Изобретение относится к технологии изготовления тепловых труб, применяемых в теплообменных устройствах для передачи значительных потоков тепловой энергии.
Цель изобретения - повышение эксплуатационной надежности и теплопередающей способности тепловой трубы путем улучшения качества фитиля, а также упрощение процесса сборки.
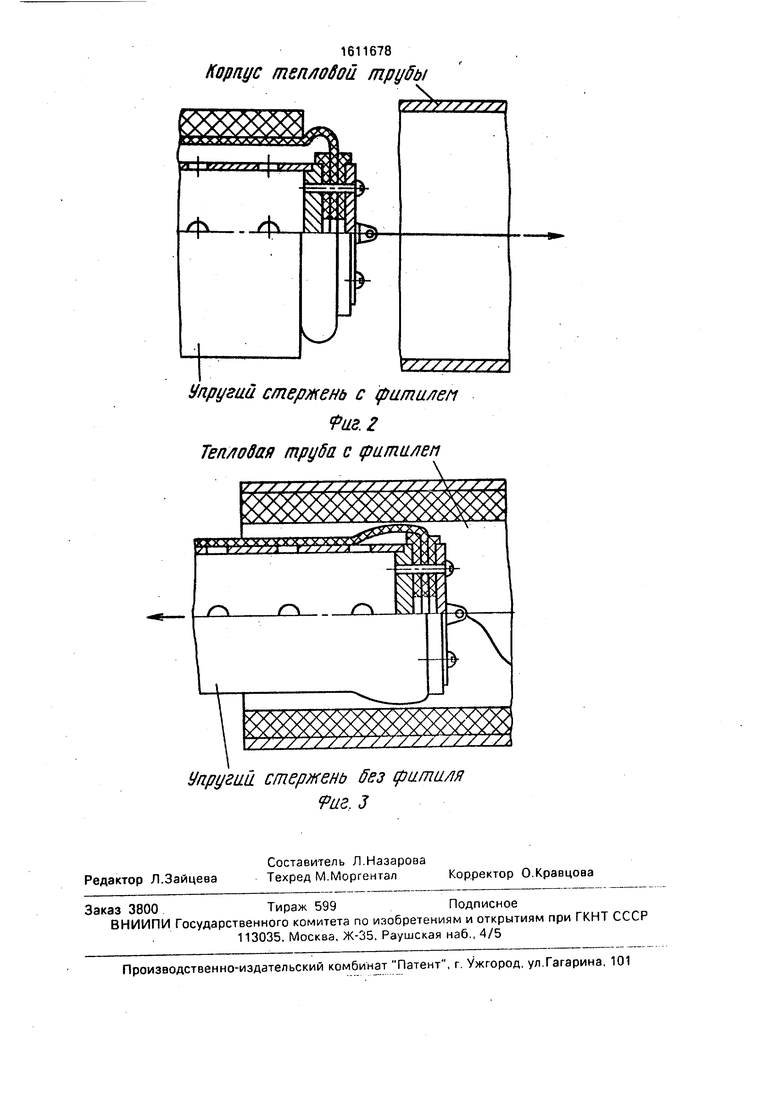
На фиг.1 приведен упругий стержень с пористым материалом; образующим структуру фитиля тепловой трубы; на фиг.2 и 3 - операции по втягиванию упругого стержня с материалом фитиля во внутреннюю полость корпуса тепловой трубы и вытягиванию зтого стержня без материала фитиля из полости тепловой трубы с фитилем соответственно.
Пористый материал 1. образующий структуру фитиля, установлен на внешней поверхности упругого стержня 2. который образован перфорированной трубой 3. размещенной внутри эластичного рукава 4. и имеет две заглушки, установленные на его торцах. Заглушка 5 снабжена захватом 6 для крепления проволоки 7, а заглушка 8 - патрубком 9 с .вентилем 10 для прокачки во внутреннюю полость стержня 2 рабочего агента и его стравливания из этой полости.
Способ изготовления тепловой трубы и операция по втягиванию материала фитиля внутрь корпуса тепловой трубы осуществляют в следующей последовательности.
Во внутреннюю полость стержня 2 из магистрали через патрубок 9 с вентилем 10 закачивается определённое количество рабочего агента, которое, проходя через отО
о
V4 00
верстия перфорированной трубы 3, воздействует на внутреннюю поверхность эластичного рукава 4 и тем самым придает ему требуемую форму. Затем на внешней поверхности рукава 4 устанавливается пористый материал 1, образующий структуру фитиля, и подачей во внутрь стержня 2 избыточного количества рабочего агента осуществляется фиксация материала фитиля на поверхности этого стержня, после чего вентилем 10 магистраль перекрывается. При этом труба 3 совместно с установленными на торцах заглушками 5 и 8 предохраняют эластичный рукав 4 от продольной деформации.
