Изобретение относится к машиностроению и может быть использовано при автоматизации процесса сборки цилиндровых механизмов замков.
Цель изобретения - упрощение конструкции и повышение надежности.
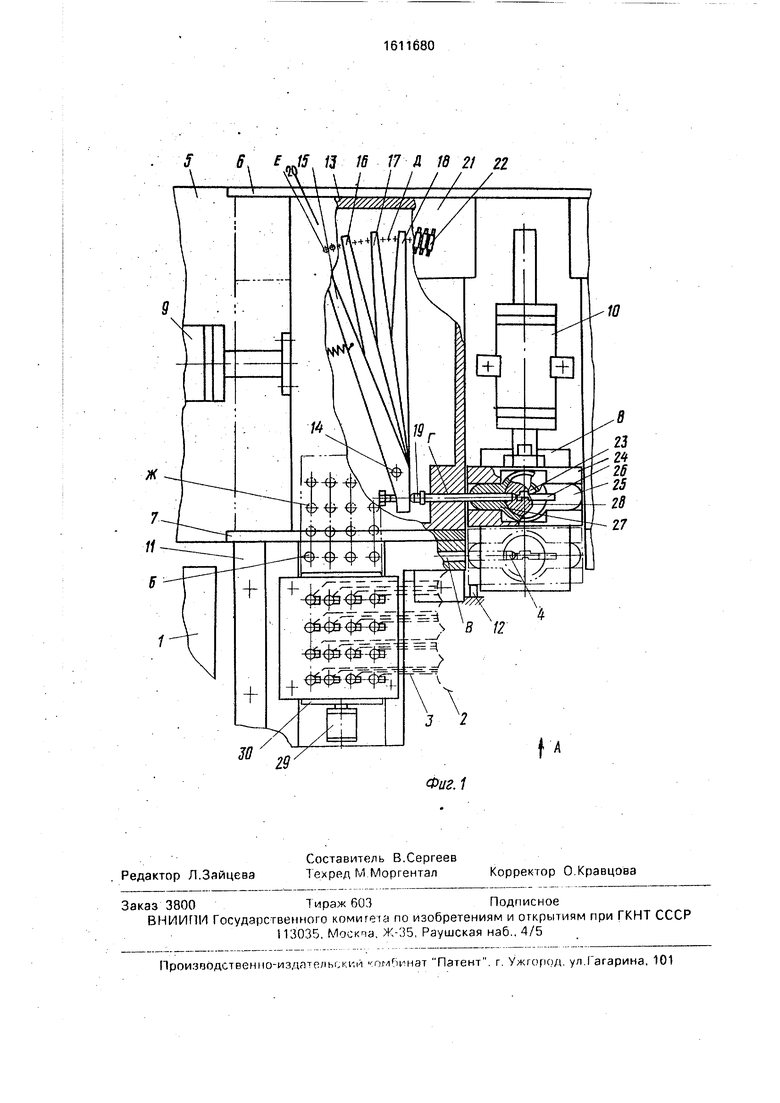
На фиг.1 изображен полуавтомат, .общий вид; на фиг.2 - вид А на фиг.1.
Полуавтомат для сборки замков содержит электронный блок 1, вибробункеры 2. к которым присоединены по четыре направляющие трубки 3 для транспортирования штифтов 4, плиту 5. Количество бункеров 2 равно количеству типоразмеров штифтов 4. На плите 5 закреплены направляющие 6 - 8, приводы 9 и 10, кронштейн 11, снабженный направляющим пазом и сквозными, расположенными во взаимоперпендикулярных плоскостях, отверстиями Б и В, упор 12. На направляющих 6 и 7 установлен с возможностью возвратно-поступательного перемещения корпус 13, соединенный с приводом 9. В корпусе 13, снабженном сквозными отверстиями Г ц-Д; закреплена ось 14, на которой установлены подпружиненные рычаги 15-18. В передней стенке корпуса 13 в отверстиях Г установлены с возможностью свободного возвратно-поступательного перемещения и взаимодействия с короткими плечами рычагов 15-18 моделирующие штифты 19. При этом длинные плечи рычагов 15- 18 расположены над отверстиями Д, выполненными в дне корпуса 13 и расположенными по дуге окружности, центр которой совпадает с центром оси 14. Число групп отверстий Д равно четырем. при этом .количество отверстий в каждой группе равно количеству типоразмеров штифтов 4. На корпусе 13 закреплена также крышка-20, в которой выполнены сквозные отверстия Е, соосные отверстиям Д корпуса 13 и равные им по размеру и количеству. На крышке 20 и корпусе 13 закреплены линейки 21, в которых напротив Отверстий Д корпуса 13 и отверстий Е крышки 20 установлены пары.свето- и фотодиодов 22.
