушки. В некоторых примерах замасливатель может иметь химическую структуру, которая является совместимой с клеевым материалом, используемым для обработки шнура, который вставляют в приводной ремень. Типы замасливателей, которые используются производителями углеродных волокон, включают, например, эпоксиды, смеси эпоксида с полиуретаном, органосилоксаны, полиамидимиды и другие. Замасливатель может присутствовать в готовой массе в количестве, составляющем от приблизительно 0,1 до приблизительно 2,5% в расчете на массу конечной пряжи. Считается, что варианты осуществления настоящего изобретения, описанные в данном документе, не являются особенно чувствительными к типу или содержанию замасливателя, который может присутствовать на углеродном волокне. Может оказаться, что основной механизм связывания клеевой материал PUU, которым обрабатывают жгут из углеродных волокон, представляет собой физическое переплетение, а не химическую связь. Кроме того, настоящее изобретение может включать использование растворителя для нанесения клеевого материала PUU на жгут из углеродных волокон, и растворитель может пронизывать или даже удалять замасливатель, если это желательно.
Основная часть эластомерного ремня (или другого изделия) может представлять собой вулканизированную резину или другой сшитый эластомер, такой как литьевой полиуретан (PU); или это может быть термопластический эластомер (TPE) или термопластический полиуретан (TPU). Описанная в настоящем документе пропитка PUU для шнуров является особенно совместимой с основой ремня из литьевого полиуретана или PUU, и ее можно выгодно использовать с этой основой без необходимости какого-либо дополнительного клеевого материала для обработки. Аналогичным образом, пропитка PUU для шнуров может быть совместима с эластомерами TPE и TPU, и может не потребоваться какой-либо дополнительный клеевой материал для обработки в случае ее использования. В случае изделий из вулканизированной резины может оказаться полезным включать одну или более дополнительную обработку клеевыми материалами, чтобы обеспечить улучшенное связывание между обработанным PUU эластичным шнуром и вулканизированным эластомером. Такой дополнительный клеевой материал для обработки будет называться в настоящем документе термином «покрытие» или «клеевое покрытие». Может оказаться выгодным использование двух различных клеевых покрытий, чтобы обеспечить максимальное связывание между PUU и резиновым материалом основы ремня.
Что касается эластомерной основы для использования в варианте осуществления обработанного PUU эластичного шнура, выгодно использовать литьевые композиции на основе PU или PUU в практике разнообразных вариантов осуществления настоящего изобретения, и такие композиции и способы описаны, например, в патенте США № 5231159 (Patterson и др.) и патенте США № 6964626 (Wu и др.), содержание которых включено в настоящий документ посредством ссылки. Как правило, PUU имеет лучшие динамические свойства по сравнению с PU вследствие улучшенного фазового разделения, более прочных жестких сегментов и т.д., и, таким образом, PUU является предпочтительным для применения в подвергающихся высокой нагрузке ремнях.
Эластомерную основу можно изготавливать из TPE или TPU, используя, например, способы термопластического ламинирования для длинномерных ремней или другие подходящие способы формования. Типы TPE, которые можно использовать в разнообразных вариантах осуществления, включают, без ограничения, блок-сополимеры полистирола и эластомеров, сложнополиэфирные блок-сополимеры, полиуретановые блок-сополимеры, полиамидные блок-сополимеры и смеси сополимеров полипропилена и этиленпропилена (EP). Типы TPU, которые можно использовать в разнообразных вариантах осуществления, не ограничены определенным образом, но могут включать химические вещества, аналогичные описанным выше в связи с литьевыми полиуретанами, такие как сложнополиэфирные термопластические уретаны или простополиэфирные термопластические уретаны. Термопластические ремни в вариантах осуществления могут выглядеть, в общем, как зубчатый ремень на фиг.1, например, бесконечный ремень, изготовленный формованием или соединением вместе двух концов ремня. Варианты осуществления могут предусматривать два конца, которые можно присоединять к разнообразным связанным механизмам, например, для применения в конвейерах, транспортерах, креплениях или установках.
В каждом из случаев, представленных выше на фиг.1-3, основная часть ремня 12 может быть изготовлена из любой традиционной и/или подходящей отвержденной эластомерной композиции и может быть такой же или отличной от той, которая описана ниже в отношении необязательного клеевого резинового элемента, включающего эластичный слой 20. Подходящие эластомеры, которые можно использовать для этой цели, включают, например, полиуретановые эластомеры (включая также полиуретанмочевиновые эластомеры и так называемые смолы, пригодные для размола) (PU), полихлоропреновую резину (CR), акрилонитрил-бутадиеновую резину (NBR), гидрированный NBR (HNBR), стирол-бутадиеновую резину (SBR), алкилированный хлорсульфированный полиэтилен (ACSM), полиэпихлоргидрин, полибутадиеновую резину (BR), натуральную резину (NR), и эластомеры на основе сополимеров этилена и α-олефинов, такие как сополимеры этилена и пропилена (EPM), терполимеры этилена, пропилена и диена (EPDM), сополимеры этилена и октена (EOM), сополимеры этилена и бутена (EBM), сополимеры этилена и октена (EODM); и терполимеры этилена и бутена (EBDM); эластомеры на основе сополимера этилена и винилацетата (EVM), этиленметилакрилат (EAM); и кремнийорганическая резина, или сочетание двух или более из перечисленных выше материалов.
Для изготовления основной части 12 эластомерного ремня (или другого изделия) в соответствии с вариантом осуществления настоящего изобретения, эластомер(ы) можно смешивать с традиционными для резиновых композиций ингредиентами, включая наполнители, пластификаторы, стабилизаторы, активаторы вулканизации/отвердители и ускорители, в традиционно используемых количествах. Например, для использования с эластомерами на основе сополимера этилена и α-олефина и диеновыми эластомерами, такими как HNBR, одну или более солей металлов и α-β-органических кислот можно использовать в количествах, которые в настоящее время традиционно используют для улучшения динамических характеристик получаемого в результате изделия. Таким образом, диметакрилат цинка и/или диакрилат цинка можно использовать в таких композициях в количествах, составляющих от приблизительно 1 до приблизительно 50 частей на 100 частей полимера или, в качестве альтернативы, от приблизительно 5 до приблизительно 30 частей на 100 частей полимера или от приблизительно 10 до приблизительно 25 частей на 100 частей полимера. Кроме того, данные материалы способствуют связыванию композиции и увеличивают общую плотность сшивки полимера при отверждении пероксидом или родственными веществами в процессе ионной сшивки, что в настоящее время хорошо известно в технике.
