. Фиг.2
фазочувствительному преобразователю, выполненному в виде упругого рессорного вала, и рабочей головке. При на- гружении рессорного вала происходит смещение диска относительно диска на определенный угол. После форютрования импульсов с датчика 8 момента и датчика 9 угла поворота по амплитуде и длительности они поступают в систему управления. Импульсы, пропорциональные величине крутящего момента, с выхода ячейки И.19 поступают через делитель 50 на вход четырехразрядного счетчика 38, импульсы с которого ини- циируются на блоке А1., Одновременно сигнгшы со счетчика 38 постунают на дешифратор 35 и ячейку ИЛИ 23, один из выводов которой связан с формирователем 22 импульса сброса, а другой со счетчиком 39 угла затяжки и триг|гером 53о Сигнал с дешифратора 35 и блока 32 предварительной установки (величины момента по одному из каналов поступают через триггер 45, ячейку И 47 в блок 43 индикации, по другому каналу - в ячейку ИЛИ 54. Блок 34 предварительной установки позволяет установить определенное количество тактов доворота.(дозатяжки), после чего сигнал с дешифратора 3,7 через ячейку И 28 устанавливает триггер 53 в нулевое положение, и поступление импульсов на вход ячейки ИЛИ 24 .прекращается При поступлении последнего тактового импульса доворота триггер 45 срабатывает, поступление сиг- нйлоБ с выхода ячейки И 56 прекращается,, и исполнительный элемент 29 прекращает работу пневматического гайковерта „ 2 ил.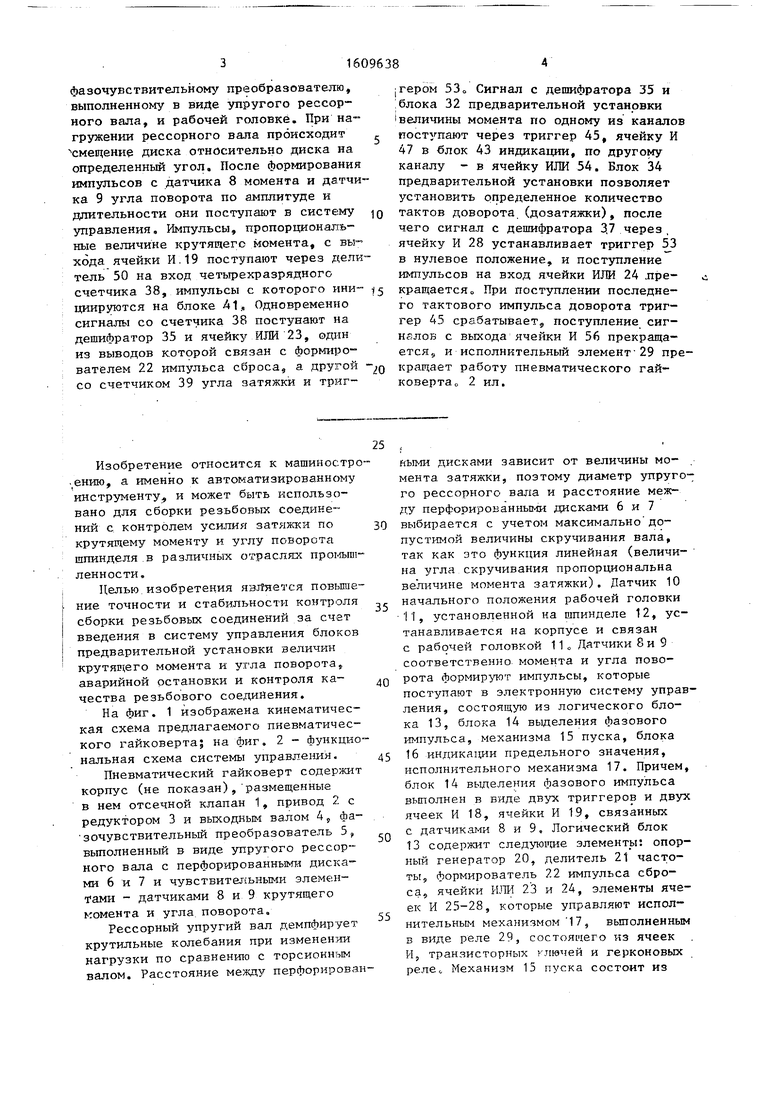
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для завинчивания резьбовых деталей | 1989 |
|
SU1660949A1 |
| Система управления электрическим гайковертом | 1987 |
|
SU1493451A1 |
| Многошпиндельный гайковерт | 1987 |
|
SU1608617A1 |
| Стенд для измерения силовых параметров в резьбовых соединениях | 1991 |
|
SU1781570A1 |
| Многошпиндельный гайковерт | 1983 |
|
SU1142814A1 |
| Устройство для управления гайковертом при сборке резьбовых соединений | 1987 |
|
SU1427332A1 |
| Устройство для управления катушками возбуждения электромагнитных муфт многошпиндельного гайковерта | 1984 |
