Изобретение относится к деревообработке и может быть использовано при изготовлении из древесных отходов модифицированной древесины для производства торцевых декоративных панелей, используемых при художественной облицовке стен внутренних помещений, при изготовлении мебели или их отдельных частей, а также для изготовления паркетных щитов.
Известен способ изготовления торцевой шашки для паркетных полов или настенных панелей из древесины хвойных и мягколиственных пород, включающий сушку древесины, получение заготовок в виде торцевых шашек, придание формы их внешнему контуру и пропитку последних раствором концентрацией 30-50% синтетического каучука олигопилериленового с молекулярной массой 12000-30000 в нефрасе (патент N 2096171, МПК B 27 K 3/34, БИ N 32, 1997 г.). Недостатками данного способа является то, что при пропитке торцевой поверхности древесины хвойных и мягколиственных пород раствором каучука в нефрасе наблюдается искажение естественной текстуры древесины, а пленка каучука на поверхности торцевой шашки существенным образом ухудшает ее адгезию при наклеивании на половое или настенное основание.
Известен способ изготовления декоративных пластин из древесного материала (патент N 2062230, МПК B 27 M 3/04, 1996 г.). Этот способ включает в себя изготовление чураков из древесного материала, выпиливание из чураков брусков, формообразование заготовок путем их выпиливания из брусков. При этом раскрой заготовок производят вдоль продольных волокон древесины чураков. Поперечное сечение каждой заготовки выполняют в виде правильного многоугольника. Поперечное сечение каждой заготовки выполняют меньшим, чем продольное. Операции выпиливания из чураков брусков, раскрой их на заготовки и предварительную калибровку производят за единый технологический прием: набор заготовок в пакет, соединяемых по длинным продольным граням, склейка пакета при плотном обжатии в кондукторе, распиловка пакета в поперечном направлении на пластины, в результате чего осуществляется первый этап окончательной калибровки и получаются декоративные пластины, лицевая поверхность которых образована торцевыми гранями древесного материала, шлифование хоты бы одной поверхности декоративной пластины. Кроме того, способ может предусматривать дополнительное шлифование второй поверхности пластины, укладку заготовок в пакет либо комлем чурака в одну сторону, либо в шахматном порядке с чередованием по одной торцевой грани комля и вершины чурака, дополнительную обработку продольной поверхности пакета перед его распиловкой для придания пластине заданного профиля, выполнение поперечного сечения заготовки в виде различных правильных фигур: треугольника, квадрата или шестиугольника, получение из стволов и веток с отношением их длины к среднему диаметру не менее восьми, выполнение квадрата одного ряда, смещенного относительно квадрата смежного с ним ряда на половину длины стороны квадрата. Недостатками данного способа являются низкая производительность, обусловленная получением брусков из чураков методом выпиливания, эксплуатационные свойства панелей (их твердость и износостойкость) зависят от свойств применяемой древесины.
Известен способ изготовления торцевой декоративной панели, включающий цилиндровку чураков из хвойных и лиственных пород древесины, обжатие цилиндрических чураков по всей их длине, формообразование заготовок методом контурного прессования в профильных формах с последующей сушкой в этих же формах, соединение заготовок в пакет путем их склеивания, распиловку пакета на пластины путем форматной резки последних на элементы, которые затем наклеивают на основу с получением декоративного рисунка (патент N 2120854, МПК B 27 M 3/04, БИ 30, 1998 г.). Способ по патенту РФ N 2120854 является аналогом, наиболее близким к изобретению по совокупности существенных признаков.
Признаками, общими с существенными признаками изобретения, являются:
- цилиндровка чураков из хвойных и лиственных пород древесины,
- обжатие цилиндрических чураков по всей их длине,
- формообразование заготовок методом контурного прессования с последующей их сушкой в этих же формах,
- соединение заготовок в пакет путем их склеивания по продольным граням с последующим обжатием пакета,
- распиловка пакета на пластины путем форматной резки на элементы, которые затем наклеивают на основу с получением декоративного рисунка.
Способ по патенту N 2120854 недостаточно производителен, что связано с использованием древесины хвойных и лиственных пород, влажность которых может изменяться в больших пределах в зависимости от сезона заготовки, условий хранения. Например, влажность свежесрубленной древесины меняется от 50 до 100%, влажность воздушносухой (долго пролежавшей на воздухе) - 15-20%, влажность мокрой (долгое время пробывшей в воде) более 100% (см. Перелыгин Л.М. , Уголев Б.Н. Древесиноведение, М. 1971 г., стр. 78-79). Производительность контурного прессования существенно зависит от влажности перерабатываемой древесины, что не учитывается в известном способе.
