Изобретение относится к сварке и наплавке, а именно к материалам, используемым для электроконтактного на- пекания или наплавки, и может быть применено как при восстановлении изношенных поверхностей деталей, так и при создании различных покрытий. Цель изобретения - упрочнение ленточного присадочного материала для улучшения .качества наплавки.
Порошковая пихта содержит связующее из дисперсного полимера, имеющего температуру плавления ниже температуры плавления полиамидного волокна сетки (например, полиэтилен);
Указанная цель обеспечивается тем, что при формовании ленты нагревом до температуры вьше температуры плавления связующего полимера, но ниже температуры плавления полиамидного . волокна под давлением частицы поли- .
мерного связующего переходят в пласти- че ское состояние (.образуются прошив ки, преимущественно направленные перпендикулярно сетке), при этом частицы щихты и связующего уплотняются и внедряются в ячейки армирую. щей сетки, армируя ленту дополнительно. Наличие армирующей .сетки, выго, рающей при напекании, производит дог , полнительное науглероживание наращенного слоя (что повьщ1ает его износостойкость).
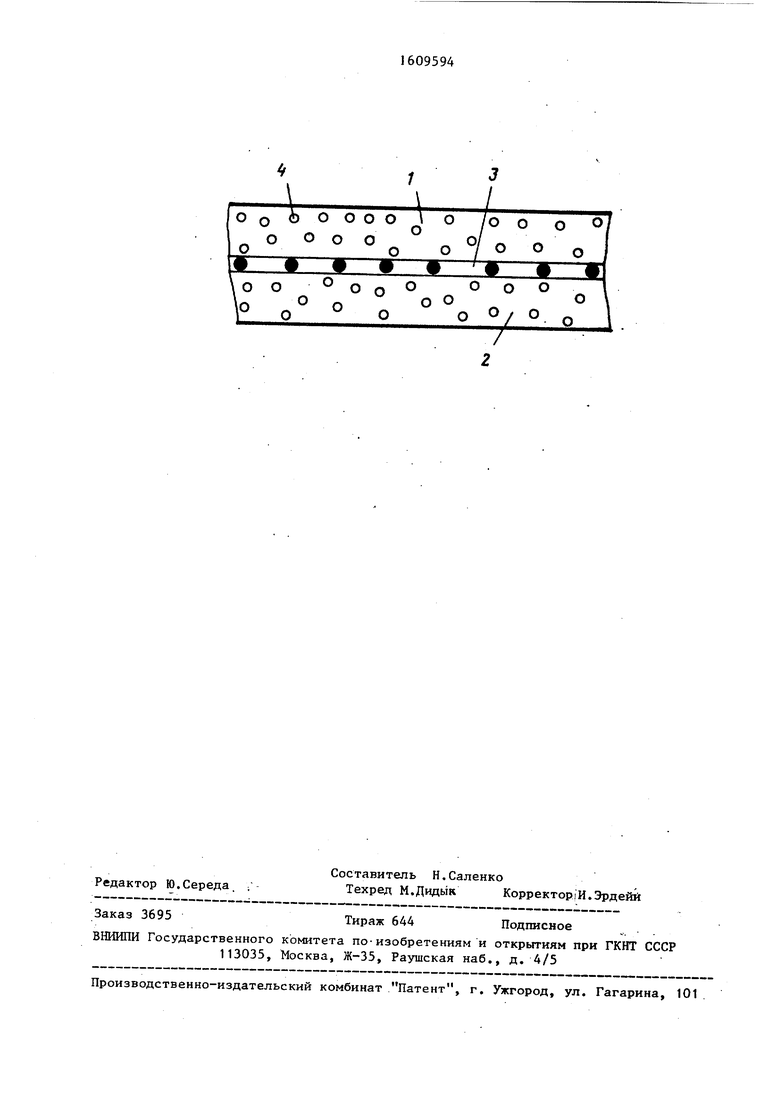
На чертеже схематично изображен предлагаемый ленточный присадочный материал, разрез.
