Изобретение относится к обработке металлов давлением, в частности к способам изготовления полос пористого материала, предназначенных для изготовления фитилей тепловых труб.
Цель изобретения - улучшение тепло- обменных характеристик и возможности изготовления тепловых труб малого диаметра.
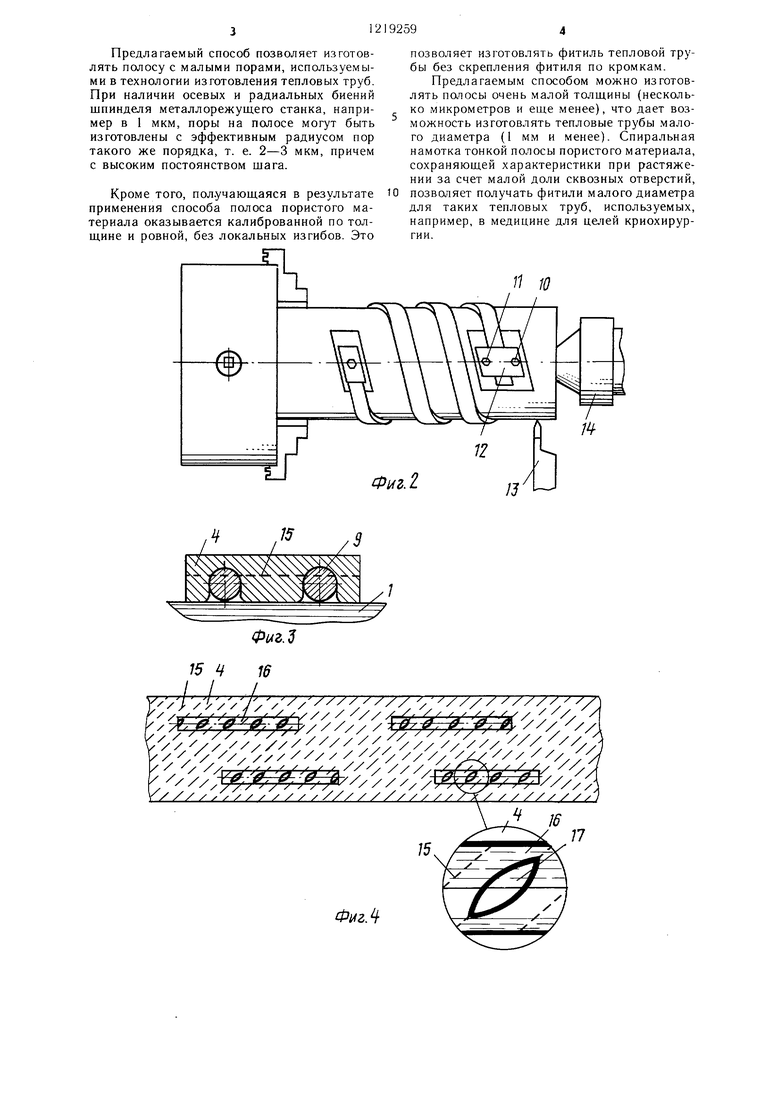
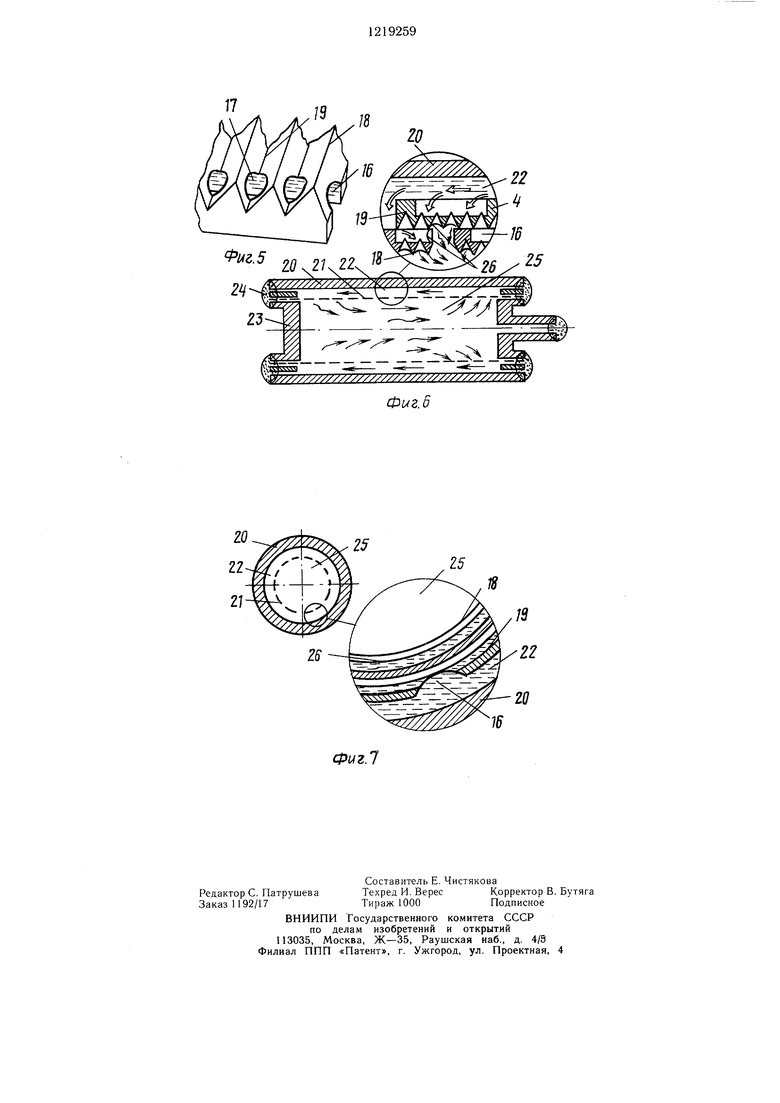
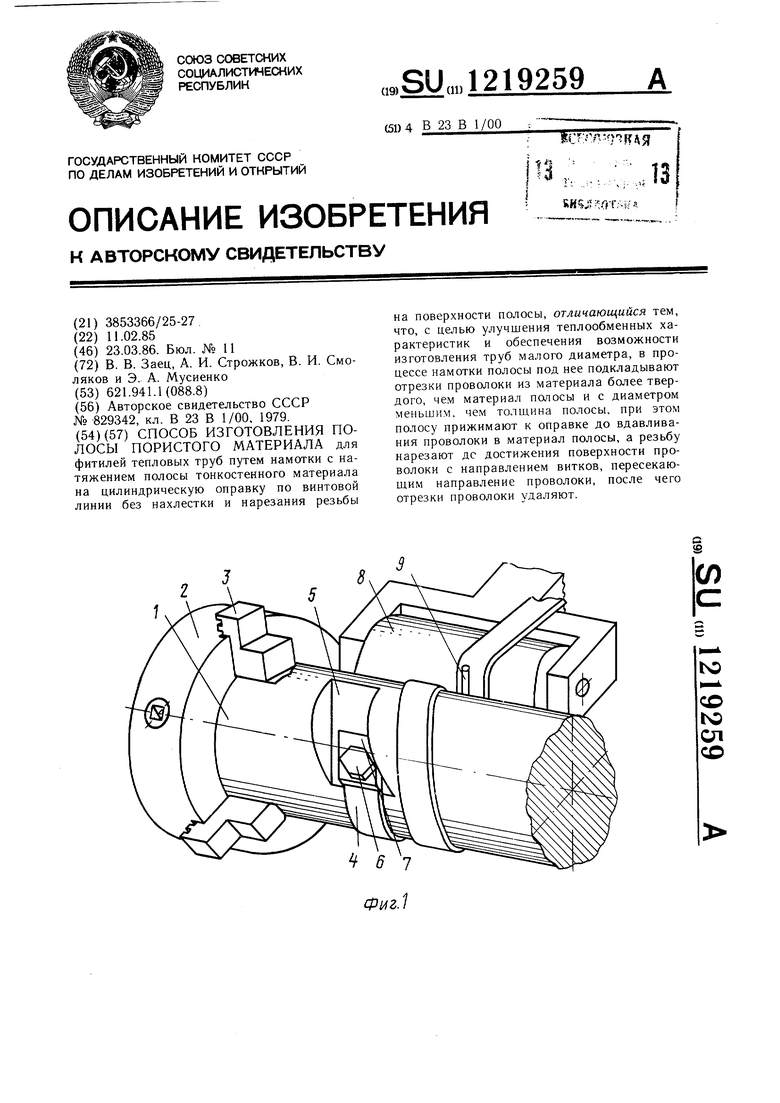
На фиг. 1 изображена технологическая оснастка для намотки и подпрессовки полосы тонкостенного материала, аксонометрия; на фиг. 2 - сборка, подготовленная для нарезания резьбы на полосе, вид спереди; на фиг. 3 - полоса тонкостенного материала с кусками проволоки, запрессованными в материал полосы, сечение; на фиг. 4 - участок полосы со сквозными капиллярными