Задача, на решение которой направлено изобретение, заключается в повышении производительности процесса.
При осуществлении изобретения достигаются следующие технические результаты: увеличение производительности процесса, повышение формостабильности заготовок и, как следствие, снижение брака при сушке заготовок.
Сущность изобретения заключается в том, в способе изготовления торцевой декоративной панели, включающем цилиндровку чураков из хвойных лиственных пород древесины, обжатие цилиндрических чураков по всей их длине, формообразование заготовок методом контурного прессования в профильных формах с последующей сушкой в этих же формах, соединение заготовок в пакет путем их склеивания по продольным граням с последующим обжатием пакета, распииловку пакета на пластины путем форматной резки последних на элементы, которые затем наклеивают на основу с получением декоративного рисунка, цилиндрические чураки до обжатия предварительно пропитывают водой до достижения ими влажности 80-120%.
Отличительным признаком предложенного способа является пропитка перед обжатием цилиндрических чураков водой до достижения ими влажности 80-120%.
Сущность предложенного способа поясняется чертежами, на которых изображены:
на фиг. 1 - зависимость усилия прессования P от влажности древесины березы, сосны, ольхи;
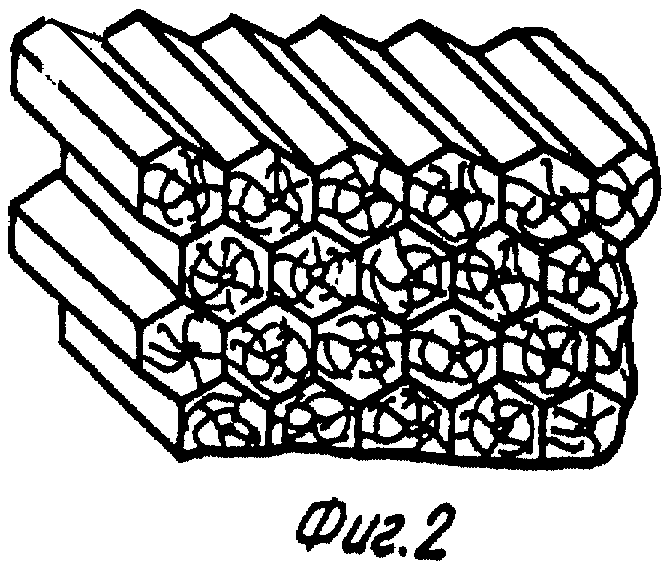
на фиг. 2 - фрагмент пакета, выполненного из шестигранных заготовок,
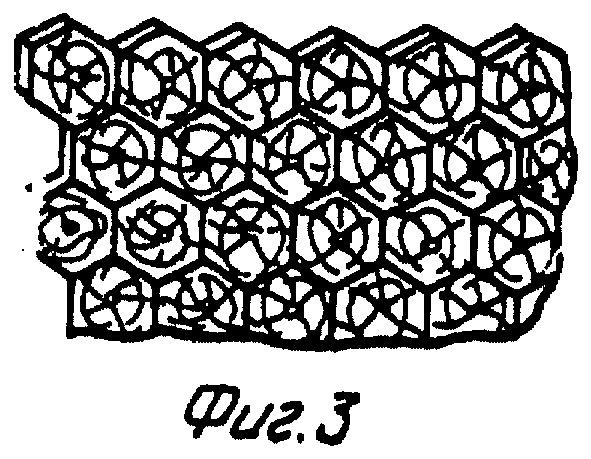
на фиг. 3 - фрагмент пластины, полученной разрезанием пакета, выполненного из шестигранных заготовок,
на фиг. 4 и 5 - элементы, полученные в результате форматной разрезки пластин.
Предлагаемый способ предполагает использование отходов лиственных и хвойных пород древесины (сосна, ель, береза, ольха, липа и др.) диаметром 50-150 мм: хлысты, вершинник, толстые сучья, отходы лущильного производства и т.п.
Способ состоит из следующих последовательных операций.
1. Распиливание древесины на чураки требуемой длины, равной сумме длины готового бруска и припуска величиной 5-7 мм на обработку торцов.