|
SU1249480A1 |
| Многошпиндельный гайковерт | 1987 |
|
SU1438955A1 |
| Многошпиндельный гайковерт | 1983 |
|
SU1124249A1 |
| Система углового ориентирования шпинделя гайковерта | 1985 |
|
SU1279807A1 |
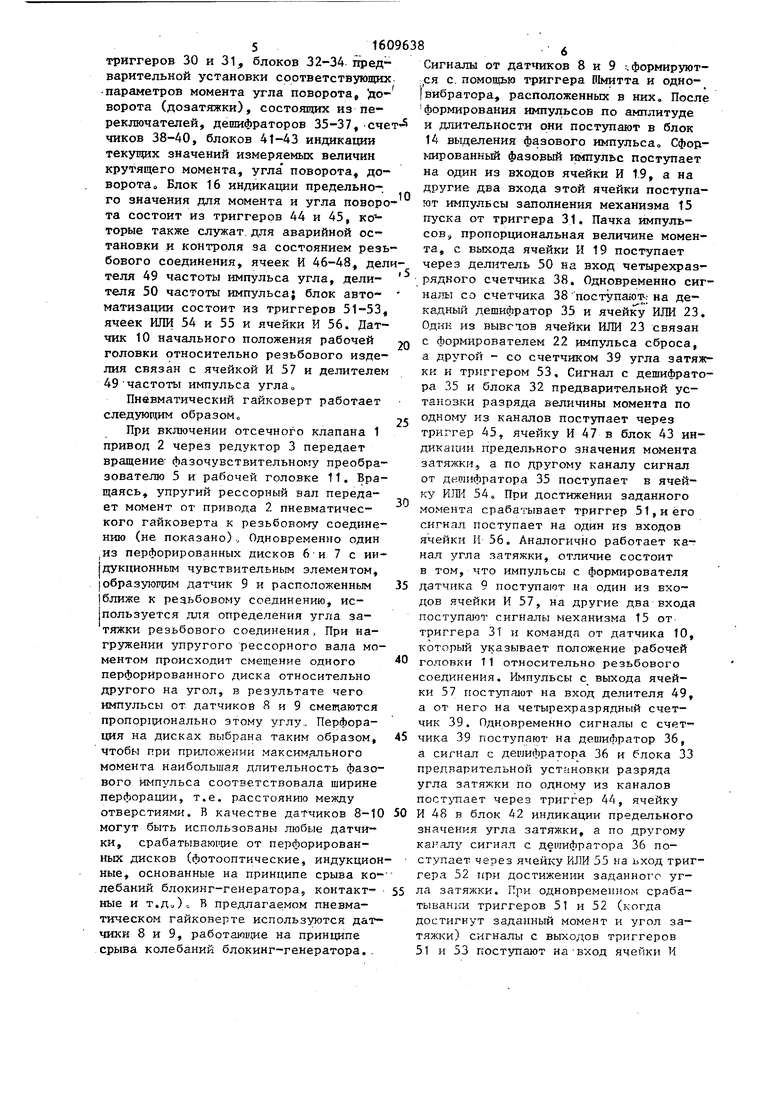
Изобретение относится к автоматизированному инструменту и может быть использовано для сборки резьбовых соединений с контролем усилия затяжки по крутящему моменту и углу поворота шпинделя в различных отраслях промышленности. Целью изобретения является повышение точности и стабильности контроля сборки резьбовых соединений. При включении отсечного клапана привод с редуктором передает вращение фазочувствительному преобразователю, выполненному в виде упругого рессорного вала, и рабочей головке. При нагружении рессорного вала происходит смещение диска относительно диска на определенный угол. После формирования импульсов с датчика 8 момента и датчика 9 угла поворота по амплитуде и длительности они поступают в систему управления. Импульсы, пропорциональные величине крутящего момента, с выхода ячейки И 19 и поступают через делитель 50 на вход четырехразрядного счетчика 38, импульсы с которого индицируются на блоке 41. Одновременно сигналы со счетчика 38 поступают на дешифратор 35 и ячейку ИЛИ 23, один из выводов которой связан с формирователем 22 импульса сброса, а другой - со счетчиком 39 угла затяжки и триггером 53. Сигналы с дешифратора 35 и блока 32 предварительной установки величины момента по одному из каналов поступают через триггер 45, ячейку И 47 в блок 43 индикации, по другому каналу - в ячейку ИЛИ 54. Блок 34 предварительной установки позволяет установить определенное количество тактов доворота (дозатяжки), после чего сигнал с дешифратора 37 через ячейку И 28 устанавливает триггер 53 в нулевое положение и поступление импульсов на вход ячейки ИЛИ 24 прекращается. При поступлении последнего тактового импульса доворота триггер 45 срабатывает, поступление сигналов с выхода ячейки 56 И прекращается и исполнительный элемент 29 прекращает работу пневматического гайковерта. 2 ил.