Специалист в данной области техники легко оценит любое число подходящих композиций для использования в качестве компонента или всей массы эластомерных частей резиновых изделий, которые используются в настоящем изобретении. Ряд подходящих эластомерных композиций описывает, например, «Справочник по резинам», T. Vanderbilt (13-е издание, 1996 г.); и, что касается композиций EPM или EPDM, которые имеют особенно высокие значения модуля упругости на растяжение, они, кроме того, описаны в патентах США № 5610217 и № 6616558, соответственно, содержание которых, в частности, в отношении разнообразных эластомерных композиций, которые могут оказаться подходящими для использования в изготовлении основных частей приводных ремней, включено в настоящий документ посредством ссылки. В варианте осуществления настоящего изобретения, связанного с применением в приводных ремнях автомобилей, эластомерные основные части ремней 12 можно изготавливать из подходящей композиции на основе сополимера этилена и α-олефина, такой как композиция на основе EPM, EPDM, EBM или EOM.
Кроме того, в эластомерную основную часть ремня 12 можно внедрять прерывистые волокна, что хорошо известно в технике, используя материалы, такие как, в том числе, но не ограничиваясь этим, хлопок, сложный полиэфир, стекловолокно, арамид и нейлон, в таких формах, как штапельные или рубленые волокна, короткие волокна или волокнистая масса, в обычно используемых количествах. В предпочтительном варианте осуществления в отношении профилированных (например, путем резания или шлифования) поликлиновых ремней такое внедряемое волокно предпочтительно изготавливают и внедряют таким образом, чтобы расположить существенную часть изготовленных и внедренных волокон в направлении, которое обычно перпендикулярно направлению движения ремня. Однако в формованных поликлиновых ремнях и/или синхронных ремнях, изготавливаемых согласно проточным способам, во внедряемом волокне обычно отсутствует такая степень ориентации.
Для использования в резиновых ремнях, на обработанные PUU шнуры согласно настоящему изобретению можно преимущественно наносить вторичный клеевой материал, предназначенный, главным образом, для покрытия внешней поверхности жгута шнура. Такой клеевой материал в настоящем документе называется термином «клеевое покрытие». Покрытие обычно наносят в количестве, составляющем от приблизительно 1% до приблизительно 10% сухой массы в расчете на конечную массу шнура, обработанного таким способом. Примеры используемых клеевых покрытий известны в технике и включают без ограничения разнообразные композиции, продаваемые под товарными знаками CHEMLOK или CHEMOSIL фирмой Lord Corporation, и разнообразные композиции, продаваемые под товарным знаком CILBOND фирмой Chemical Innovations Limited (CIL). Конкретное покрытие можно выбирать таким образом, чтобы оно было одновременно совместимо с нижележащим клеевым материалом для обработки и резиновой основой ремня и обладало другими желательными свойствами, такими как термостойкость, устойчивость к окружающей среде и т.п. Может оказаться полезным нанесение двух отдельных композиций клеевого покрытия. Если обработанный PUU шнур является лишь частично пропитанным, можно использовать первое покрытие для полной пропитки шнура, и второе покрытие для покрытия внешней поверхности жгута обработанного шнура. Для некоторых сочетаний обработанного PUU шнура и резиновой композиции основы ремня может оказываться выгодным использование двухслойного покрытия, например, чтобы обеспечивать хорошее связывание, поскольку PUU может быть более полярным, чем многие эластомеры.
Таким образом, настоящее изобретение предлагает способ изготовления высокомодульного эластичного шнура, такого как углеволоконный шнур, по меньшей мере частично наполненного или пропитанного клеевым PUU. По сравнению с предшествующим уровнем техники использование необработанного углеволоконного шнура (или других высокомодульных шнуры) в литьевых полиуретановых ремнях настоящее изобретение предлагает независимое регулирование свойств шнура. Например, клеевой материал PUU, используемый в углеволоконном шнуре, можно выбирать более мягким, чем основа ремня из литьевого PU. Настоящее изобретение, таким образом, способно улучшить эксплуатационные свойства ремня без отрицательного воздействия на возможность выдерживать динамическую нагрузку или гибкость. Настоящее изобретение может также улучшать обработку и изделие, изготавливаемое в процессе литья при низком давлении и в процессах, в которых литьевая смола имеет меньшее время гелеобразования или повышенную вязкость, потому что шнур уже пропитан клеевым материалом на основе PUU, что придает шнуру целостность и препятствует изнашиванию при резании, независимо от того, будет ли затем литьевая смола также пропитывать шнур. Способность обработки предварительно скрученных углеродных волокон низковязким клеевым материалом обычно может выгодно обеспечивать более круглый и более однородный шнур, чем без использования предварительной обработки, что требует распределения волокон во время обработки, за которой следует скручивание.
В одном варианте осуществления литьевого полиуретанового изделия или ремня, у которого высокомодульные зубцы или основа изготовлены из полиуретанового соединения, эластичный шнур можно обрабатывать раствором полиуретанового форполимера и отверждать отвердителем, у которого молекулы меньше, чем для литьевого PU, получая низкомодульный клеевой материал с таким же или по меньшей мере совместимым химическим составом. Таким образом, можно уменьшать комплексный модуль шнура (т.е. можно увеличивать гибкость шнура) без отрицательного воздействия на целостность композита. Существует хорошая адгезия между пропитанным шнуром и соединением основы и зубцов. Предпочтительно полиуретановое соединение основы заменяют внутри шнура аналогичным форполимером, но с меньшим, более компактным жестким сегментом или отвердителем, таким как вода, чтобы получать после обработки более мягкий низкомодульный шнур. Таким образом, клеевой отвердитель шнура может предпочтительно представлять собой воду, хотя в основе изделия можно использовать такой же форполимер, но более традиционный удлинитель цепи, такой как диамин или полимерный диамин или т.п.
Чтобы наносить клеевую смолу PUU на волокна эластичного шнура, ингредиенты клеевой композиции можно растворять или суспендировать в подходящем растворителе. Подходящим растворителем является тот, который будет растворять форполимер и также размачивать волокна эластичного шнура, обеспечивая хорошую пропитку. Желателен малый краевой угол смачивания между растворителем или раствором клеевого материала и волокном. Подходящие растворители включают без ограничения тетрагидрофуран (ТГФ), диметилсульфоксид, диметилформамид, N-метилпирролидон (NMP), толуол, ксилол, бензол, ацетон, метилэтилкетон, метилизобутилкетон и подобные вещества. Предпочтительные растворители для обработки углеволоконных шнуров согласно варианту осуществления настоящего изобретения включают ТГФ и толуол.
