Известна автоматическая линия для сборки ушка наручных часов, в которой комплектующие детали - трубка, нружина и штифты по концам - собираются в узел (ушко) с помощью последовательно установленных и приводимых в действие от распределитгльных валов механизмов установки в трубку штифтов и их фиксации в ней в положении, обеспечивающем предварительный натяг заложенной в трубку пружины.
Предложенная автоматическая линия для сборки ушка наручных часов отличается тем, что в ней перед механизмами установки и фиксации штифтов в трубке установлен механизм мерной отрезки пружины и ввода ге в трубку, и все механизмы связаны возвратно-поступательно движущейся кареткой, пе.сущей ложементы для собираемого ущка, перемещаемого но направляющим станины, расноложенным нараллельпо и по обеим сторонам каретки. Это позволяет полностью автоматизировать цикл. Кроме того, механизм мерной отрезки пружины и ввода ее в трубку может быть выполнен в виде двух взаимодействующих с пружиной собачек, расположенных против направляющей для пружины, одна из которых нодпружинена и расположена на подвижной вдоль той же направляющей каретке нгсущей электромагнит, якорь которого кинематически связан с указанной собачкой, а вторая собачка, расположенная перед первой, выполнена свободно поворотной и служит для предотвращения обратного хода пружины, проталкиваемой в располагаемую соосно с ней трубку через зону отрезки, осуществляемой посредством возвратно-поступатзльно движущегося по направляющим корпуса механизма, ножа. Механизм установки штифтов в трубку может быть выполнен в виде подвилхного возвратно-поступательно в вертикальном нанравлепии ползупа-отсекателя принимающего ориентированный, например, в вибробункере штифт, подаваемый в осевом направлении посредством толкателя в отвгрстие трубки.
Механизм фиксации щтифтов в трубке может быть выполнен в виде двух расположенных навстречу одна другой подвижных плашек, одна из которых гладкая и служит опорой, а другая снабжена формообразующими ирямолинейными выступами, и обе они прокатываются по неподвижной в пространстве трубке, фиксируя в ней на определеппый размер щтифты, распираемые находяп:,ейся между ними пружиной.
В предлагаемой автоматической линии применена система программного управления для синхронизации работы электрических, приводных и исполнительных устройств и на позициях ввода пружины и штифтов напротпв
ложементов установлены подпружиненные прихваты для удерживания трубки при возвратном движении каретки.