проходами; на фиг. 5 - участок полосы с канавками и сквозными капиллярными проходами, аксонометрия; на фиг. 6 - тепловая труба с фитилем, изготовленным сниральной намоткой полосы пористого материала, изготовленного по предлагаемому способу, осевое сечение; на фиг. 7 - то же, поперечное сечение.
Технологическая оснастка для осуществления способа состоит из жесткой тщательно отцентрированной оправки 1, установленной в- патроне 2 при помощи кулачков 3. Для укрепления конца полосы 4 тонкостенного материала имеется углубление 5 с болтом б и пластиной 7. Для подпрессовки полосы служит валик 8. Позицией 9 обозначен отрезок проволоки, подкладываемый под полосу 4 в процессе намотки ее на оправку 1. Болт 10 и 11, пластина 12 (фиг. 2) служат для закрепления конца полосы. Для нарезания резьбы служит резец 13. Оправка удерживается при помощи вращающегося центра 14. Резьба, нарезанная до глубины поверхности проволоки, обозначена позицией 15 (фиг. 3). На месте удаляемых отрезков проволоки 9, на полосе тонкостенного материала (фиг. 4) образуются впадины 16, пересекающие резьбу 15. В результате пересечения впадин 16 и резьбы 15, расположенных на разных сторонах полосы 4, образуются сквозные капиллярные проходы 17.
Резьба имеет выступы 18 (фиг. 5) и канавки 19. Тепловая труба имеет корпус 20 с фитилем 21, установленным с капиллярным зазором 22 относительно стенки корпуса. Тепловая труба имеет торцовые заглушки 23, прикрепленные к корпусу при помощи сварочного щва 24. В центре тепловой трубы имеется паровой канал 25. Жидкость в канавках 19 имеет мениски 26.