В предпочтительном варианте осуществления не содержащий свободного PPDI поликапролактоновый форполимер растворяют в растворителе, таком как толуол или ТГФ, в заданной концентрации, которая может составлять от 10 до 50 масс.% или от 20 до 40 масс.%, и раствор добавляют в резервуар для пропитки. Шнур, который может предпочтительно находиться в скрученной форме, например, содержать от 0,75 до 2,5 скруток на дюйм (от 0,3 до 1 скрутки на 1 см) для углеволоконного шнура, пропускают через резервуар для пропитки и затем через печь, где растворитель быстро испаряется. В качестве альтернативы, шнур можно пропитывать и сушить в нескрученной форме, используя устройство для распределения волокон в целях максимального пропитывания, за которым следует скручивание. После пропускания через печь и испарения большей части растворителя форполимер вводят во взаимодействие с водой. Шнур можно погружать в ванну с водой, чтобы ускорять реакцию перед наматыванием на катушку, например, чтобы предотвратить прилипание шнура к катушке. Вода в ванне может, но не обязательно, содержать химический реагент, такой как катализатор, который ускоряет образование оболочки из мочевины на внешней поверхности шнура. Аналогичным образом, тепло, например, в сушильной печи, можно использовать для ускорения образования оболочки из мочевины. Форполимер внутри шнура будет отверждаться влагой окружающей среды. Это отверждение внутри шнура может занимать несколько суток, но шнур можно использовать в производстве с литьевым PU в любое время после обработки, независимо от того, является ли он полностью отвержденным или нет. Шнур будет продолжать отверждаться во время отверждения изделия. Даже полностью отвержденная пропитка шнура будет обычно содержать достаточно реакционноспособных групп, чтобы продолжать отверждение и связывание с материалом основы изделия во время отверждения данного изделия. Вода выполняет функцию отвердителя, реагируя с изоцианатными группами форполимера. Изоцианат реагирует с водой, образуя карбаминовую кислоту. Карбаминовая кислота диссоциирует, образуя амин и диоксид углерода. Амин реагирует с изоцианатом, образуя двухзамещенную мочевинную связь, и затем следует реакция конденсации. В этой реакции образуется очень компактный жесткий сегмент с мочевинными связями.
Согласно варианту осуществления настоящего изобретения, пропитка PUU может преимущественно содержать от 20 до 40% твердых веществ, и предпочтительно она имеет достаточно низкую вязкость, чтобы полностью пропитывать жгут из волокон во время обработки пропиточный раствором, независимо от того, скручены волокна или нет. После удаления растворителя путем сушки PUU предпочтительно покрывает отдельные волокна жгута, но не обязательно полностью занимает пустоты шнура. Может оказываться выгодным, когда смола PUU занимает от приблизительно 20% до приблизительно 99% или 100% пустот, в зависимости от назначенного применения обработанного шнура. В частности, для использования в литьевых полиуретановых изделиях, таких как приводные ремни, только при частичном заполнении пустот, например, при заполнении от 20% до 90%, или от 30% до 80%, или 40% до 60%, могут оставаться пустоты или полости, которые может пронизывать основа ремня из литьевого полиуретана, обеспечивая, таким образом, уровень механической адгезии, не делая шнур чрезмерно жестким и все же выигрывая от использования пропитки PUU. Когда литьевая полиуретановая основа ремня таким образом пронизывает пустоты в обработанном шнуре PUU, материалы PU и PUU могут вступать в непосредственный контакт, способствующий химическому связыванию между ними. С другой стороны, когда на шнур должны быть нанесены дополнительные клеевые материалы для химической адгезии, что можно осуществлять для связывания в определенных резиновых изделиях, может оказаться более подходящим шнур, пропитанный в большей степени, например, от 40% до 100% или от 60% до 99% всего объема. Уровни привеса, выраженные, например, в массовых процентах добавки клеевого материала в расчете на массу обработанного шнура, могут изменяться в зависимости от степени полостей или пустот в скрученном шнуре. Уровни привеса за счет клеевого материала PUU в шнуре могут составлять от 6% до 25%, или от 8% до 22%, или от 10% до 15%.
Литьевые уретановые ремни согласно варианту осуществления с использованием изобретенных эластичных шнуров можно изготавливать согласно известным способам, таким как способы, описанные в литературе, уже включенной в настоящий документ посредством ссылки. Аналогичным образом, ремни на основе TPE или TPU можно изготавливать известными способами, включая способы непрерывного ламинирования, в которых производят ремни, имеющие по два конца, вместо бесконечных ремней. Два конца можно соединять согласно известным способам, чтобы получать бесконечные ремни на основе TPE или TPU. Резиновые ремни можно изготавливать на оправке, отверждать и разрезать по ширине согласно способам, известным в технике.
Следует понимать, что армирующие шнуры согласно варианту осуществления настоящего изобретения можно использовать в разнообразных видах эластомерных композитных изделий, таких как приводные ремни, транспортеры или транспортные ленты, накладки, шины, шланги, пневматические рессоры, виброзащитные подвески и т.д.
ПРИМЕРЫ
Следующие иллюстрации и примеры не предназначены для ограничения настоящего изобретения, но демонстрируют его полезность в разнообразных вариантах осуществления. Данные примеры демонстрируют пригодность настоящего изобретения в изделиях типа литьевых полимочевиноуретановых ремней, ремней на основе TPU и резиновых ремней.
Иллюстрация I
Пару нитей 12k-1, определенных как G30 700 12k HTA-7C от фирмы Toho, скручивали в противоположных направлениях на уровне 2,0±0,1 скруток на дюйм (0,75-0,83 скруток на 1 см), получая углеволоконные шнуры 12k левой и правой крутки. Часть необработанного скрученного шнура использовали, чтобы изготовить полосу литьевого полиуретанового зубчатого ремня с шагом 8 мм согласно способу патента США № 5807194 (Knutson и др.), что называется в настоящем документе термином «сравнительный пример 1». Другую часть шнура обрабатывали согласно варианту осуществления настоящего изобретения и затем использовали, чтобы изготовить вторую полосу зубчатого ремня с шагом 8 мм согласно способу настоящего изобретения, что называется в настоящем документе термином «пример 2».