Изобретение относится к машиностро , ению, а именно к автоматизированному инструменту., и может быть использовано для сборки резьбовых соединений с контролем усилия затяжки по крутящему моменту и углу поворота шпинделя.в различных отраслях промышленности.
Целью.изобретения язЯяется повьше ние точности и стабильности контроля сборки резьбовых соединений за счет введения в систему управления блоков предварительной установки величин крутяп(его момента и угла поворота, аварийной остановки и контроля ка- чества резьбового соединения.
На фиг. 1 изображена кинематическая схема предлагаемого пневматического гайковертаI на фиг. 2 - функциональная схема системы управления,
Пневматический гайковерт содержит корпус (не показан), размещенные в нем отсечной клапан 1, привод 2 с редуктором 3 и выходным валом 4 фа- зочувствительный преобразователь 5, вьшолненный в виде упругого рессорного вала с перфор ированными дисками 6 и 7 и 4yBCTBHTejibHbiMH элементами - датчиками 8 и 9 крутящего момента и угла поворота.
Рессорный упругий вал демпфирует крутильные колебания при изменен™ нагрузки по сравнению с торсионным валом. Расстояние между перфорировакыми дисками зависит от величины мо- мента затяжки, позтому диаметр упругого рессорного вала и расстояние между перфорированньи-щ дисками 6 и 7 выбирается с учетом максимально допустимой величины скручивания вала, так как это функция линейная (величина угла скручивания пропорциональна величине момента затяжки). Датчик 10 начального положения рабочей головки 11, установленной на шпинделе 12, устанавливается на корпусе и связан с рабочей головкой 11 о Датчики 8 и 9 соответственно момента и угла поворота формируют импульсы, которые поступают в электронн то систему управления, состоящую из логического блока 13, блока 14 выделения фазового импульса, механизма 15 пуска, блока 16 индикадаи предельного значения, исполнительного механизма 17. Причем, блок 14 выделения фазового импульса выполнен в виде двух триггеров и двух ячеек И 18, ячейки И 19, связанных с датчиками 8 и 9. Логический блок 13 содержит следую1 ще элементы: опорный генератор 20, делитель 21 частоты, формирователь 22 импульса сброса, ячейки ИЛИ 23 и 24, элементы ячеек И 25-28, которые управляют исполнительным механизмом 17, выполненным в виде реле 29, состоящего из ячеек И, траняисторных ключей и герконовых реле о Механизм 15 пуска состоит из
51609638
триггеров 30 и 31,, блоков 32-34 предварительной установки соответствующих параметров момента угла поворота, до- ворота (дозатяжки), состоящих из пеСигналы от датчиков 8 и 9 :. формируются с. помощью триггера 01митта и одно- вибратора, расположенных в них. После формирования импульсов по амплитуде
реключателей, дешифраторов 35-37, счет- и длительности они поступают в блок
10
20
25
чиков 38-40, блоков 41-43 индикации текущих значений измеряемых величин крутящего момента, угла поворота, до- ворота Блок 16 индикации предельно-, го значения для момента и угла поворо- та состоит из триггеров 44 и 45, которые также служат, для аварийной остановки и контроля за состоянием резьбового соединения, ячеек И 46-48, дели- через делитель 50 на вход четырехраз- теля 49 частоты импульса угла, дели- рядного счетчика 38. Одновременно сиг- теля 50 частоты импульса; блок авто- налы со счетчика 38 поступаю-.-на де- матизации состоит из триггеров 51-53, ячеек ИЛИ 54 и 55 и ячейки И 56. Датчик 10 начального положения рабочей головки относительно резьбового изделия связан с ячейкой И 57 и делителем 49 частоты импульса угла.