2. Предварительная калибровка-цилиндровка (скругление) чураков, т.е. придание им цилиндрической формы с диаметром, величина которого обусловлена требуемой степенью сжатия древесины. Например, если требуется получить заготовку правильной шестигранной формы с диаметрами вписанных окружностей 35, 50, 70, 100 мм, то в данной операции чураки обрабатывают до диаметров 50, 70, 90, 130 мм соответственно.
3. Пропитка цилиндрических чураков водой до достижения ими влажности 80-120%. Известно, что распределение влаги в стволе дерева неравномерно как по радиусу, так и по высоте. Например, у хвойных пород влажность заболони в 3-4 раза выше влажности ядра. Так, для сосны и ели среднегодовая влажность заболони оказалась 112 и 122%, влажность ядра или спелой древесины 33 и 38% (Перелыгин Л. М., Уголев Б.Н. Древесиноведение. М. 1971, стр. 79). Неравномерное распределение влаги имеет место и для лиственных пород древесины. По этой причине необходимо обеспечить выравнивание влажности по объему цилиндрического чурака.
4. Формообразование с целью получения из цилиндрических чураков заготовок в виде правильных многогранных (квадратных, шестигранных, или восьмигранных) призм. Формообразование заготовок производится в две стадии: предварительное обжатие цилиндрических чураков и собственно прессование. Обе стадии осуществляют на прессе, снабженным многоместной пресс-формой. Количество мест в пресс-форме, т.е. количество одновременно прессуемых заготовок, определяется размерами чураков, свойствами древесины, ее влажностью, величиной усилия прессования и т.д. Обе стадии выполняют за одним ход рабочего инструмента-толкателя, установленного на подвижной части пресса. Для обжатия цилиндрического чурака по всей длине его посредством толкателя продвигают через обжимную втулку с внутренним ступенчатым цилиндрическим отверстием. При этом диаметр чурака уменьшается на 6-10%. Предварительное обжатие обеспечивает более легкое вхождение цилиндрического чурака в заходную часть профильной формы и улучшает качество прессования за счет предотвращения трещин в заготовке и отслоения на ней древесины. При дальнейшем рабочем ходе толкателя цилиндрический чурак продавливают через фильеру квадратной, 6- или 8-угольной формы в профильную форму. Рабочую поверхность фильеры выполняют в виде обратного конуса, переходящего в многогранную призму, соответствующую требуемому профилю готовой заготовки.
Параметры прессования зависят от требуемых размеров заготовки, породы древесины и ее влажности, а также от заданной степени прессования (уплотнения) P древесины, которая в предлагаемом способе составляет не менее 40%. При контурном прессовании величина P определяется по формуле ε = (F0 - F)/F0, где F0 и F - площади поперечного сечения заготовки до и после прессования.
Для изучения влияния влажности древесины на параметры прессования были проведены опыты на цилиндрических образцах березы, ольхи и сосны диаметром 40 мм, высотой 40 мм. Диаметр уплотненной заготовки после прессования составлял 30 мм, т.е. степень уплотнения равнялась 43,7%. Влажность древесины в опытах изменялась от 4 до 146%. Результаты опытов представлены на фиг. 1, из которых следует, что при увеличении влажности древесины наблюдается снижение усилия прессования, причем в диапазоне влажностей 80-120% величина P имеет самые низкие значения. При увеличении влажности древесины более 120% отмечается некоторое увеличение величины P, что вероятно связано с увеличением гидродинамического сопротивления жидкости, заполняющей клеточную структуру древесины при ее деформировании. Из анализа опытных данных следует, что усилие прессования может быть снижено почти в два раза по сравнению с уплотнением древесины влажностью 15-20%, которая рекомендуется при контурном прессовании. ( см. Прессованная древесина и древесные пластики в машиностроении. Справочник под ред. Ракина А.Г. М., 1965 г., стр. 9). Снижение усилия прессования при сохранении требуемой степени уплотнения позволяет увеличить производительность пресса за счет увеличения числа заготовок в пресс-форме.
5. Сушка заготовок. Пресс-формы с отпрессованными заготовками загружают в сушильную камеру с принудительным отводом влаги. Заготовку сушат до достижения влажности древесины, равной 6-8%. Сушка в пресс-форме позволяет придать заготовке необходимую форму, предохраняет заготовку от возможного растрескиваниия и обусловливает применение более жестких режимов сушки. В зависимости от породы температура в камере составляет 70-120oC, причем при 70oC время сушки в зависимости от породы древесины от 15 до 45 ч, а при 120oC - от 5-8 ч.