Для пропитки клеевым материалом PUU в примере 2 смешанный содержащий два и три концевых функциональных групп PPDI поликапролактоновый форполимер, в котором конечное число функциональных групп составляло приблизительно 2,1, добавляли в растворитель (толуол), получая раствор, содержащий 33 масс.% твердых веществ, для пропиточного резервуара. Необработанный скрученный шнур пропитывали, и затем растворитель быстро испаряли, пропуская влажный шнур через печь. Немедленно после выхода из печи шнур погружали в ванну с водой, сушили на воздухе и затем наматывали на катушку. Привес твердого вещества определяли для пропитанных шнуров левой и правой крутки на уровне 16,1 и 14,0 масс.%, соответственно. Жесткость шнура измеряли немедленно после наматывания на катушку и после выдерживания в течение ночи в среде с высокой влажностью. Жесткость шнура измеряли, используя измеритель жесткости фирмы Tinius Olsen согласно процедуре стандарта ASTM D747, но на основании фактического пика изгибающего усилия в единицах фунт-силы (или килограмм-силы) для пяти шнуров, параллельно исследуемых с интервалом 12,7 мм в интервале отклонения от нуля до 65°. Исходная жесткость в примере 2 составляла 0,49 и 0,73 фунт-силы (2,18 и 3,25 Н), соответственно. После выдерживания в течение ночи измеренная жесткость составляла 1,14 и 1,08 фунт-силы (5,07 и 4,81 Н), соответственно. Отверждение водой может протекать относительно медленно, приводя к постепенному изменению жесткости в течение нескольких часов или даже суток. На основании определенной площади поперечного сечения углеродных волокон в пряже (0,00455 см2) и конечной площади поперечного сечения шнура в ремне (0,00665 см2) вычисленный объем пустот в шнуре составил приблизительно 31,6% конечного поперечного сечения. Таким образом, процентное увеличении массы после пропитки шнуров левой и правой крутки соответствует тому, что заполнение пустот шнура смолой PUU составляет приблизительно от 55 до 60%. Исследование полученных шнуров показало, что внешний слой волокон был нанесен не полностью, оставляя много пустого пространства для дополнительной пропитки литьевым PU во время изготовления ремня, в результате чего получена очень хорошая адгезия шнура к основе ремня. Исследование растяжения обработанного шнура по сравнению с необработанным шнуром показало прочность на растяжение 148 фунтов (67 кг) для необработанного шнура и 222 фунта (101 Н) для обработанного шнура, т.е. увеличение составило 50%. Это резкое увеличение прочности на растяжение может отражать трудности при исследовании на растяжение необработанной пряжи и улучшение эксплуатационных свойств обработанной пряжи. Исследование поперечных сечений ремня при сильном увеличении показало, что литьевая полиуретановая смола заполнила практически все пустоты, оставшиеся после обработки шнура клеевым материалом. Основу состава литьевой полиуретановой смолы, используемой для изготовления ремней, представлял собой содержащий концевой TDI простой полиэфирфорполимер на основе политетраметиленэфиргликоля (PTMEG), отвержденный TMGDAB.
После изготовления ремня отбирали образцы шнура из ремней с необработанным и обработанным шнуром и подвергали шнур испытанию жесткости. Параллельно исследовали два образца шнура вместо обычных пяти. Шнур из сравнительного примера 1 был более жестким, чем обработанный шнур из примера 2, а именно 0,66 против 0,52 фунт-силы (2,94 против 2,31 Н), соответственно. Обработка шнура способом согласно настоящему изобретению снизила статическую жесткость при изгибе шнура для ремня приблизительно на 20%.
Динамическое исследование ремней на изгиб при двух частотах и температурах также продемонстрировало значительную разность модуля между необработанными и обработанными шнурами. Результаты этого исследования представлены в таблице 1. При всех условиях исследований модули изгиба ремней были ниже для ремня с обработанным шнуром примера 2, чем для ремня с необработанным шнуром сравнительного примера 1. Обработка шнура клеевой пропиткой PUU согласно настоящему изобретению уменьшала динамический модуль изгиба шнура.
тельный пример 1
2K' представляет собой сохраненную или упругую жесткость.
3K″ представляет собой потерянную или неупругую жесткость.
Пропитку PUU примера 2 также смешивали с ТГФ при концентрации твердых веществ 25 масс.% и использовали для литья пленки на прозрачное для инфракрасного излучения окно. Толщина полученной пленки PUU составляла 0,018 дюйма (0,46 мм). Ее помещали в инфракрасный спектрометр Фурье (FTIR), чтобы проследить испарение растворителя и взаимодействие групп NCO с водой. Площадь пика NCO уменьшалась на 50% приблизительно через 200 минут, и этот пик практически исчезал приблизительно через 500 минут. Была предпринята попытка исследовать растяжение более толстой литьевой пленки, обработанной согласно настоящему изобретению, и основы литьевой основы ремня PUU. Хотя наблюдали несколько пузырьков, полученные пленки считали достаточными для сравнительного исследования при растяжении. Отвержденный водой клеевой материал для обработки показывал модуль, который был приблизительно на 2/3 меньше, чем у отвержденного TMGDAB материала ремня, когда растяжение было приблизительно одинаковым, и прочность на растяжение, меньшую приблизительно на 1/3. Таким образом, согласно варианту осуществления настоящего изобретения, армирующий шнур можно обрабатывать влагоотверждаемым аналогом PUU отверждаемой диамином композиции PUU для литья, чтобы получать относительно низкомодульный, более гибкий шнур, имеющий эквивалентную или значительно большую прочность на растяжение и превосходную совместимость с литьевым PUU.
Ремни примера 2 подвергали ряду испытаний, демонстрируя определенные преимущества над ремнями сравнительного примера 1. Прочность ремня на растяжение измеряли, устанавливая ремень на две звездочки с 60 зубцами и растягивая с помощью традиционного устройства для испытаний на растяжение со скоростью 25,4 мм/мин с необязательным прикрепленным экстензометром. Выдерживание ремней при изгибе осуществляли по двухточечной схеме, используя два шкива с 22 зубцами, вращающимися со скоростью 3600 об/мин при натяжении собственной массой 165 фунтов (75 кг) в течение 168 и 336 часов. Значения сохраненной прочности на растяжение после (т.е. после выдерживания при изгибе) представлены в таблице 2. В испытании с обратным изгибом ремни изгибали три раза в том же месте ремня вокруг трубы заданного диаметра, и затем испытывали на растяжение с местом слома в интервале между двумя шкивами. Значения сохраненной прочности на растяжение после обратного изгиба также представлены в таблице 2. Статическое испытание адгезии шнуров (вытягивание на небольшую длину двух шнуров из ремня) и статическое испытание сдвига зубцов на ремнях не показало никаких значительных различий между сравнительным примером 2 и примером 1. Наконец, динамические испытания ремней проводили на динамометрическом устройстве, чтобы оценить допустимую нагрузку, динамическую адгезию, долговечность и другие свойства ремня. В динамометрическом устройстве использовали имеющий ширину 18 мм, 140 зубцов с шагом 8 мм фасонный ремень GT®, работающий при мощности 19 л.с. и скорости 2000 об/мин на двух 24-зубцовых шкивах с натяжением от собственной массы 213 фунтов (96,7 кг) при комнатной температуре. Использовали два различных измерительных устройства, известные значительно различающимися результатами. Сроки службы двух ремней усредняли для каждого результата, представленного в таблице 2.
