Изобретение относится к области сварки и может быть использовано в любой отрасли народного хозяйства при сварке плавящимся электродом.
Целью изобретения является расщирение номенклатуры свариваемых материалов при высоком качестве сварного щва.
Сущность способа заключается в следующем.
Через горелку щлангового держателя сварочного полуавтомата одновременно со сварочной прово,окой подают смесь сжатого воздуха, предварительно обработанного магнитными полями, и коксового газа в количестве 8-14 л/мин. При этом содержание коксового газа в смеси составляет 18-40%. В зоне электродуги коксовый газ сгорает, образуя следующие продукты сгорания: углекислый газ, воду в виде пара и азот, который является нейтральным при сварке. Смещиваясь с избыточным намагниченным воздухом, продукты сгорания коксового газа образуют защитную газовую среду, состоящую
из следующих компонентов: углекислого газа, воды в парообразном состоянии, азота и намагниченного кислорода. Избыточный намагниченный кислород не оксиляет элементы сварного щва, так как зона сварки имеет температуру выще точки Кюри, т.е. намагниченный кислород притягивается к холодному металлу, имеющему температуру ниже 700° С.
Вода, образующаяся в виде пара, не диссоциируете образованием водорода,поскольку она находится в парообразном состоянии и малых количествах.
Так как газ и воздух подаются раздельно и сгорание их происходит за пределами горелки, то применяют намагниченный воздух, чтобы исключить влияние воздуха на качество сварного щва. В связи с тем, что воздух подается с избытком для нейтрализации остаточного содержания кислорода в продуктах сгорания, проводят намагничивание.
Пример.
Для сварки были взяты 2 марки стали: Ст ЗКП и Ст 09Г2С, т.е. обычная углеродис05
О
to
со
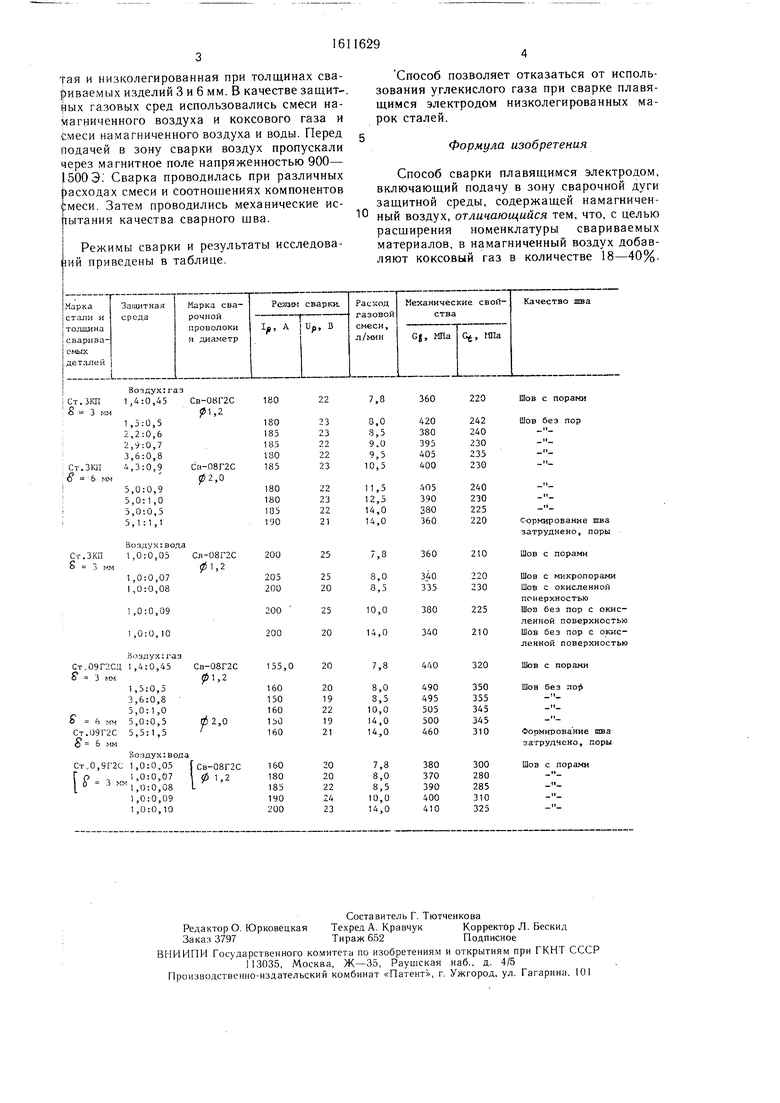
тая и низколегированная при толщинах свариваемых изделий 3 и 6 мм. В качестве защит-. 1ЙЫХ газовых сред использовались смеси намагниченного воздуха и коксового газа и смеси намагниченного воздуха и воды. Перед подачей в зону сварки воздух пропускали через магнитное поле напряженностью 900- |500Э. Сварка проводилась при различных Ьасходах смеси и соотношениях компонентов меси. Затем проводились механические испытании качества сварного шва.
Режимы сварки и результаты исследоваI Режимы сварки и резу НИИ приведены в таблице.
Способ позволяет отказаться от использования углекислого газа при сварке плавящимся электродом низколегированных марок сталей.
Формула изобретения
Способ сварки плавящимся электродом, включающий подачу в зону сварочной дуги защитной среды, содержащей намагниченный воздух, отличающийся тем, что, с целью расширения номенклатуры свариваемых материалов, в намагниченный воздух добавляют коксовый газ в количестве 18-40%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки в защитной газовой среде | 1986 |
|
SU1609570A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| Способ сварки плавящимся электродом углеродистых и низколегированных конструкционных сталей | 2022 |
|
RU2788290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ ВЫСОКОПРОЧНОЙ ТОНКОСТЕННОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2013 |
|
RU2549809C1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| Способ сварки прямошовных труб большого диаметра | 2020 |
|
RU2757447C1 |
| Защитная газовая смесь для газоэлектрической сварки | 1973 |
|
SU471182A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2012 |
|
RU2492979C1 |
Изобретение относится к сварке и может быть использовано в любой отрасли при сварке плавящимся электродом. Цель - расширение номенклатуры свариваемых материалов. Сварка осуществляется в защитной среде, состоящей из смеси намагниченного воздуха и коксового газа. Количество коксового газа в смеси составляет 18-40%. В зоне дуги коксовый газ сгорает, образуя углекислый газ, воду в виде пара и азот. Смешиваясь с избыточным намагниченным воздухом, продукты сгорания коксового газа образуют защитную газовую среду. Способ позволяет отказаться от использования углекислого газа при сварке плавящимся электродом низколегированных марок сталей. 1 табл.
| Авторское свидетельство СССР № 228821, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1287418, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
