Изобретение относится к области электроконтактной сварки и наплавки и может быть использовано при восстановлении изношенных и упрочнения деталей электроконтактной приваркой металлических лент.
Известен способ электроконтактной приварки металлической ленты, при котором металлическую ленту закрепляют на изделии и приваривают к нему, пропуская между наплавляющим роликом и изделием через металлическую ленту импульсы сварочного тока [1].
Недостатком известного способа является низкая прочность соединения наращиваемого слоя с основным металлом вследствие отсутствия пластической деформации металлической ленты в зоне контакта ее с изделием, что является необходимым условием соединения металлов в твердой фазе. Поэтому в большинстве случаев приварку металлической ленты известным способом производят на режимах, обеспечивающих образование литого ядра. Последнее смещается из зоны контакта металлической ленты с изделием в глубь основного металла из-за интенсивного теплоотвода от тонкой металлической ленты в массивный медный наплавляющий ролик. Указанный недостаток известного способа особенно заметен при наплавке изделий из легированных и жаропрочных сталей.
Изобретение позволяет получить новый технический результат - повышение прочности сварного соединения.
Этот технический результат достигается тем, что в способе электроконтактной приварки металлической ленты к восстанавливаемой детали, включающем предварительное формирование на стороне присадочной ленты, обращенной к наплавляемой детали, рельефа в виде чередующихся гребней и впадин, закрепление присадочной ленты на детали и приварку к ней пропусканием между наплавляющим роликом и деталью через присадочную ленту импульсов электрического тока, согласно изобретению рельеф на стороне присадочной ленты, обращенной к наплавляемой детали, выполняют поперек направления обкатки детали наплавляющим роликом, а при приварке ленты впадины частично заполняют порошковым материалом.
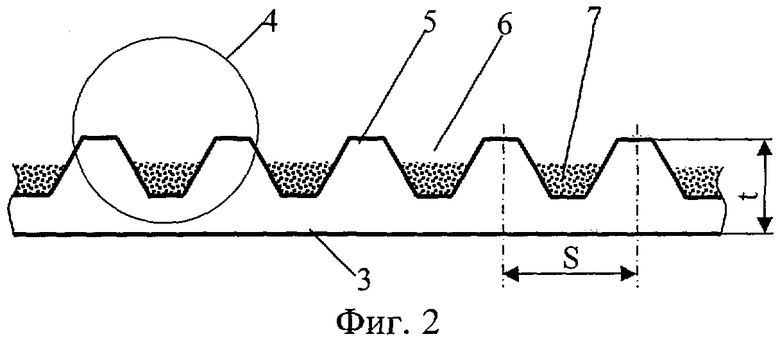
На фиг. 1 показана схема электроконтактной приварки металлической ленты к поверхности изделия. На фиг.2 показан профиль ленты.
Схема способа включает в себя изделие 1, к которому наплавляющим роликом 2 прижимают металлическую ленту 3, на поверхности которой имеется рельеф 4 с шагом S, в виде чередующихся гребней 5 и впадин 6 глубиной t. Впадины 6 могут быть частично заполнены порошковым материалом 7.
Способ может быть реализован следующим образом. Предварительно на стороне металлической ленты 3, обращенной к наплавляемому изделию 1, формируют рельеф 4, содержащий чередующиеся гребни 5 и впадины 6. Такой рельеф 4 может быть выполнен фрезерованием, прокаткой или другими способами. Рекомендуемый профиль рельефа 4 трапецеидальный, шаг 3...5 мм, глубина 0,7...1,5 мм. Рельеф 4 выполняют поперек направления обкатки изделия 1 наплавляющим роликом 2. При прохождении через зону формирования сварного соединения мощных импульсов сварочного тока, чередующихся с паузами, металл гребней 5 разогревается до пластического состояния и осаживается усилием наплавляющего ролика 2, испытывая при этом значительную деформацию. При осадке происходит относительное движение находящегося в пластическом состоянии присадочного металла по наплавляемой поверхности изделия 1, приводящее к разрушению и растворению плотных оксидных пленок, препятствующих образованию прочного сварного соединения. Прочность формируемого сварного соединения металлической ленты 3 с основным металлом изделия 1 можно дополнительно повысить, заполняя примерно наполовину впадины 6 металлической ленты 3 порошковым материалом 7.
Пример 1 осуществления способа. Наплавлялись разборные цилиндрические образцы диаметром 50 мм из стали 45 ГОСТ 1050-88 со вставными штифтами стальной холоднокатаной лентой толщиной 1,2 мм по ГОСТ 16523-70 из стали 45, на которой фрезерованием был выполнен трапецеидальный формы рельеф с шагом 4 мм и глубиной 0,7 мм. Режим наплавки: действующее значение тока наплавки I=8,5 кА; усилие прижатия наплавляющего ролика F=1,7 кН; длительности импульсов тока tимп=0,04 с; длительности пауз tn=0,08 с; скорость наплавки 20 мм/с. Одновременно для контроля такие же образцы и на том же режиме наплавлялись известным способом. При наплавке предлагаемым способом прочность сварного соединения, определенная по результатам отрыва штифтов от наплавленного слоя, составила 75 МПа, а при известном способе 48 МПа.