Как видно из таблицы 2, ремень согласно настоящему изобретению имел несколько более высокую прочность на растяжение вначале и после выдерживания с изгибом, чем контрольный ремень. Это может быть обусловлено тем, что у обработанного шнура эксплуатационная стойкость лучше, чем у необработанного шнура. Однако испытание обратным изгибом наиболее четко показывает резкое преимущество более мягкого обработанного шнура PUU по сравнению с необработанным шнуром. В то время как необработанный шнур теряет половину своей прочности после обратных изгибов на 27 мм, шнур согласно настоящему изобретению не испытывает потерю прочности. При более крепких обратных изгибах изобретенный шнур все же теряет прочность, но в значительно меньшей степени, чем контрольный ремень. Таким образом, изобретенный ремень при изгибах на 10 мм ведет себя аналогично контрольному ремню при изгибах на 27 мм. Кроме того, как видно из таблицы 2, ремни примера 2 в среднем показывали несколько лучшие результаты, чем контрольные ремни, при испытании на динамометрическом устройстве (режим сдвигового разрушения зубцов наблюдали для всех ремней). Таким образом, мягкая обработка клеевым материалом PUU обеспечивает значительное улучшение эксплуатационной устойчивости без потери других технологических характеристик, таких как адгезия или допустимая нагрузка.
(средний срок службы в часах)
(средний срок службы в часах)
Иллюстрация II
Во второй серии испытаний изготавливали ремни сравнительного примера 3 и примера 4, используя основу ремня из TPU на основе сложного полиэфира и тканый нейлоновый материал на поверхности зубцов. Эти зубчатые ремни были бесконечными с метрическим профилем T10 (шаг 10 мм и трапециевидная форма зубцов) и обрезанными до ширины 25 мм. Ремень сравнительного примера 3 изготавливали с традиционным стальным шнуром, и в ремне примера 4 использовали такой же изобретенный шнур, как в приведенном выше примере 2. Образцы этих двух ремней подвергали испытанию адгезии шнура, результаты которого представлены в таблице 3. Таблица 3 показывает, что изобретенный обработанный шнур в примере 4 имел такое же или лучшее качество адгезии по сравнению с традиционным шнуром, использованным в сравнительном примере 3, демонстрируя, что вариант осуществления настоящего изобретения является подходящим для использования в ремнях TPU.
Иллюстрация III
В данной серии использовали пряжу 12k-1 Torayca T700GC 41E для изготовления имеющих шаг 8 мм зубчатых литьевых ремней PUU, как в иллюстрации I. Контрольные ремни, изготовленные из необработанного скрученного шнура, представляют собой сравнительный пример 5. Часть шнура обрабатывали согласно другому варианту осуществления настоящего изобретения и затем использовали для изготовления полосы изобретенных имеющих шаг 8 мм зубчатых ремней, которые в настоящем документе представляют собой пример 6. Клеевая пропитка PUU в примере 6 включала сложный полиэфир/форполимер TDI с блокирующим агентом MEKO на изоцианатных группах. Отвердитель представлял собой диамин DETDA. Жидкой смесью блокированного форполимера и отвердителя пропитывали жгут из углеродных волокон под давлением, хотя было бы легче использование растворителя, как описано выше. И в этом случае ремни оценивали по уменьшению растяжения в испытании с выдерживанием при изгибе, но растягивали при нагрузке 150 фунтов (68,1 кг), и по повреждению в процессе обратного изгиба и прямого изгиба на трубах различных диаметров. Результаты представлены в таблице 4. Можно видеть, что в данном варианте осуществления также проявляется улучшенная эксплуатационная стойкость по сравнению с контрольным образцом. В другом примере использования блокированного форполимера, обозначенном как пример 7, отвердитель представлял собой диамин MCDEA, но нет никаких данных о ремне.
тельный пример 5
Иллюстрация IV
В данной серии примеров вариант осуществления с использованием обработанного PUU углеволоконного шнура сравнивали с традиционным обработанным RFL углеволоконным шнуром в резиновом зубчатом ремне. И в этом случае углеволоконный жгут 12k-1 обрабатывали PUU, как в примере 2 иллюстрации I, но обработанный шнур дополнительно пропитывали клеевым покрытием Cilbond 81 и снова сушили. В качестве контроля изготавливали обработанный RFL шнур X-HNBR 12k согласно способам патента США № 6695733 (см. таблицу 1 и связанный с ней текст в указанном патенте, который включен в настоящий документ посредством ссылки), и также наносили покрытие Cilbond 81. Зубчатые ремни изготавливали согласно хорошо известным способам, включая нанесение муфты из нейлонового материала на имеющую 97 зубцов (шаг 9,525 мм) оправку, спиральную намотку шнуров с левой и правой круткой 18, содержащих всего 18 нитей на дюйм (7 нитей на 1 см), обеспечивая подходящие промежутки, чтобы допустить протекание резины, нанесение слоя отвержденного серой резины HNBR и отверждение при таком давлении и температуре, когда резина протекает через шнур, прессование материала с образованием впадин и зубцов во время отверждения композита. После снятия полученной муфты с оправки вырезали отдельные ремни шириной 19 мм. Контрольные ремни с обработанным RFL шнуром обозначены как сравнительный пример 8, и изобретенные ремни с обработанным PUU шнуром представляют собой пример 9. Проведен ряд испытаний ремней, и результаты представлены в таблице 5. Прочность на растяжение измеряли, как описано выше, равно как и адгезию шнура. Испытание адгезии муфты включало отслаивание материала зубцов с ремня, показывая минимум в области ткани, в которой измеряли, главным образом, адгезию оболочки к шнуру, и максимум в области зубцов, в которой измеряли, главным образом, адгезию оболочки к резине. Рабочую температуру ремня измеряли в течение 24-часового периода на устройстве для испытания на изгиб без нагрузки. Испытание на изгиб проиллюстрировано на фиг.4. Имеющий 97 зубцов синхронный ремень двигался по ведущему шкиву 50, имеющему 19 пазов, двум ведомым шкивам 52 и 54, имеющим 19 и 20 пазов, соответственно, двум холостым шкивам на обратной стороне 56 (диаметр 50 мм) и натяжному шкиву 58. Натяжение 200 Н прилагали с помощью натяжного шкива 58 за счет подвешивания. Испытание на изгиб проводили при скорости 6200 об/мин и комнатной температуре.
Таблица 5 показывает, что резиновые ремни согласно настоящему изобретению функционируют сопоставимо с контрольными ремнями. Было отмечено, что в некоторых случаях исходные изобретенные ремни при испытаниях уступали контрольным, в то время как выдержанные на воздухе изобретенные ремни были сопоставимы, например, в испытании адгезии шнура и в динамическом испытании долговечности зубцов. Считается, что это обусловлено медленным отверждением материала PUU и свидетельствует о возможных преимуществах использования последующей отверждающей обработки или добавления катализатора к клеевому материалу для некоторых вариантов осуществления настоящего изобретения. На устройстве для испытания на изгиб изобретенный обработанный шнур PUU обеспечивал меньшие рабочие температуры ремней, чем обработанный RFL шнур, что считается обусловленным улучшенными динамическими свойствами PUU по сравнению с RFL.