Лента содержит слои порошковой
шихты 1 и 2, между которыми расположена сетка из полиамидного волокна 3. Слои порошковой шихты 1 и 2 содержат в качестве связующего дисперсный полимер 4. Изготовление
о
со
СП
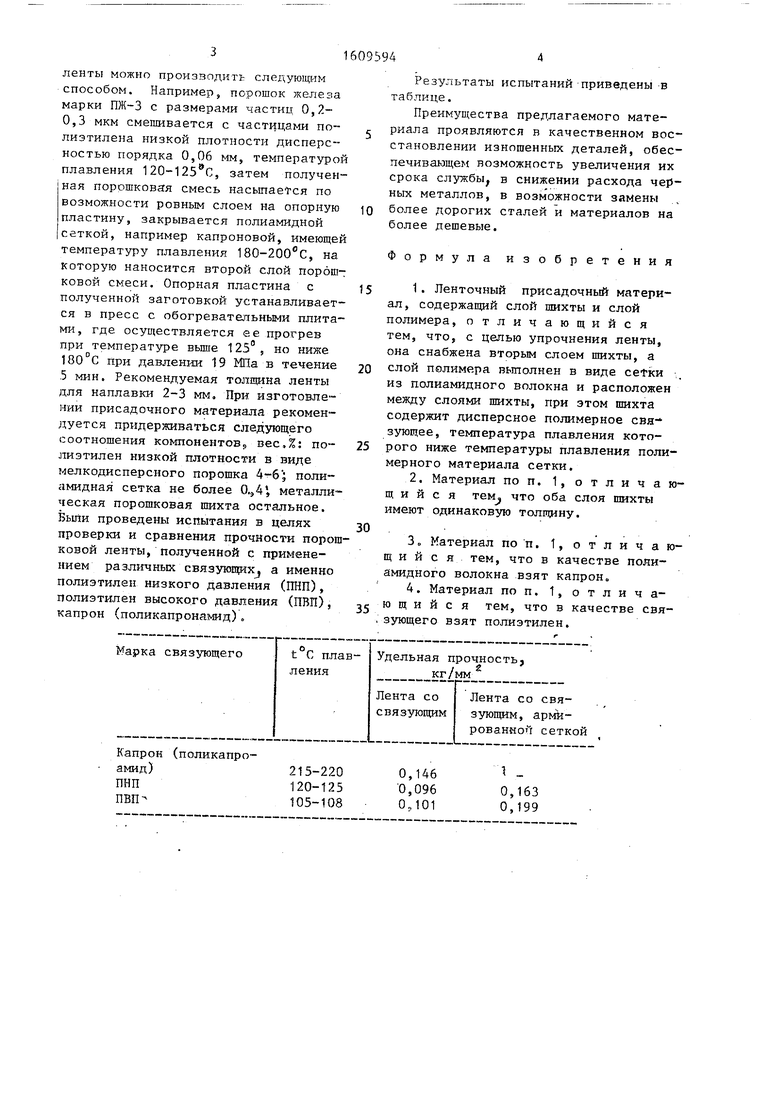
ленты можно производить следующим способом. Например, порошок железа марки ПЖ-3 с размерами частиц 0,2- 0,3 мкм смешивается с частицами полиэтилена низкой плотности дисперсностью порядка 0,06 мм, температуро плавления 120-125 0, затем полученная порошковая смесь насыпается по возможности ровным слоем на опорную пластину, закрывается полиамидной сеткой, например капроновой, имеющей температуру плавления 180-200 С, на которую наносится второй слой порошковой смеси. Опорная пластина с полученной заготовкой устанавливается в пресс с обогревательными плитами, где осуществляется ее прогрев при температуре вьшге 123°, но ниже 180 С при давлении 19 МПа в течение 5 мин. Рекомендуемая толщина ленты для наплавки 2-3 мм. При изготовлении присадочного материала рекомендуется придерживаться следующего соотношения компонентов., вес.%: полиэтилен низкой плотности в виде мелкодисперсного порошка 4-6; полиамидная сетка не более металлическая порошковая шихта остальное. Ныли проведены испытания в целях проверки и сравнения прочности порошковой ленты, полученной с применением различных связyюIIщxJ а именно полиэтилен низкого давления (ПНП), полиэтилен высокого давления (ПВП), капрон (поликапронамид).
5
Результаты испытаний-приведены-в
таблице.
Преимущества предлагаемого мате- 5 риала проявляются в качественном восстановлении изношенных деталей, обес- печиваюш;ем возможность увеличения их срока службы, в снижении расхода черных металлов, в возможности замены 0 более дорогих сталей и материалов на более дешевые.
Формула изобретения
1.Ленточный присадочный материал, содержащий слой шихты и слой полимера, отличающийся тем, что, с целью упрочнения ленты, она снабжена вторым слоем шихты, а слой полимера вьтолнен в виде сеТки из полиамидного волокна и расположен между слоями шихты, при этом шихта содержит дисперсное полимерное связующее, температура плавления которого ниже температуры плавления полимерного материала сетки.
2.Материал по п. 1, отличающийся тем что оба слоя шихты имеют одинаковую толщину.
0
5
0
5
3„ Материал по п. 1, отличаю- Щ и и с я тем, что в качестве полиамидного волокна взят капрон.
4. Материал по п. 1, отличающийся тем, что в качестве свя- iзующего взят полиэтилен.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| Порошковая лента | 1981 |
|
SU959962A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ утилизации отходов машиностроительного и инструментального производства | 2016 |
|
RU2663234C2 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2322333C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| Способ изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов (варианты) | 2019 |
|
RU2725457C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| Препрег для шликерных покрытий, наносимых методом лазерной наплавки | 2020 |
|
RU2737104C1 |
Изобретение относится к сварке и наплавке, а именно к материалам для электроконтактной наплавки на восстанавливаемые детали. Цель изобретения - упрочнение ленточного присадочного материала для улучшения качества наплавки. Лента состоит из двух слоев шихты, содержащей связующий полимер, между которыми расположена полиамидная сетка. При формовании ленты нагревом до температуры выше температуры плавления связующего полимера, но ниже температуры плавления полиамидного волокна под давлением частицы шихты и связующего уплотняются и внедряются в ячейки армирующей сетки, дополнительно упрочняя ленту. 3 з.п.ф-лы, 1 ил., 1 табл.
(поликапро
215-220120-125 105-108
}
0,163 0,199
О О
О о
о о о о
о о о о о о/ о Q
7
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТА МЕЖДУ ГРАФИТОМ | 0 |
|
SU203269A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Порошковая лента | 1981 |
|
SU959962A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