6. Окончательная калибровка заготовок производится с целью обеспечения точности их размеров не более 0,1-0,2 мм.
7. Торцовка заготовок имеет целью получение заготовок одинаковой длины, равной 95-100 мм. Кроме того, она позволяет вскрыть на торцах заготовок дефекты древесины: наличие черных сучков и гнили.
8. Сортировка с целью отбраковки дефектных заготовок, а также, при необходимости, отбора заготовок по структуре, оттенкам и т.д.
9. Склейка заготовок в пакеты. На боковые поверхности заготовок наносят клей и составляют из заготовок пакет по заданным размерам. Собранный пакет помещают в гидрофицированную вайму с гидравлическими приводами зажимных устройств, при помощи которых осуществляют всестороннее обжатие пакета по трем взаимно перпендикулярным осям. Склеивание производят под давлением, обеспечивающим беззазорное соединение заготовок и коррекцию их геометрической формы, которое составляет 35-40 атм. Под таким давлением производят обжатие пакетов в течение времени, необходимого для полимеризации клея. За счет приложения указанного давления и выдержки корректируются любые погрешности формы заготовок, а в пакете исключаются зазоры между заготовками. Пакет может быть набран из заготовок как с одинаковым, так и различным поперечным сечением.
10. Разрезка на пластины. Пакет разрезают на пластины на отрезном станке, снабженном устройствами, обеспечивающими необходимую толщину пластины и имеющими систему подачи и обратного хода. Толщина пластины 2-5 мм.
11. Форматная резка пластин. Пластины разрезают на отрезном станке для форматной резки на элементы необходимых для последующей работы форм и размеров, например на квадраты со стороной 150 мм, прямоугольники 150 х 250 мм, ромбы шириной 150 мм и углом при одной из вершин, равным 60o, и т.д.
12. Наклейка панелей. Полученные элементы используют для наклейки панелей, предназначенных для облицовки помещений и мебели или для изготовления паркетных щитов. Конструкцию, форму, размеры и виды обработки панелей выбирают в зависимости от назначения. В общем случае пластины наклеивают на твердую основу необходимой толщины - фанеру, древесно-стружечную плиту, древесно-волокнистую плиту, цементно-стружечную плиту, МДФ- плиту и др. При наклейке используют клей, не содержащий воду. Получают панели, например, в виде квадрата 600 х 600 мм, ромба шириной 630 мм или прямоугольника нужных размеров. Наклеивание на основу производят в вайме с боковым поджатием, которую помещают в пресс, обеспечивающий удельное давление не менее 1 кг/см2. Время выдержки в прессе определяется инструкцией по применению используемого клея и температурой подогрева плит пресса.
13. Шлифовка панелей. Производится на двух- или трехбарабанном шлифовально-калибровочном станке с целью обработки лицевой поверхности панели до требуемых показателей шероховатости и калибровки панели по толщине. Шлифование производится абразивной лентой двух пли трех разных степеней зернистости. При этом панель подают в рабочую зону станка и последовательно обрабатывают ее лицевую поверхность абразивной лентой грубой, средней и мелкой зернистости. Станок настраивают так, что после шлифования толщина панели будет равна требуемой.
14. Покрытие и сушка панели. На лицевую поверхность панели наносят не менее 3-4 слоев влагостойкого бесцветного (или тонирующего) экологического чистого лака. Параметры сушки каждого слоя выбирают в соответствии с инструкцией по применению данного лака.
Рассмотрим пример осуществления способа применительно к изготовлению панелей из заготовок в форме шестигранной призмы с диаметром вписанной окружности 50 мм и длиной 100 мм. Материал - сосна. Из отходов древесины влажностью 70% нарезают чураки длиной 105 мм с помощью пильного устройства, снабженного устройством для порционной подачи разрезаемого материала. Затем чураку придают цилиндрическую форму с диаметром 70 мм. Цилиндровку выполняют на вырубном станке с гидравлическим приводом подачи чурака и с рабочим инструментом в виде конического ножа. Необходимое усилие не превышает 1 т. Производительность станка не менее 5-6 чураков в 1 мин.
Затем цилиндрические чураки пропитывают водой до влажности 80% в пропиточной ванне. Контроль влажности чураков осуществляют путем измерения плотности древесины, используя для этого график зависимости плотности древесины данной породы от влажности.