Иллюстрация V
Данная серия примеров в основном повторяет иллюстрацию I, но отличается содержанием 27,5% твердых веществ в растворе клеевого материала, изменениями уровней привеса за счет клеевого материала и разнообразием размеров углеволоконных шнуров, включая значительно больший жгут 12k-4, скрученный из углеволоконных нитей, имеющий от 1,2 до 1,3 скрутки на дюйм (0,47-0,51 скрутки на 1 см). Погружение в воду после обработки не использовали. Как и ранее, часть необработанных скрученных шнуров (левой и правой крутки) использовали для изготовления сравнительных литьевых зубчатых ремней PUU согласно способу патента США № 5807194 (Knutson и др.). Как указано в таблице 6, обработанные углеволоконные шнуры 12k-4 (изготовленные из пряжи 12k фирмы Toho согласно иллюстрации I) превращали в имеющие шаг 14 мм фасонные ремни HTD®. В имеющих шаг 14 мм ремнях настоящей иллюстрации использовали такой же состав литьевой смолы PUU для основы ремня, как в приведенной выше иллюстрации I, т.е. содержащий концевой TDI простой полиэфирфорполимер на основе PTMEG, отвержденный с помощью TMGDAB. Как показано в таблице 6, шнуры 12k-4 примеров 11 и 12 продемонстрировали улучшенную прочность на растяжение по сравнению с необработанными шнурами сравнительного примера 10. Увеличение жесткости по сравнению со шнурами 12k-1 иллюстрации I соответствует увеличению диаметра шнура. Увеличение прочности шнуров на растяжение после обработка сопоставимо с увеличением, которое отмечено выше в иллюстрации I. Привес за счет пропиточного раствора в данном опыте составлял от 10,3 до 14% для шнура 12k-4. Наконец, следует отметить, что эксплуатационное испытание ремней примеров 11 и 12 снова показало резкие улучшения прочности на растяжение, сохраненной после обратного изгиба на шкивах уменьшающегося размера по сравнению со сравнительным примером 10.
Cell 3
Результаты, представленные в таблице 7, показывают, что настоящее изобретение применимо для изготовления шнуров различных размеров, в данной иллюстрации от 12k-1 до 18k-1. Результаты таблицы 7 также демонстрируют широкий диапазон значений привеса получаемых шнуров за счет твердых веществ, составляющих от 6,2% до 17%. В каждом случае пример шнура согласно настоящему изобретению показывает значительные улучшения прочности на растяжение по сравнению с необработанным шнуром, что, вероятно, лучше всего продемонстрировало улучшение поведения в испытании на растяжение. Кроме того, следует отметить, что прочность на растяжение шнуров согласно настоящему изобретению не зависела от уровня привеса за счет твердых веществ, поэтому приведено одно среднее значение для шнуров левой и правой крутки. Оказалось, что жесткость шнура увеличивается с размером шнура и привесом за счет твердых веществ.
тельный пример 13
тельный пример 15
тельный пример 17
тельный пример 19
1,07
Проведены микроскопические исследования различных примеров шнуров после изготовления и на поперечных сечениях ремней после литья или формования. Внешняя поверхность шнура согласно настоящему изобретению обычно не содержит полимерной оболочки. Внешние волокна шнура обычно оказываются хорошо покрытыми PUU, но не обязательно соединены вместе, однако внешние волокна не склонны отлетать или обтрепываться при резке шнура. Внутренний объем шнура обычно является очень хорошо проницаемым для клеевого материала PUU, но не обязательно пропитан им полностью. Материал основы ремня в литьевых уретановых ремнях обычно способен проникать в обработанный шнур и почти полностью занимать оставшиеся пустоты. Считается, что это обеспечивает превосходную физическую или механическую адгезию, а также химическую адгезию. В зависимости от условий обработки, обработанный шнур может не иметь такое круглое поперечное сечение, как необработанный шнур, вследствие сушки и полимеризации или отверждения обработанного шнура на катушке. Таким образом, шнур согласно настоящему изобретению может иметь уплощения в том месте, где он соприкасается с предшествующими слоями шнура, вследствие намотки на катушку.
Варианты осуществления настоящего изобретения представляют ряд преимуществ по сравнению с предшествующим уровнем техники. Настоящее изобретение исключает истирание шнура во время резки и предлагает улучшение прочности ремня на растяжение, выносливости ремня на изгиб и стойкости к повреждениям во время эксплуатации. Как правило, настоящее изобретение не влияет отрицательно на другие физические свойства ремня, имеющие отношение к работоспособности ремня. Например, в случае литьевых полиуретановых ремней, сопротивление усталости при изгибе и свойство долговечности ремней согласно настоящему изобретению являются такими же хорошими или несколько лучшими, чем свойства ремней, изготовленных из необработанной пряжи. Аналогичные преимущества должны быть реализованы в других применениях армированных эластомеров, такие как те, которые перечислены и/или проиллюстрированы выше в настоящем документе.