Пневматический гайковерт работает следующим образом.
При включении отсечного клапана 1 привод 2 через редуктор 3 передает вращение- фазочувствительному преобразователю 5 и рабочей головке 11. Вращаясь, упругий рессорный вал передает момент от привода 2 пневматического гайковерта к резьбовому соединению (не показано),, Одновременно один ,из перфорированных дисков 6-и 7 с индукционным чувствительным элементом, образующим датчик 9 и расположенным Iближе к резьбовому соединению, используется для определения угла затяжки резьбового соединения, При на- гружении упругого рессорного вала моментом происходит смещение одного перфорированного диска относительно другого на угол, в результате чего импульсы от датчиков 8 и 9 смещаются пропорционально этому углу, Перфора- 1ЩЯ на дисках выбрана таким образом, чтобы при приложении максим.апьного момента наибольшая длительность фазового импульса соответствовала ширине перфорации, т.е. расстоянию между
отверстиями. В качестве датчиков 8-10 50 И 48 в блок 42 индикации предельного могут быть использованы любые датчи- значения угла затяжки, а по другому ки, срабатываюище от перфорированных дисков (фотооптические, индукцион-
14 вьщеления фазового импульса. Сформированный фазовый импульс поступает на один из входов ячейки И 1.9, а на другие два входа этой ячейки поступают импульсы заполнения механизма 15 пуска от триггера 31. Пачка импульсов, пропорциональная величине момента, с выхода ячейки И 19 поступает
кадный дешифратор 35 и ячейку ИЛИ 23. Один из вывпов ячейки ИЛИ 23 связан с формирователем 22 импульса сброса, а другой - со счетчиком 39 угла затяжки и триггером 53. Сигнал с дешифратора 35 и блока 32 предварительной установки разряда величины момента по одному из каналов поступает через триггер 45, ячейку И 47 в блок 43 индикации предельного значения момента затяжки5 а по другому каналу сигнал от дешифратора 35 поступает в ячейку ШШ 54, При достижении заданного момента срабатывает триггер 51, и его сигнал поступает на один из входов ячейки И 56. Аналогично работает канал угла затяжки, отличие состоит в том, что импульсь с фор шрователя 35 датчика 9 поступают на один из входов ячейки И 57, на другие два входа поступают сигналы механизма 15 от- триггера 31 и команда от датчика 10, который указывает положение рабочей головки 11 относительно резьбового соединения. Импульсы с выхода ячейки 57 поступают на вход делителя 49, а от него на четырехразрядный счетчик 39. Одновременно сигналы с счетчика 39 поступают на дешифратор 36, а сигнал с дешифратора 36 и блока 33 предварительной установки разряда угла затяжки по одному из каналов через триггер 44, ячейку
30
40
45
ка1- алу сигнал с дешифратора 36 поступает через ячейку ИЛИ 55 на ьход триггера 52 при достижении заданного угла затяжки. При одновременном срабатывании триггеров 51 и 52 (когда достигнут заданный момент и угол затяжки) сигналы с выходов триггеров 51 и 53 поступают на-вход ячейки И
ные, основанные на принципе срыва ко- - лебаний блокинг-генератора, контакт- - 55 ные и т.д„),. В предлагаемом пневматическом гайковерте используются датчики 8 и 9, работаюище на принципе срыва колебаний блокинг-генератора..