Далее выполняют операцию формообразования на гидравлическом прессе, имеющем усилие прессования не менее 100 т и рабочий ход не менее 600 мм. В процессе формообразования сначала цилиндрический чурак подвергают предварительному обжатию по всей его длине, в результате чего его диаметр уменьшается до 65 мм. И при дальнейшем ходе толкателя обжатый чурак через специальную фильеру запрессовывают через специальную фильеру в профильную форму в виде шестигранной призмы с диаметром вписанной окружности 53 мм. При этом степень уплотнения составляет 40%, усилие прессования - 3 т на одну заготовку при скорости прессования 15 мм/с.
Далее отпрессованные заготовки вместе с пресс-формой загружают в сушильную камеру, где их выдерживают до тех пор, пока влажность составит 6-8%. Время сушки при 70-80oC составляет 15-18 ч до выпадения заготовок из формы.
После сушки заготовки калибруют, после чего их поперечное сечение приобретает форму правильного шестиугольника с диаметром вписанной окружности, равной 50±0,1 мм.
Для получения заготовок одинаковой длины производят обработку их торцов, выдерживая размер 90±0,3 мм.
Затем производят сортировку заготовок визуальным методом с отбраковкой дефектных деталей, а также отбор заготовок со сходными структурой и оттенками.
После этого производят склейку заготовок в пакеты, для чего на продольные боковые поверхности наносят клей, собирают из заготовок пакет 650-670 мм, устанавливают в вайму и осуществляют его всестороннее обжатие с удельным давлением 35-40 атм в течение 20-30 мин при 18-20oC.
После отверждения клея пакеты разрезают на пластины толщиной 2-5 мм на пильном станке.
Далее пластины разрезают на квадраты 150 х 150 мм на отрезном станке для форматной резки.
Затем подготавливают основу, например из фанеры, в виде квадрата 600 х 600 мм, наносят на основу и на элементы в виде квадратов клей, например КС-1, и собирают панели с получением декоративного рисунка. Панели помещают в пресс, при помощи которого под давлением 1,5-2 кг/см2 производят выдержку в течение 30-40 мин.
После указанной выдержки приступают к отделочным операциям. Панель шлифуют на трехбарабанном шлифовально-калибровочном станке, каждый из последовательно расположенных барабанов которого снабжен абразивной лентой разных степеней зернистости. Такой обработкой достигают чистоты поверхности лицевого слоя панели не хуже 30-40 мкм. При этом станок настраивают так, что после окончания шлифования толщина панели составляет 21±0,2 мм.
Далее, при необходимости, производят форматную резку панелей, придавая им необходимые размеры.
В заключение на лицевую сторону панели наносят от 3 до 5 слоев влагостойкого бесцветного лака с последующей сушкой каждого слоя.
Таким образом, осуществление изобретения позволяет получить технический результат, заключающийся:
в повышении производительности процесса прессования за счет предварительной пропитки водой цилиндрических чураков до влажности 80-120% перед их обжатием;
в предотвращении образования трещин и расслоений на цилиндрическом чураке за счет обжатия древесины влажностью 80-120% в области упругих деформаций;
в уменьшении брака при сушке заготовок в формах за счет высушивания древесины с неразрушенной клеточной структурой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ТОРЦЕВЫХ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2011 |
|
RU2471617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 2006 |
|
RU2335391C2 |
| СПОСОБ ЗАЩИТЫ ОТДЕЛОЧНОЙ ПЛИТКИ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 1999 |
|
RU2146610C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНЫХ ГРАНУЛ (ПЕЛЛЕТ) | 2007 |
|
RU2362798C1 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
Изобретение относится к деревообработке и может быть использовано при изготовлении из древесных отходов торцевых декоративных панелей для художественной облицовки стен внутренних помещений, мебели и других изделий или их составных частей, а также для изготовления паркетных щитов. Способ включает в себя формообразование заготовок методом контурного прессования в профильные формы, имеющие вид правильных многоугольников, с обжатием предварительно пропитанных водой цилиндрических чураков до влажности 80- 120% перед запрессовкой в форму. Сушку заготовок производят в этих же формах, затем заготовки калибруют и склеивают в пакеты, которые обжимают по трем взаимно перпендикулярным осям путем выдержки под давлением. После этого пакеты распиливают на пластины, которые затем разрезают на отдельные элементы. Эти элементы наклеивают на основу с получением декоративного рисунка, после чего осуществляют отделочные операции. Использование изобретения повышает производительность процесса прессования, предотвращает образование трещин и расслоений цилиндрических чураков при обжатии и уменьшает брак при сушке заготовок в формах. 5 ил.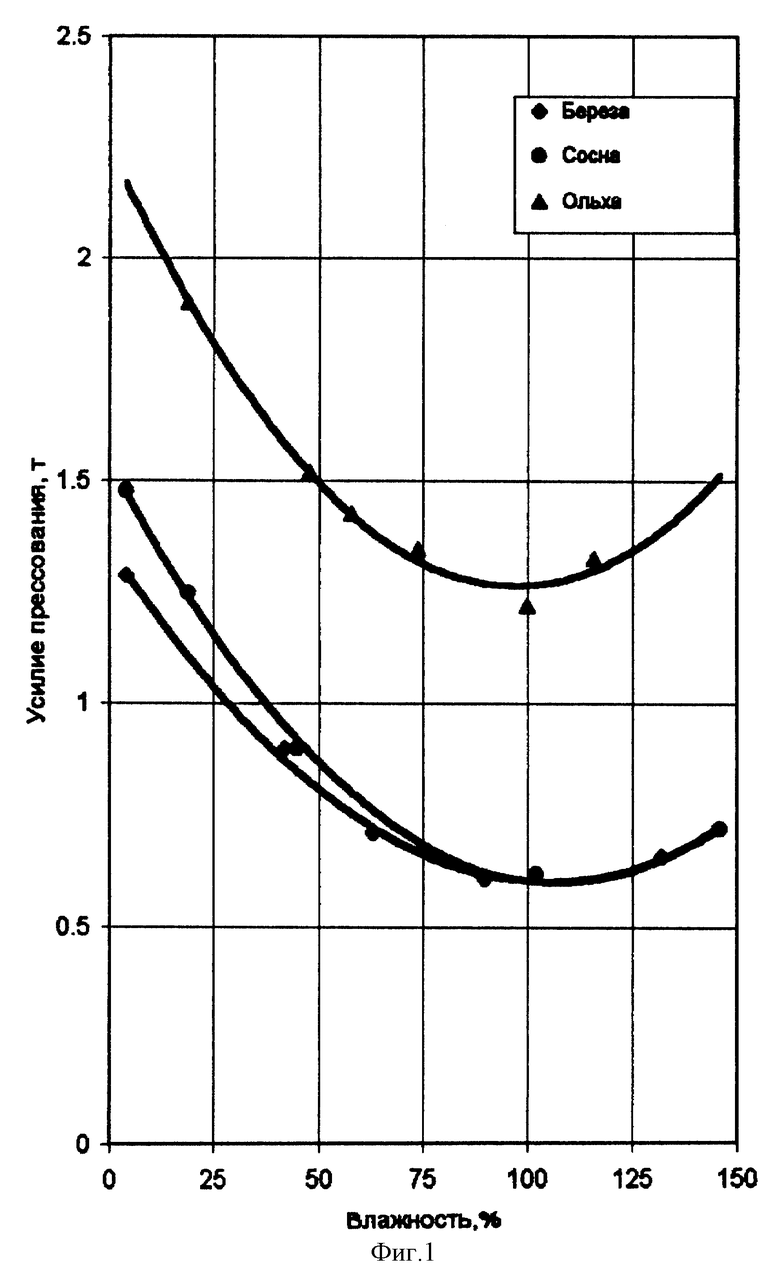
Способ изготовления торцевой декоративной панели, включающий цилиндровку чураков из хвойных и лиственных пород древесины, обжатие цилиндрических чураков по всей их длине, формообразование заготовок методом контурного прессования в профильных формах с последующей сушкой в этих же формах, соединение заготовок в пакет путем их склеивания по продольным граням с последующим обжатием пакета, распиловку пакета на пластины путем форматной резки последних на элементы, которые затем наклеивают на основу с получением декоративного рисунка, отличающийся тем, что цилиндрические чураки до обжатия предварительно пропитывают водой до достижения ими влажности 80-120%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| RU 2062230 C1, 20.06.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВОЙ ШАШКИ ДЛЯ ПАРКЕТНЫХ ЩИТОВ ИЛИ НАСТЕННЫХ ПАНЕЛЕЙ | 1994 |
|
RU2096171C1 |