Хотя настоящее изобретение и его преимущества были описаны подробно, следует понимать, что разнообразные изменения, замены и преобразования могут быть внесены в настоящий документ без выхода за пределы объема настоящего изобретения, который определен в прилагаемой формуле изобретения. Кроме того, объем настоящей заявки не предназначен для ограничения конкретными вариантами осуществления процессов, машин, производства, состава материалов, средств, способов и стадий, представленных в описании. Как легко поймет обычный специалист в данной области техники из описания настоящего изобретения, процессы, машины, производства, составы материалов, средства, способы или стадии, существующие в настоящее время или подлежащие разработке, которые осуществляют, в основном, такую же функцию или достигают, в основном, такого же результата, как соответствующие варианты осуществления, описанные в настоящем документе, можно использовать согласно настоящему изобретению. Соответственно, прилагаемая формула изобретения предназначена для включения в свой объем таких процессов, машин, производства, составов материалов, средств, способов или стадий. Настоящее изобретение, описанное в данном документе, можно надлежащим образом осуществлять на практике при отсутствии любого элемента, который не описан определенным образом в данном документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИУРЕТАНОВЫЙ ПРИВОДНОЙ РЕМЕНЬ | 2009 |
|
RU2458939C2 |
| ЭЛЕКТРОПРОВОДЯЩИЙ РЕМЕНЬ ДЛЯ ПЕРЕДАЧИ МОЩНОСТИ | 2015 |
|
RU2645543C1 |
| СПОСОБ СНИЖЕНИЯ УГЛОВОЙ ВИБРАЦИИ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА, ИСПОЛЬЗУЮЩИЙ ПРИВОДНОЙ РЕМЕНЬ, УПРОЧНЕННЫЙ УГОЛЬНЫМИ ВОЛОКНАМИ | 2003 |
|
RU2300675C2 |
| ПРИВОДНОЙ РЕМЕНЬ СО СНИЖЕННОЙ СТЕПЕНЬЮ РАСТЯГИВАНИЯ | 2002 |
|
RU2261384C2 |
| ПРИВОДНОЙ РЕМЕНЬ | 2007 |
|
RU2397383C2 |
| УСОВЕРШЕНСТВОВАННЫЕ ЭЛАСТОМЕРЫ ТИПА СПАНДЕКСА | 1997 |
|
RU2198899C2 |
| ЗУБЧАТЫЙ ПРИВОДНОЙ РЕМЕНЬ | 2007 |
|
RU2419005C2 |
| ПРИВОДНОЙ РЕМЕНЬ | 2013 |
|
RU2621808C2 |
| ТЕРМОРЕАКТИВНОЕ ПЕЧАТНОЕ ОФСЕТНОЕ ПОЛОТНО | 2006 |
|
RU2395399C2 |
| ПРИВОДНОЙ РЕМЕНЬ | 2018 |
|
RU2719606C1 |
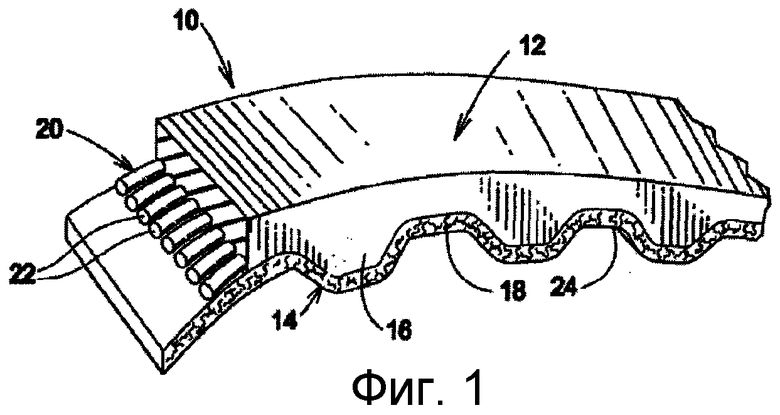
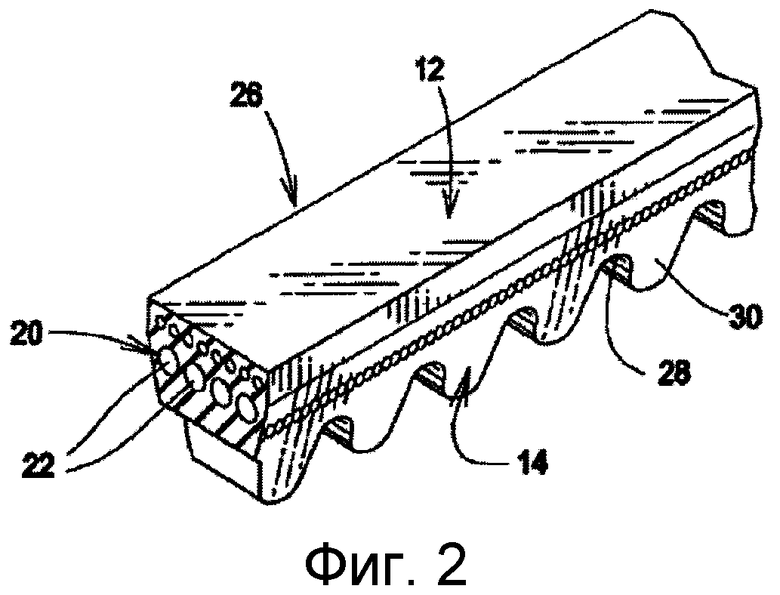
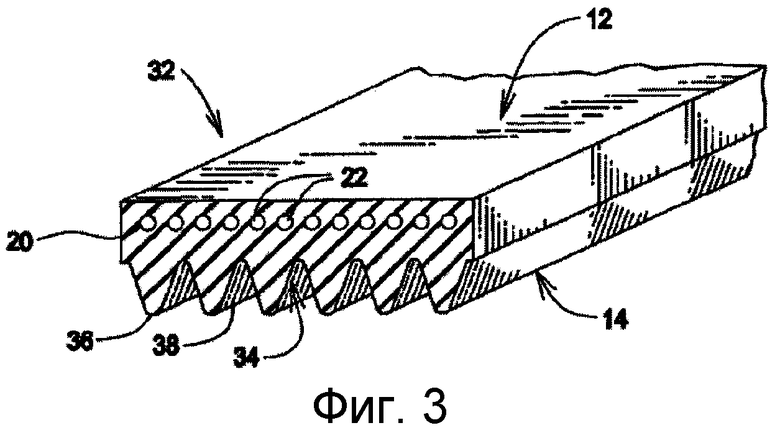
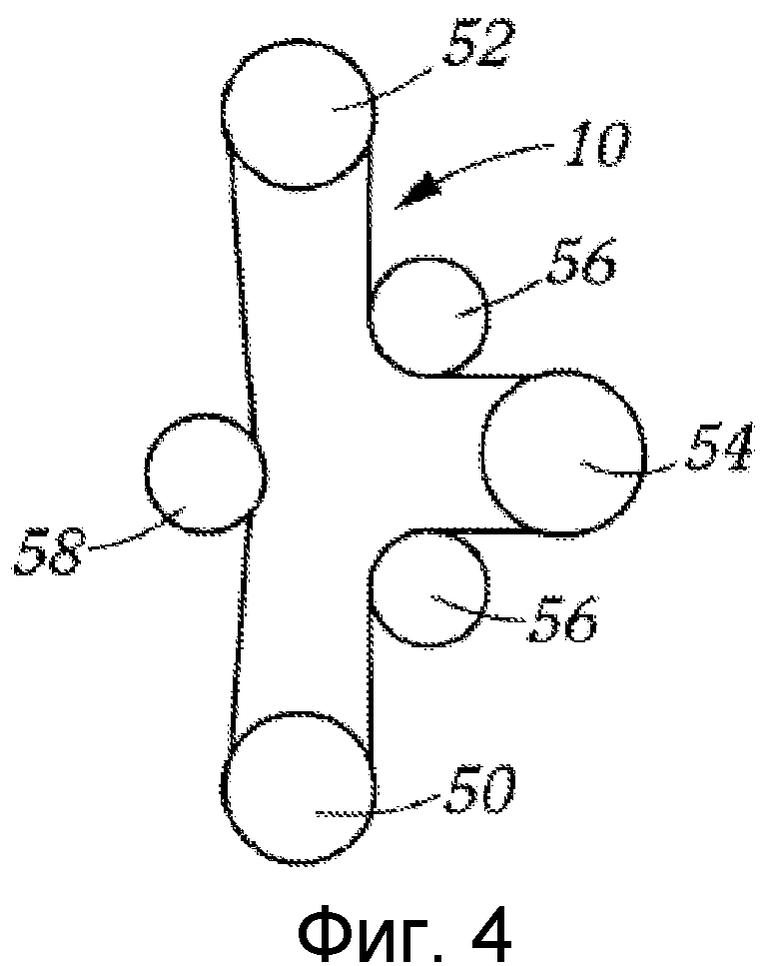
Изобретение относится к технологии производства приводных ремней с эластичным шнуром, внедренным в эластомерную основу, содержащую полимочевиноуретановую клеевую композицию, пропитывающую шнур и покрывающую волокна. Композиция представляет собой продукт реакции полиуретанового форполимера и диаминного отвердителя или воды. Форполимер представляет собой продукт реакции имеющего компактные симметричные молекулы диизоцианата и сложного полиэфирполиола, простого полиэфирполиола или поликарбонатного полиола. Основа ремня может быть изготовлена из литьевого полиуретана, резины или термопластического эластомера. Шнур может содержать клеевое покрытие.4 н. и 21 з.п. ф-лы, 7 табл., 4 ил., 20 пр.
