СмеиВае
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ моделирования напряженно-деформированного состояния конструкций и сооружений | 1990 |
|
SU1767368A1 |
| СПОСОБ СКЛЕИВАНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2454379C1 |
| ТЕХНОЛОГИЯ СКЛЕЙКИ /ВАРИАНТЫ/ | 2013 |
|
RU2571645C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ РЕМОНТА ТРУБЫ | 2000 |
|
RU2194911C2 |
| ОБЪЕМНАЯ ФИЗИЧЕСКАЯ МОДЕЛЬ СИСТЕМ МИКРОВКЛЮЧЕНИЙ ДЛЯ УЛЬТРАЗВУКОВОГО МОДЕЛИРОВАНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2476909C2 |
| Способ моделирования напряженно-деформированного состояния конструкций и сооружений | 1990 |
|
SU1767369A1 |
| Способ имитации дефекта непроклея в многослойных конструкциях | 2017 |
|
RU2667317C1 |
| БЫТОВОЙ ПРИБОР С ЕМКОСТЬЮ ДЛЯ СТИРАЛЬНОГО РАСТВОРА | 2007 |
|
RU2405874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
Изобретение относится к испытательной технике. Цель изобретения - повышение качества моделирования путем улучшения изотропности оптико-механических свойств материала модели в вершине концентратора. На частях 7 и 8 составной модели выполняют на гранях S и V совмещения концентраторы 3 и 4 напряжений в виде поверхностной несплошности. Перед выполнением концентратора напряжений части 7 и 8 нагревают до температуры, не превышающей температуру замораживания материала модели. Концентраторы 3 и 4 напряжений выполняют перпендикулярно граням S и V совмещения. Затем части 7 и 8 модели охлаждают и склеивают гранями S и V по поверхности 5. При склеивании частей 7 и 8 модели образуется внутренняя трещина с сомкнутыми берегами, в полость которой клей не попадает. Возможно получение и нескольких различным образом ориентированных внутренних трещин. 4 ил.
Фаг-З
Изобретение относится к испытательной технике и может быть исполь- аовано для создашь внутренних трещин в составных моделях из оптически чувствительньк материалов.
Цель изобретения - повьшение качества моделирования путем улучшения изотропности оптико-механических свойств материала модели в вершине концентратора.
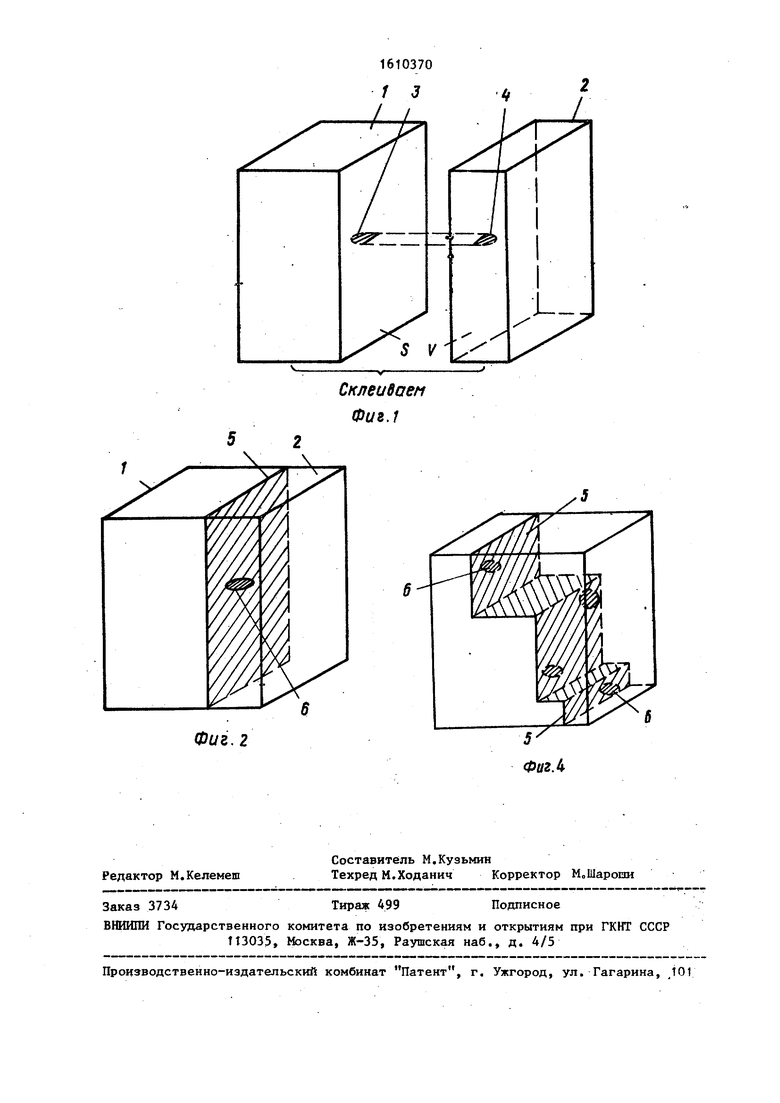
На фиг.1 изображена часть составной модели с одним концентратором; на сриго2 - модель с одним концентратором; на фиг.З - части составной модели с несколькими концентраторами; на фиг.4 - мфдель с несколькими концентраторами.