На направляющей 8 на.против моделирующих штифтов 19 установлен бесконтактный- датчик 23, над кот орым с
возможностью возвратно-поступательного перемещения по направляющей В установлено гнездо 24, соединенное с приводом 10 и предназначенное для размещения цилиндрового механизма замка 25 с ключом 26. Цилиндровый механизм 25 замка состоит из корпуса 27.С отверстиями.и сердечника 28 с отверстиями для штифтов 4. На кронштейне 11 закреплен привод 29. В напрааляющем пазу кронштейна 11 расположен ползун-собиратель 30, в котором выполнены четыре группы сквозных отверстий Ж, количество которых в.каждой-группе равно количеству типоразмеров штифтов 4. Ползун-собиратель 30 соединен с приводом 29. Отверстия Б. количество которых равно четырем, и такое же количество отверстий В кронштейна 11 соединены между собой- трубками 31, подключенными к источнику
сжатого воздуха (не показан). На-кронштей- не 11 над ползуном-собирателем закреплен магазин 32 для штифтов 4, состоящий из верхнего 33 и нижнего 34 оснований, в которых выполнены по четыре группы сквозных отверстий 3 и И, количество которых в каждой группе, равно количеству типоразмеров штифтов 4. Отверстия 3 и И соединены между собой трубками 35, снабженными па- зами. На нижнем основании 34 магазина 32
возле пазов трубок 35 установлены с возможностью, взаимодействия со штифтами 4 отсекатели 36.
Полуавтомат для сборки замков работает следующим образом.
В четыре отверстия сердечника 28 цилиндрового механизма 25 замка необходимо вставить четыре штифта 4 различной длины, соответствующих ключу. Штифты 4 каждого типоразмера загружают в вибробункера 2. Штифты 4 по направляющим трубкам 3 транспортируются в трубки 35 магазина 32, где удерживаются от выпаде-- ния отсекателями 36. В исходном положении гне здо 24 расположено -напротив
моделирующих штифтов 19 корпуса-13, а ползун-собиратель 30 занимает положение, при котором его отверстия соосны отверстиям магазина 32. Цилиндровый механизм зам ка 25 с ключом 26 устанавливается в
гнездо 24 и зам.ы.кает датчик 23. который
включает привод 9. Привод 9 перемещает корпус 13 к цилиндровому механизму 25 и вводит моделирующие штифты 19 в отверстия корпуса 27 и сердечника 28, прижимая их к поперечным канавкам ключа 26. При ЭТОМ-моделирующие штифты 19 занимают положение, соответствующее ключу 26. Противоположные концы моделирующих штифтов 19 взаимодействуют с короткими концами рычагов 15 - 18, перемещая их длинные концы в положение, соответствующее данному ключу 26. При этом длинные концы рычагов 15-18 перекрывают по одному отверстию из групп отверстий Д корпуса 13 и отверстий Е крышки 20 и расположенные нйд ними пары свето- и фо- тодиодов 22. Сигналы от перекрытых пар свето- и фотодиодов 22 поступают на электронный блок 1. Электронный блок 1 подает команду на соответствующие ключу отсека- тели 36 магазина 32, которые пропускают по одному штифту 4 через соответствующее отверстие каждой из четырех групп отверстий И нижнего основания 34 в соответствующее отверстие из группы отверстий Ж ползуна- собирателя 30. Таким образом в четьфех отверстиях Ж ползуна-собирателя 30 находятся четыре определенных размеров штифта4, cooтвeтctвyгOщиe ключу26. После этого включается привод 9, который отводит корпус 13 от цилиндрового механизма 25 и выводит из него моделирующие штифты 19. Затем привод 10 перемещает гнездо 24 с цилиндровым механизмом 25 по направляющей 8 до упора 12. При этом отверстия корпуса 27 и сердечника 28 цилиндрового механизма 25 замка занимают положение, соосное с отверстиями В кронштейна 11.
После этого подается команда на привод 29, который перемещает ползун-собиратель 30 над отверстиями Б, штифты 4 из отверстий Ж ползуна-собирателя 30 выпадают в отверстия Б кронштейна 11 и по трубкам 31 под действием сжатого воздуха поступают через отверстия В кронштейна 11 и отверстия корпуса 27 в отверстия сердечника 28 цилиндрового механизма 2В
замка. Цилиндровый механ изм 25 с набором штифтов 4 вынимается из гнезда 24. Все механизмы возвращаются в исходное положение.
Формула изобретения
Полуавтомат для сборки замков, содержащий вибробункеры для штифтов, питательные трубки, ползун-собиратель с приводом, моделирующие штифты, взаимо- дей ствующие с рычагами, кронштейн с
входными и выходными отверстиями, от- л и ч а ю щ и и с я тем, что, с целью упрощения конструкции и повышения надежности, он снабжен магазином с отсекателями, расположенными между питательными трубками и ползуном-собирателем, и корпусом, имеющим возможность перемещения в направлении вдоль осей моделирующих штифтов, в противоположных стенках которого имеются системы соосных Отверстий с
установленными над ними парами свето- и фотодиодов, при этом плечи рычагов, взаимодействующих с моделирующими штифтами, имеют возможность пересекать общие оси систем соосных отверстий, а входные и
выходные отверстия кронштейна..соединены между собой попарно транспортными трубками, кроме того, отсекатели злектри- чески связаны с фотодиодами.