Сигналы от датчиков 8 и 9 :. формируются с. помощью триггера 01митта и одно- вибратора, расположенных в них. После формирования импульсов по амплитуде
и длительности они поступают в блок
через делитель 50 на вход четырехраз- рядного счетчика 38. Одновременно сиг- налы со счетчика 38 поступаю-.-на де-
14 вьщеления фазового импульса. Сформированный фазовый импульс поступает на один из входов ячейки И 1.9, а на другие два входа этой ячейки поступают импульсы заполнения механизма 15 пуска от триггера 31. Пачка импульсов, пропорциональная величине момента, с выхода ячейки И 19 поступает
20
25
- через делитель 50 на вход четырехраз- рядного счетчика 38. Одновременно сиг- налы со счетчика 38 поступаю-.-на де-
кадный дешифратор 35 и ячейку ИЛИ 23. Один из вывпов ячейки ИЛИ 23 связан с формирователем 22 импульса сброса, а другой - со счетчиком 39 угла затяжки и триггером 53. Сигнал с дешифратора 35 и блока 32 предварительной установки разряда величины момента по одному из каналов поступает через триггер 45, ячейку И 47 в блок 43 индикации предельного значения момента затяжки5 а по другому каналу сигнал от дешифратора 35 поступает в ячейку ШШ 54, При достижении заданного момента срабатывает триггер 51, и его сигнал поступает на один из входов ячейки И 56. Аналогично работает канал угла затяжки, отличие состоит в том, что импульсь с фор шрователя 5 датчика 9 поступают на один из входов ячейки И 57, на другие два входа поступают сигналы механизма 15 от- триггера 31 и команда от датчика 10, который указывает положение рабочей головки 11 относительно резьбового соединения. Импульсы с выхода ячейки 57 поступают на вход делителя 49, а от него на четырехразрядный счетчик 39. Одновременно сигналы с счетчика 39 поступают на дешифратор 36, а сигнал с дешифратора 36 и блока 33 предварительной установки разряда угла затяжки по одному из каналов через триггер 44, ячейку
30
0
5
И 48 в блок 42 индикации предельного значения угла затяжки, а по другому
ка1- алу сигнал с дешифратора 36 поступает через ячейку ИЛИ 55 на ьход триггера 52 при достижении заданного угла затяжки. При одновременном срабатывании триггеров 51 и 52 (когда достигнут заданный момент и угол затяжки) сигналы с выходов триггеров 51 и 53 поступают на-вход ячейки И
56, одновременно на третий вход этой ячейки И 56 поступают тактовые ияпуль сы доворота (дозатяжки) с делителя
2t
частоты, который подключен к опорному генератору 20 с одной стороны, а с другой стороны связан с ячейками И 19, формирователем 22 импульса сброса, ячейкой И 56.
Формирование количества импульсов доворота происходит следующим обра- збм. Импульсы с выхода ячейки И 56 через ячейку И 26 поступают на вход двухразрядного счетчика 40 и одновременно счетчик 40 работает на дешифратор 37 и блок 34 предварительной установки. Блок 34 предварительной установки позволяет установить опде- деяенное количество тактов доворота (дозатяжки). При достижении заданного числа тактов сигнал с дешифратора 37 через ячейку И 28,. триггер 53, ячейку И 25. поступает на вход ячейки ИЛИ 24, с которой поступает через ячейку И 46 в блок 42 индикации предельного значения, указывая окончательную величину момента и уг ла поворота (затяжки). При достиже- .НИИ заданного числа тактов сигнал с дешифратора 37 через ячейку И 28 устанавливает триггер 53 в нулевое положение, и поступление импульсов на вход ячейки ИЛИ 24 прекращается; так как импульсы с ячейки 56 И поступают также на ячейку И 25, то состояние триггера 53 определяет поступление тактовых импульсов доворота на исполнительный элемент 29,.вьтол- ненный в виде реле, через ячейку , 24 и ячейку И 27. При поступлении ,последнего, тактового импульса доворота триггер 45 срабатывает и переводит в исходное состояние ,григгеры 51 и 52 ,
J
поступление импульсов с выхода ячейки И 56 прекращается, и исполнитель- ный элемент 29 прекращает работу пневматического гайковерта
Изобретение позволяет повысить не только точность и качество сборки резьбовых соединений, но и стабильность показаний по определению вели- чины крутящего момента и угла поворота..
Формула изобретения
Пневматический гайковерт, содержащий корпус,, размещенные в нем привод с редуктором и выходным валом, отсечной клапан, шпиндель с рабочей головкой, датчики крутящего момента,
угла поворота и положения рабочей головки, электронную систему управления, вкхпочающую логический блок, выполненный на усилителях, преобразо вателях сигналов, счетчиках импульсов, блока индикации предельных значений, отличающийся тем, что, с целью повьш1ения точности и стабильности контроля сборки, он снабжен фазочувствйтельным преобразователем в виде упругого рессорного
вала, одним концом связанного с редуктором, другим - с рабочей головкой, связанными с системой управления блоками предварительной установки величин крутящего момента и угла поворо
та, дозатяжки, аварийной остановки и контроля качества резьбового соединения, а датчики крутящего момента и угла поворота вьтолнены в виде раз ме1ченных с зазором на рессорном валу перфорированных дисков, установлен- ных друг против друга с идентично расположенными отверстиями, и чувствительных элементов.
//
| Патент США № 4223555, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