Способ осуществляют следующим образом
На частях составной модели (части
1 и 2 на фиг.1 и 2 и части 7 и 8 на фиг.З и 4) из оптически чувствитель - н-ого материала выполняют на гранях S и V совмещения частей модели кон- центраторы нагГряжений в виде Поверхносной несплошности (несплршности 3 и 4 на фиг. 1 и несколько несплошностей на фиг.
Перед выполнением концентратора напряжений части 1,2,7,8 нагревают до температуры, не превышающей температру замораживания материала модели. Концентраторы 3 и 4 напряжений выполняют пепендикулярно граням S и V совмещения.
Затем части 1,2,7,8 модели охпаж- дают и склеивают гранями S и V по поверхности 5 .склейки. При склеивании частей 1 и 2 модели образуется внутренняя трещина.6 в составной мо дели (фиг.2) НИИ несколько различным образом ориентированных внутренних трещин (фиг.4).
Пример. Цилиндрическую модель
из эпокс1-щной смолы ЭД-16 горячего
отверждения (отвердитель - метилтет- рагидрофталиевый ангидрид) изготовля ли из двух частей. Ось цилиндра находилась в плоскости разъема этих частей. Части модели помещали в теом стат, где медленно нагревали (2 С в ча до температуры, не превышающей темпе ратуру замораживания материала модели, и вьщер}|отвали при этой температуре. Для материала данной модели
эта температура равнялась }25°С. Затем при помощи тонкого резца из быстрорежущей стали толщиной 0,2 мм прорезали в каждой из частей полукруглые Концентраторы напряжений перпендикулярно плокости разъема модели. При необходимости форма концентратора может быть различной, поскольку она определяется формой резца. Концентраторы имели трещины с сомкнутыми берегами, так как материал модели при температуре, близкой к температуре замораживания, становится резинопо- добным и после прорезки дефекта берега полученной трещины смыкаются. После этого части модели медленно (2°С в час) охлаждали в термостате до комнатной температуры, а пот ом склеивали (в данном случае при помощи эпоксидного клея ЭД-20). Концен- ;траторы были нанесены так, что после )склейки частей модели они образовали единую внутреннюю трещину круглой 1формы.
Из-за того, что б.ерега концетрато- ров сомкнуты, клей в полость трещины не попадает. При этом плоскость трещины не совпадает с плоскостью склейки. Разъем модели детали также не по одной плоскости, а ступенчатый и на одной модели получают систему, внутренних дефектов, смещенных от оси модели произвольным образом.
Формула изобретения
Способ создания внутренних трещин в составных моделях из оптически чувствительных материалов, по которому выполняют на гранях совмещения частей модели концентратор напряжений в виде поверхностной несплошности и затем эти части склеивают, отличающий ся тем, что, с целью повышения качества моделиро- вания путем улучшения изотропности оптико-механических свойств материала модели в вершине концентратора, перед выполнением концентратора части модели нагревают до температуры, не превышающей температуру замораживния материала модели, концентратор напряжений выполняют перпендикулярно граням совмещения, а перед склеиванием части модели охлаждают.
Склеидаем Фиг.1
Фиг. 2
| Ватанабз М и др | |||
| Экспериментальный анализ пространственных тре- щин методами фотоупругости.- Нихон кикий гаккай ромбунсю | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