Предлагаемая автоматическая линия позволяет полностью автоматизировать сборку ушка наручных часов.
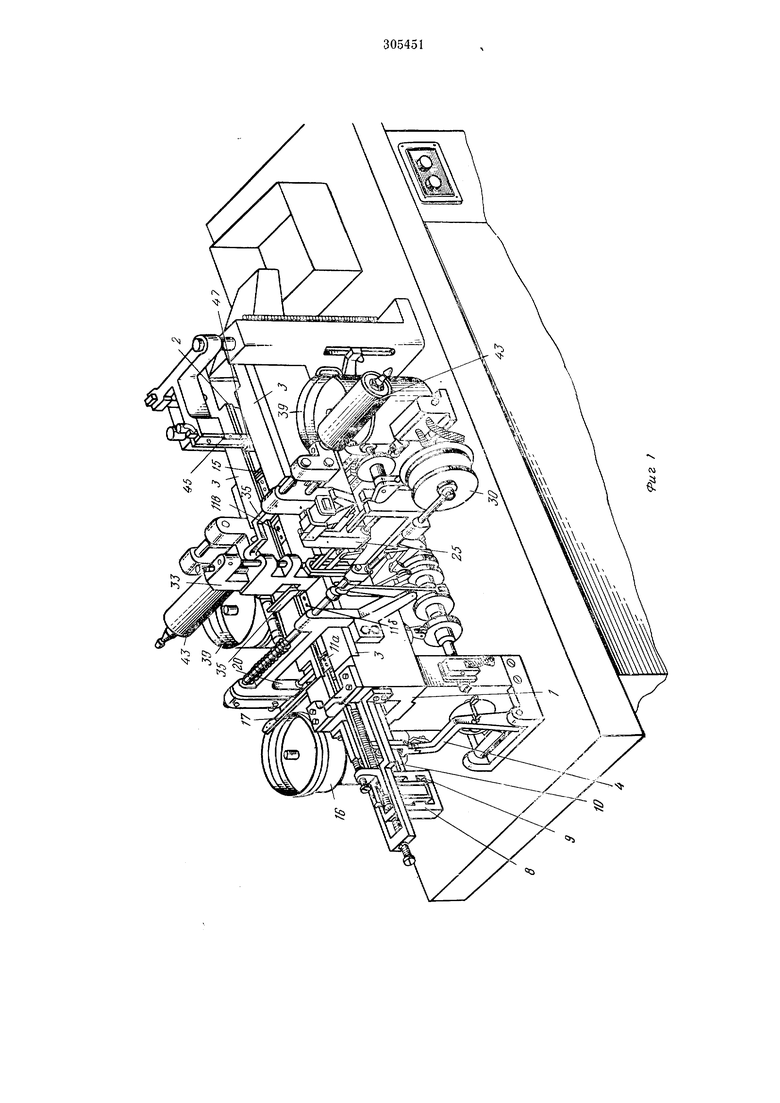
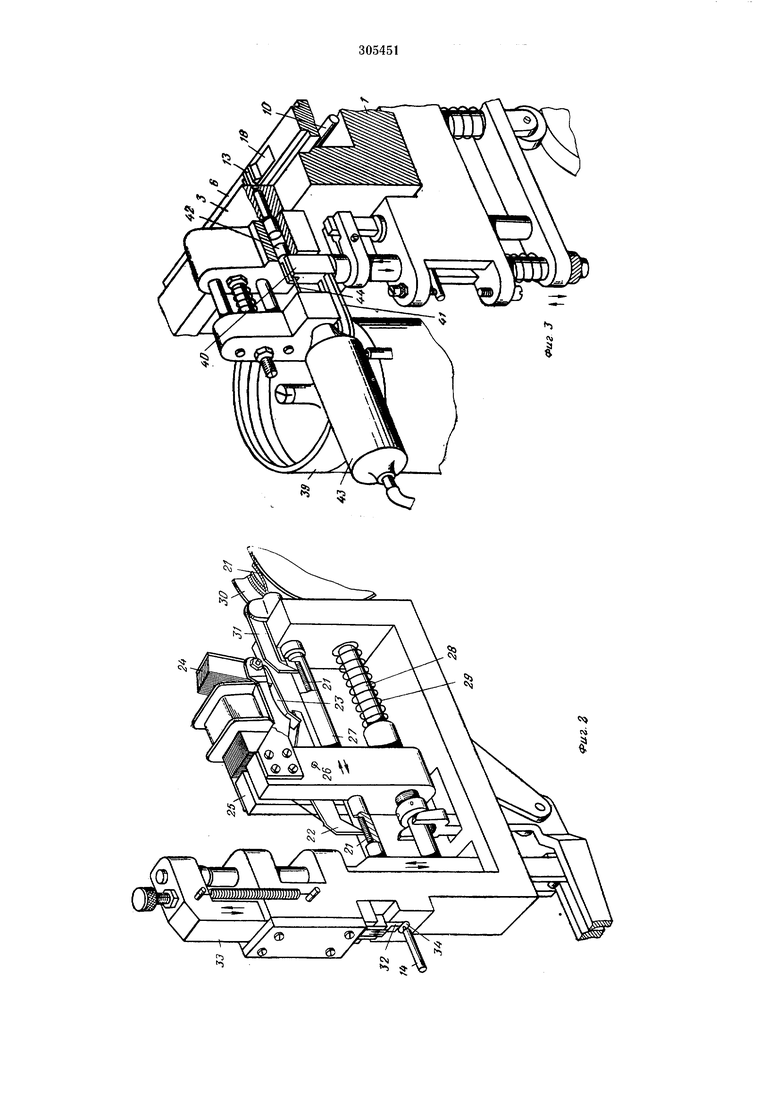
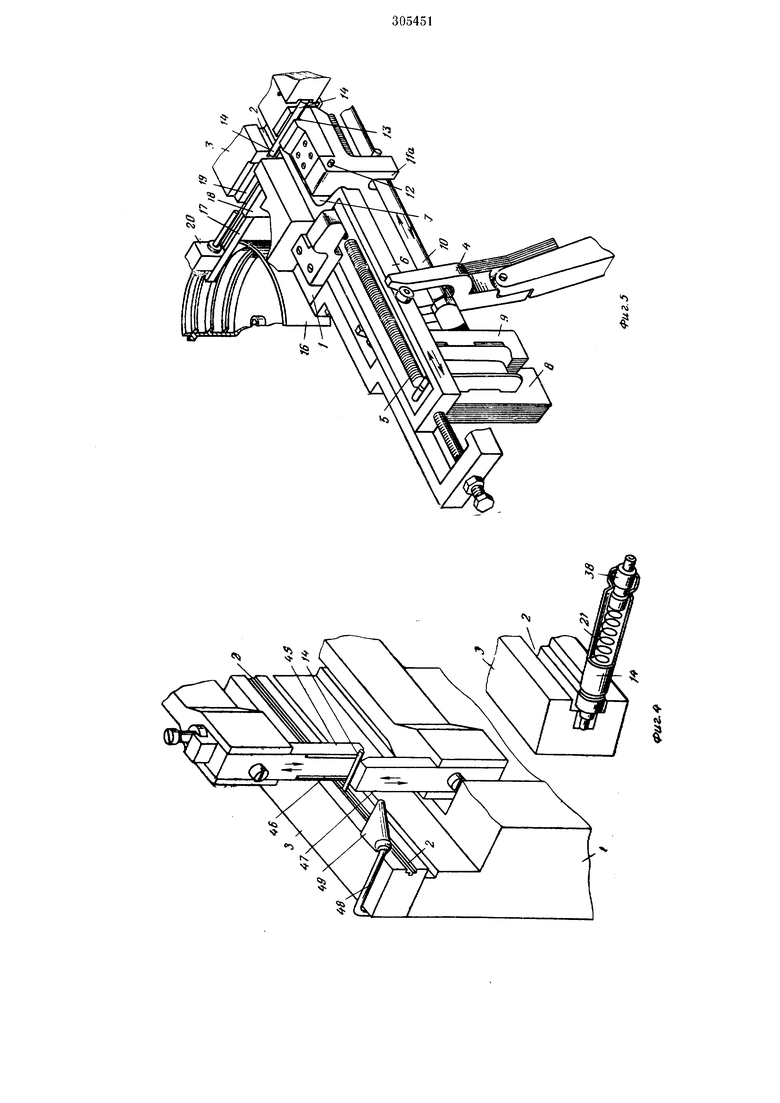
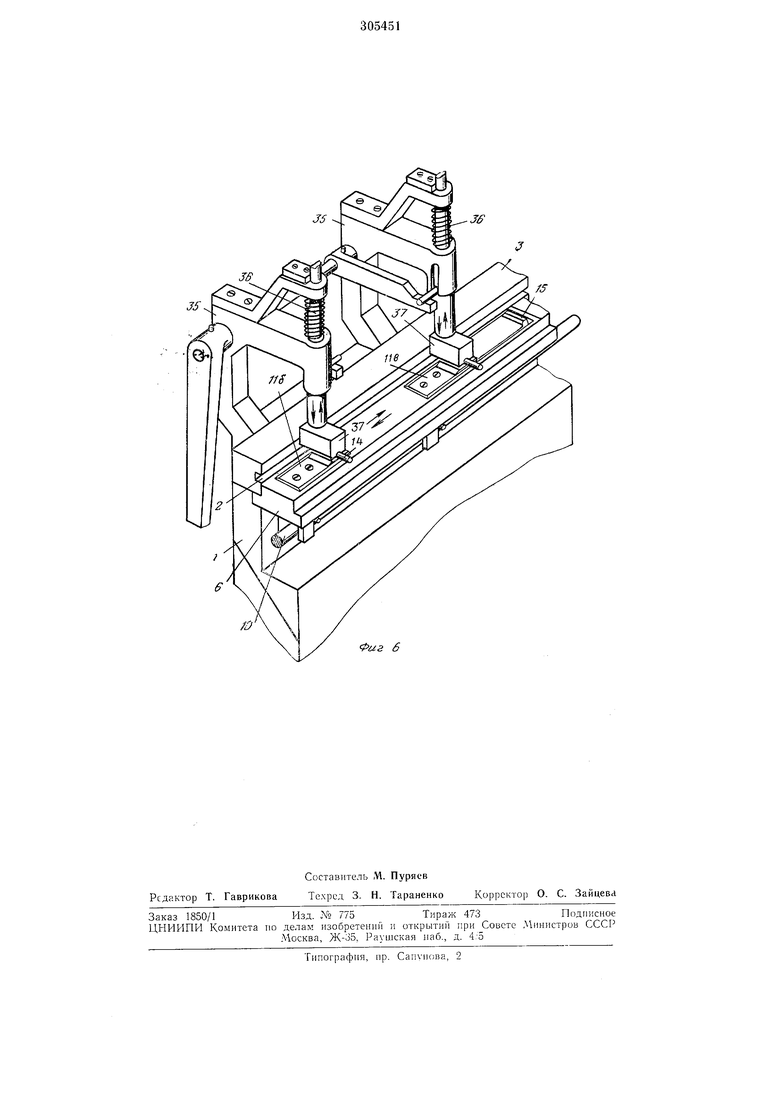
На фиг. 1 изображена предлагаемая автоматическая линия, общий вид; на фиг. 2 - механизм мерной отрезки пружины и ввода ее в трубку; на фиг. 3 - механизм установки аппаратов в трубку; на фиг. 4 - 1механизм фиксации штифтов в трубке; на фиг. 5 - каретка, несуш,ая ложементы; на фиг. 6 - каретка и подпружиненные прихваты.
Автоматическая линия включает станину 1, на которой укреплены направляюш,ие, выполненные в виде двух снабженных профилированными пазами 2 нродольных планок 3, с возможностью возвратно-ностунательного перемещения по горизолт.али, относительно которых с noMQUJ;i5tp p jj 4ara 4, вынолненного с упругим элел ентом, и нружины 5 установлена каретка 5/ ясМ1й1ная с осевой регулировкой и снабже41вдя окнами 7, жестко связанная с электром-а нитом 8, нодвижный сердечник 9 которого взаимодействует со штоком 10, установленной подвижно п связанной шарнирно с тремя подпружиненными Г-образными рычагами 11 (а, б, в), установленными шарнирно в окна каретки 6 