Пример. Тщательно центрируют оправку 1. Целесообразно даже проточить ее внешнюю поверхность. Затем отрезают от алюминиевого листа толщиной 0,1 мм полосу материала кжриной 10 мм, закрепляют концевой участок полосы 4 при помощи болта 6 и пластины 7. Для прохода болта на конце
полосы выполняют отверстие. Затем полосу с натягом наматывают на оправку 1, укрепленную в кулачках 3 патрона 2. В процессе намотки под полосу подкладывают отрезки проволоки 9 и подпрессовывают наматываемую полосу при помощи валика 8 к оправке 1 до полного вдавливания отрезков проволоки 9 в материал полосы (фиг. 3). Диаметр отрезков проволоки 0,06 мм, материал - сталь марки Х18Н9Т, отрезки проволоки
укладывают так, чтобы каждая канавка 19 резьбы 15 пересекала по меньщей мере одну впадину 16 после нарезания резьбы и удаления отрезков 9 проволоки. Отрезки проволоки целесообразнее укладывать в щахматном порядке в два ряда (фиг. 4). Цосле закрепления болтов 10 и 11 и пластины 12 нарезают при помощи резца 13 резьбу на глубину 0,06 мм с шагом 0,05 мм при отведенном валике 8. Резьбу нарезают за один или несколько проходов. После этого откручивают
болты 6, 10 и II, снимают пластины 7 и 12 и разматывают полосу 4. В процессе нарезания резьбы образуются канавки 19 и выступы 18. На месте расположения отрезков проволоки образуются впадины 16. На пересечении впадин 16 и канавок 19 образуются
капиллярные проходы 17. Отрезки 9 проволоки служат для устранения заусенцев, перекрывающих сечение капиллярных проходов 17.
Фитиль тепловой трубы изготавливают из полученной пористой полосы путем намотки ее на оправку спирально канавками внутрь без нахлестки. По спиральной щели наматывают второй слой полосы также канавками внутрь, наличие капиллярных проходов позволяет не скреплять слои полосы по кромкам (фиг. 6). Затем оправку удаляют, пату- ченную трубку вводят внутрь корпуса 20 с зазором 22, приваривают торцовые заглушки 23 при помощи сварочного щва 24, герметизируют тепловую трубу, предварительно заполнив ее жидкостью.
При работе тепловой трубы при нафеве корпуса жидкость из менисков 26 испаряется. Пары по парово.му каналу 25 проходят к зоне охлаждения и конденсируются. Образовавшаяся в результате конденсации паров жидкость проходит сложный путь под действием
капиллярных сил. По канавкам 19 жидкость проходит к капиллярным проходам 16. Затем она попадает в канавки 19 наружного слоя полосы 4 пористого материала и по капиллярным проходам этого наружного слоя и
по щелям между витками - в зазор 22, по которому жидкость снова возвращается к месту первоначального испарения. На участке испарения жидкость снова из зазора 22 через канавки 19 наружных витков полосы по впадинам 16 и по перечисленным
путям внутренних витков полосы попадает к менискам 26, из которых снова испаряется. Процесс при работе тепловой трубы многократно повторяется.
Предлагаемый способ позволяет изготовлять полосу с малыми порами, используемыми в технологии изготовления тепловых труб. При наличии осевых и радиальных биений шпинделя металлорежущего станка, например в 1 мкм, поры на полосе могут быть изготовлены с эффективным радиусом пор такого же порядка, т. е. 2-3 мкм, причем с высоким постоянством шага.
Кроме того, пол-учаюшаяся в результате применения способа полоса пористого материала оказывается калиброванной по тол- ш,ине и ровной, без локальных изгибов. Это
позволяет изготовлять фитиль тепловой трубы без скрепления фитиля по кромкам.
Предлагаемым способом можно изготовлять папосы очень малой толш,ины (несколько микрометров и еще менее), что дает возможность изготовлять тепловые трубы малого диаметра (1 мм и менее). Спиральная намотка тонкой полосы пористого материала, сохраняющей характеристики при растяжении за счет малой доли сквозных отверстий, позволяет получать фитили малого диаметра для таких тепловых труб, используемых, например, в медицине для целей криохирургии.
15 Ч
,. 3 16
4-4 /.
7 /7/V// ///- //х/ /// / I-/ -l/ , // / ///.г - /:)
:V; /;;: ;///////; ;;/;
///////////// ///////,/-//// /// // . //- // /. .,/ -.,- /л / / / / //
/ / / yVV . / /, / / х;/V - / /.
У
//
V//
//// /
/ X / / / / / / /
/// / / / / / / / /
///Х////Х
- / /.