После установки и фиксации пористого материала, образующего структуру, фитиля тепловой трубы, на поверхности стержня 2 последний вместе с материалом фитиля с помощью проволоки 7, прикрепленной к торцовой заглушке 5 посредством захвата 6, втягивается внутрь корпуса тепловой трубы несколько меньшего диаметра, чем стержень 2 со слоем покрывающего его пористого материала 1. После снятия продольного усилия (по направлению втягивания) с проволоки 7 происходит плотное и равномерное прилегание фитиля к внутренней поверхности тепловой трубы.
После завершения операции втягивания через патрубок 9 посредством вентиля 10 рабочий агент стравливается из внутренней полости стержня 2,. после чего он беспрепятственно вытягивается из внутри внешнего корпуса тепловой трубы с фитилем.
Применение способа изготовления тепловой трубы, в котором пористый материал,
образующий структуру фитиля тепловой трубы, устанавливается и фиксируется на поверхности упругого стержня и вместе с этим стержнем втягивается внутрь внешнего корпуса тепловой трубы, позволяет повысить эксплуатационную надежность и теплопередающую способность тепловой трубы путем уменьшения послойной деформации материала фитиля и обеспечения его
равномерного прилегания к внутренней поверхности корпуса трубы. При этом также упрощается и облегчается технология процесса втягивания, так как отпадает необходимость в жестких требованиях по
установке и центровке стержня с материалом фитиля относительно внутренней поверхности корпуса тепловой трубы.
20
Формула изобретения
Способ изготовления тепловой трубы, включающий установку фитиля тепловой трубы в виде пористого материала на стержне и последующую сборку фитиля с корпусом тепловой трубы путем втягивания стержня с фитилем в корпус тепловой трубы с помощью проволоки, отличающий- с я тем, что, с целью повышения эксплуатационной надежности и теплопередающей
способности тепловой трубы, а также облегчения процесса сборки, перед сборкой фитиля с корпусом тепловой трубы полость стержня заполняют рабочим агентом под избыточным давлением 0,1 - 0,5 МПа, а после
завершения процесса сборки полость стер- жня разряжают от давления рабочего агента и выводят его из тепловой трубы.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННАЯ СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2018 |
|
RU2755613C1 |
| ТЕПЛОПЕРЕДАЮЩЕЕ УСТРОЙСТВО С ЖЕСТКИМ ПРИВОДОМ ДЛЯ КОНТАКТНОГО СТЕРЖНЯ, ДВИЖУЩЕГОСЯ ПО ОРБИТЕ | 1994 |
|
RU2144411C1 |
| Составная цементировочная пробка | 1990 |
|
SU1798484A1 |
| НЕГОРЮЧЕЕ КУРИТЕЛЬНОЕ УСТРОЙСТВО И ЕГО ЭЛЕМЕНТЫ | 2016 |
|
RU2718995C2 |
| Способ изготовления полосы пористого материала | 1985 |
|
SU1219259A1 |
| Металлическая тепловая труба плоского типа | 2018 |
|
RU2699116C2 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, С ЗАМЕНЯЕМЫМ МУНДШТУКОМ-КОЛПАЧКОМ | 2013 |
|
RU2661840C2 |
| Устройство для определения размеров пор капиллярно-пористой структуры тепловой трубы | 1978 |
|
SU659900A1 |
| Теплопередающее устройство | 1981 |
|
SU989299A1 |
| ТЕПЛОПЕРЕДАЮЩЕЕ УСТРОЙСТВО КОСМИЧЕСКОГО АППАРАТА | 2007 |
|
RU2346862C2 |
Изобретение относится к технологии изготовления тепловых труб, применяемых в теплообменных устройствах для передачи значительных потоков тепловой энергии. Цель изобретения - повышение эксплуатационной надежности и теплопередающей способности тепловой трубы путем улучшения качества фитиля тепловой трубы, а также упрощение процесса сборки. Пористый материал, образующий структуру фитиля тепловой трубы, устанавливается на стержень, выполненный в виде перфорированной трубы, размещенной внутри эластичного рукава и герметически скрепленной с этим рукавом на торцах обеих сторон заглушками. Одна из заглушек снабжена патрубком с вентилем, а другая захватом для крепления проволоки. После установки фитиля на стержень в его полость подают рабочий агент под избыточным давлением, закрывают герметично и втягивают в корпус тепловой трубы. После установки фитиля в корпусе трубы полость стержня разряжается от рабочего агента и вытягивается из тепловой трубы. 3 ил.
. /
Корпус темобоа трубы
Упругий стержень с (pumu/fefi fas. 2
Теп/1овая труба с (раталеп
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