„/5 13 IB 17 д 16 2/ гг
u 7 / / / / /
ч
W
W


| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки изделий | 1978 |
|
SU709309A1 |
| Устройство для набора комплекта задержек цилиндрового механизма замка | 1980 |
|
SU977664A1 |
| Устройство для набора комплекта задержек цилиндрового механизма замка | 1980 |
|
SU910993A1 |
| Устройство для запрессовки деталей | 1979 |
|
SU867524A1 |
| Устройство для набора комплекта задержек цилиндрового механизма замка | 1978 |
|
SU726289A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ УШКА НАРУЧНЫХ ЧАСОВ | 1971 |
|
SU305451A1 |
| УСТРОЙСТВО ДЛЯ БЛОКИРОВКИ | 1994 |
|
RU2078892C1 |
| ЦИЛИНДРОВЫЙ МЕХАНИЗМ ЗАМКА | 1993 |
|
RU2045648C1 |
| Замок с цилиндровым механизмом | 2018 |
|
RU2698118C1 |
| Устройство для набора комплекта задержек цилиндрового механизма замка | 1989 |
|
SU1698406A1 |
Изобретение относится к машиностроению и может быть использовано при автоматизации процесса сборки цилиндровых механизмов замков. Цель изобретения - упрощение конструкции и повышение надежности. Полуавтомат содержит бункеры 2 со штифтами 4. Количество бункеров 2 определяется количеством типоразмеров штифтов 4. Бункеры 2 соединены питающими трубками 3 с магазином 32 и отсекателями 36. Корпус с приводом имеет установленные внутри него рычаги, взаимодействующие с моделирующими штифтами, которые входят в отверстия цилиндрового механизма замка до контакта с установленным в него ключом 26. Таким образом, каждый рачаг поворачивается на свой определенный угол. Корпус имеет в дне группы отверстий, и в крышке соосные с ними отверстия. Над каждым отверстием крышки и корпуса установлены свето- и фотодиоды. Таким образом, каждый рычаг в повернутом положении перекрывает какое-либо одно из отверстий, и сигнал от фотодиода подается на связанный с ним отсекатель. Так из магазина 32 через ползун-собиратель 30 при его сдвиге отобранные штифты попадают в цилиндровый механизм. 2 ил.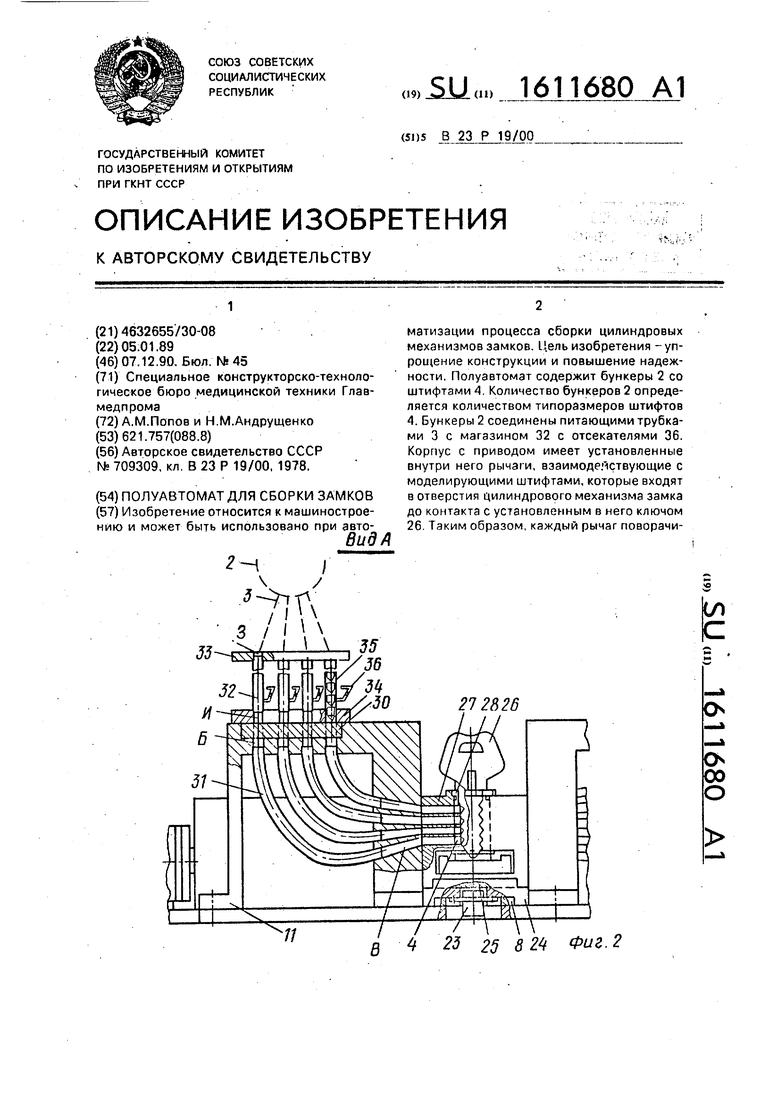
| Полуавтомат для сборки изделий | 1978 |
|
SU709309A1 |