Пример 2. Условия наплавки те же, что и в примере 1. Наполовину впадины между гребнями профилированной стальной ленты были заполнены железным порошком ПЖ4 ГОСТ 9849-74. Экспериментально определенная прочность сварного соединения составила 90 МПа.
Из примеров видно, что предлагаемый способ позволяет повысить прочность сварного соединения металлопокрытия с основой.
Источники информации
1. Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981, с.89-91 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Присадка для электроконтактной приварки | 2019 |
|
RU2700890C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты | 2019 |
|
RU2704950C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2010 |
|
RU2440222C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты | 2023 |
|
RU2820292C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2006 |
|
RU2307009C1 |
| Способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты | 2022 |
|
RU2788561C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПУЧКА МЕТАЛЛИЧЕСКИХ ПРОВОЛОК | 2012 |
|
RU2489241C1 |
| Присадочная лента для электроконтактной приварки | 2019 |
|
RU2700891C1 |
Изобретение относится к области электроконтактной сварки и наплавки и может быть использовано для упрочнения и восстановления изношенных деталей металлической лентой. На стороне присадочной ленты, обращенной к наплавляемой детали, предварительно формируют рельеф в виде чередующихся гребней и впадин. Рельеф выполняют поперек направления обкатки детали наплавляющим роликом. Закрепляют присадочную ленту на детали и приваривают к ней пропусканием между наплавляющим роликом и деталью через присадочную ленту импульсов электрического тока. При приварке ленты впадины частично заполняют порошковым материалом. Повышается прочность сварного соединения металлопокрытия с основой. 2 ил.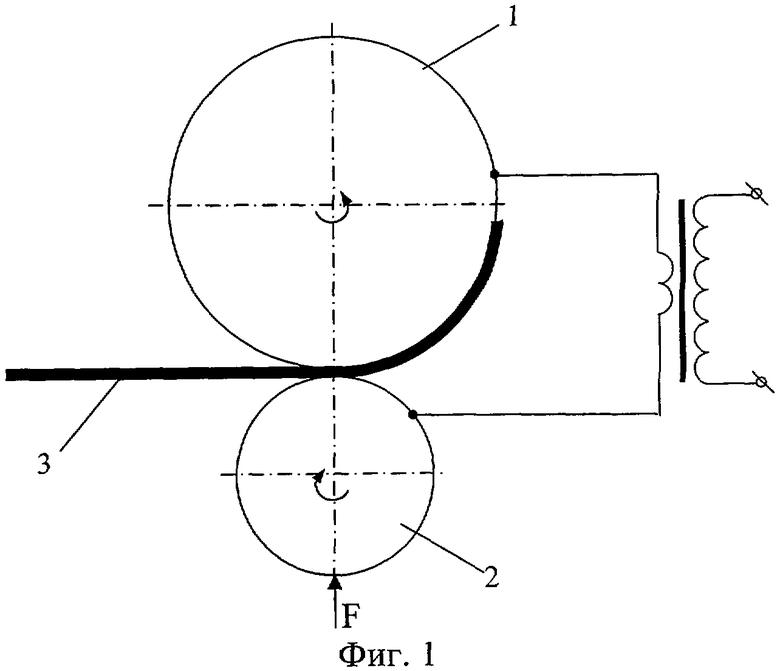
Способ электроконтактной приварки металлической ленты к восстанавливаемой детали, включающий предварительное формирование на стороне присадочной ленты, обращенной к наплавляемой детали, рельефа в виде чередующихся гребней и впадин, закрепление присадочной ленты на детали и приварку к ней пропусканием между наплавляющим роликом и деталью через присадочную ленту импульсов электрического тока, отличающийся тем, что рельеф на стороне присадочной ленты, обращенной к наплавляемой детали, выполняют поперек направления обкатки детали наплавляющим роликом, а при приварке ленты впадины частично заполняют порошковым материалом.
| АМЕЛИН Д.В | |||
| и др | |||
| Новые способы восстановления и упрочнения деталей машин электроконтактной наваркой | |||
| М.: ВО "Агропромиздат", 1987, с.30-31, 68 | |||
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1993 |
|
RU2035278C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2200650C2 |
| Способ восстановления поверхностей деталей вращения | 1987 |
|
SU1493418A1 |
| Способ восстановления детали электроконтактной сваркой | 1986 |
|
SU1459887A1 |
| DE 4102247 А, 30.07.1992 | |||
| WO 9826896 А, 25.06.1998. | |||