///Х////Х
Фиг А
16
2 s27s22.
w
6 . yy Jr-V-
Фиг. 6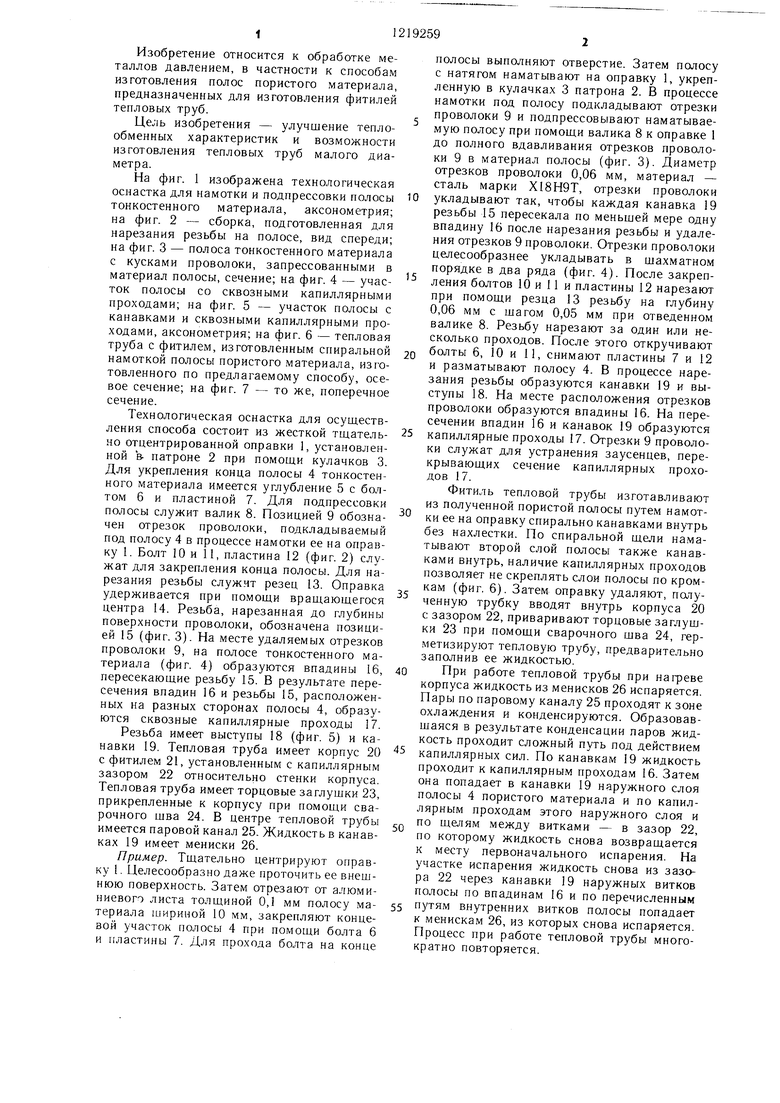
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фитиля тепловой трубы | 1980 |
|
SU975158A1 |
| Устройство для определения капиллярного давления | 1982 |
|
SU1078284A1 |
| Способ изготовления трубы с внут-РЕННиМ ОРЕбРЕНиЕМ | 1979 |
|
SU829342A1 |
| Способ изготовления трубы с внутренними канавками | 1978 |
|
SU749572A1 |
| Способ изготовления капиллярно-пористой структуры тепловой трубы | 1980 |
|
SU907381A1 |
| Тепловая труба | 1975 |
|
SU544852A1 |
| Тепловая труба | 1976 |
|
SU658392A1 |
| Оправка для изготовления трубчатого изделия | 1976 |
|
SU703331A1 |
| Способ подготовки фитильной тепловой трубы к работе | 1980 |
|
SU879243A1 |
| Способ изготовления многослойного сетчатогофиТиля ТЕплОВОй ТРубы | 1979 |
|
SU827954A1 |
15
2Q
16
Фиг.7
| Способ изготовления трубы с внут-РЕННиМ ОРЕбРЕНиЕМ | 1979 |
|
SU829342A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