1. Приводной ремень, включающий эластомерную основу и эластичный шнур, внедренный в эластомерную основу, где эластичный шнур пропитан полимочевиноуретановой композицией, отличающейся от эластомерной основы, включающей полимочевинный продукт реакции полиуретанового форполимера и отвердителя, выбранного из группы, состоящей из диаминов, имеющих не более чем два фенильных кольца и/или алифатическую группу с не более чем тремя атомами углерода, и воды.
2. Ремень по п.1, в котором указанный форполимер включает продукт реакции диизоцианата и одного или более полиолов, выбранных из группы, состоящей из сложного полиэфирполиола, поликарбонатного полиола и простого полиэфирполиола, и в котором указанный отвердитель представляет собой воду.
3. Ремень по п.2, в котором указанный диизоцианат выбран из группы, состоящей из пара-фенилендиизоцианата, толуолдиизоцианата и 4,4'-метилендифенилдиизоцианата.
4. Ремень по п.3, в котором указанные один или более полиолов выбраны из группы, состоящей из поликарбонатного полиола и поликапролактонового полиола.
5. Ремень по п.4, в котором один или более указанных полиолов включают смесь диола и триола.
6. Ремень по п.5, в котором указанный эластичный шнур включает волоконную пряжу с пустотами между волокнами, и указанная композиция пропитывает, по меньшей мере, часть указанных пустот и покрывает указанные волокна.
7. Ремень по п.6, в котором указанная пропитанная часть составляет от приблизительно 20% до приблизительно 100% объема пустот.
8. Ремень по п.5, в котором указанный эластичный шнур включает пряжу, содержащую множество углеродных волокон с пустотами между указанными углеродными волокнами, и в котором указанная композиция пропитывает от 20% до 100% объема указанных пустот и покрывает указанные углеродные волокна.
9. Ремень по п.1, в котором указанный форполимер включает продукт реакции пара-фенилендиизоцианата и одного или более поликапролактоновых полиолов и в котором указанный отвердитель включает воду.
10. Ремень по п.1, в котором указанная композиция состоит в основном из полимочевинного продукта реакции полиуретанового форполимера и воды.
11. Ремень по п.1, в котором указанная эластомерная основа включает литьевой полиуретановый эластомер, и указанный эластомер находится в непосредственном контакте с указанной композицией.
12. Ремень по п.11, в котором указанный эластичный шнур включает пряжу, включающую множество углеродных волокон с пустотами между указанными углеродными волокнами, и в котором указанная композиция пропитывает от 20% до 99% объема указанных пустот и покрывает указанные углеродные волокна, и в котором указанный эластомер пропитывает, по меньшей мере, часть остальных указанных пустот.
13. Ремень по п.1, в котором указанная эластомерная основа включает резину.
14. Ремень по п.13, в котором указанный эластичный шнур включает покровный клеевой слой, расположенный между указанной клеевой композицией и указанной резиной.
15. Ремень по п.1, в котором указанная эластомерная основа включает термопластический эластомер, и указанный эластомер находится в непосредственном контакте с указанной клеевой композицией.
16. Ремень по п.15, в котором указанный эластомер представляет собой термопластический полиуретан.
17. Ремень по п.16, в котором указанный ремень имеет первый конец и второй конец.
18. Ремень по п.1, в котором указанный ремень представляет собой бесконечный приводной ремень.
19. Ремень по п.18, в котором указанный ремень представляет собой зубчатый ремень.
20. Эластичный шнур для армировки эластомерного изделия, где, по меньшей мере, часть указанного шнура пропитана полимочевиноуретановой композицией, содержащий продукт реакции
полиуретанового форполимера, содержащего продукт реакции полиизоцианата, и по меньшей мере, одного полиола, выбранного из сложных полиэфирполиолов, поликарбонатных полиолов и простых полиэфирполиолов, и удлинителя цепи, выбранного из диаминов и воды.
21. Эластичный шнур по п.20, в котором указанный полиол выбран из группы, состоящей из поликарбонатных полиолов и поликапролактоновых полиолов, и включает смесь диола и триола; указанный полиизоцианат выбран из группы, состоящей из пара-фенилендиизоцианата, 2,6-толуолдиизоцианата и 4,4'-дифенилметандиизоцианата; и указанный удлинитель цепи представляет собой воду.
22. Эластичный шнур по п.21, который включает волоконную пряжу, содержащую множество углеродных волокон с пустотами между указанными углеродными волокнами, и в котором указанная композиция пропитывает от 20% до 99% объема указанных пустот и покрывает указанные углеродные волокна.
23. Способ, включающий смешивание пропиточного раствора, включающего полиуретановый форполимер в инертном растворителе, пропитку волоконной пряжи указанным пропиточным раствором, сушку указанной пропитанной волоконной пряжи для удаления указанного растворителя и отверждение указанного форполимера до некоторой степени в присутствии воды, в результате чего получается эластичный шнур, по меньшей мере, частично пропитанный полимочевиноуретановой композицией.
24. Способ по п.23, который дополнительно включает внедрение указанного эластичного шнура в эластомерную основу ремня.
25. Клеевая композиция для пропитки жгута волокон в целях армировки гибкого эластомерного изделия, включающая продукт реакции полиуретанового форполимера и воды, где полиуретановый форполимер включает продукт реакции пара-фенилендиизоцианата и поликапролактонового полиола.
| Колосоуборка | 1923 |
|
SU2009A1 |
| WO 9602584 A1,01.02.1996 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| ПРИВОДНОЙ РЕМЕНЬ | 2003 |
|
RU2253773C1 |
| ПРИВОДНОЙ РЕМЕНЬ | 2006 |
|
RU2331001C2 |