на оси 12 с возможностью отклонения по вертикали относительно плоскости каретки 6. Рычаги 11 (а, б, в) снабжены ложсментамн 13 для устаповкн 5 них и перемещения трубок 14. Причем, рычаг lie выполнен удлиненным и снабжен дополнительно выступом 15, нредназначенным для удаления собранных узлов из назов 2 нланок. Автоматическая линия снабжена механизмом нодачи в позицию трубки 14, содержашим вибробункер 16, лоток 17, нолзун-отсекатель 18, выполненный в виде колодки с пазом 19 для установки в него трубки 14, установленный с возможностью возвратно-поступательного движения по вертикали в исходном положении на уровне лотка 17, в конечном - до уровня ложемента рычагов 11 п толкатель 20.
Автоматическая линия имеет механизм мерной отрезки пружины 21 и ввода ее в трубку 14, включающий подпружиненную собачку 22, взаимодействующую с рычагом 23 с аомон1,ью электромагнита 24, связанным с кареткой 25 с возможностью поворота относительно оси 26, установленной регулируемой с возможностью возвратно-поступательного движения по направляющим 27 и 28 с помощью рычажно-кулачковой системы и нрул-сины 29 для протягивания пружин 21 из катушки 30, тормозное приспособление для предотвращения обратного хода пружины 2 в виде посаженной на ось нодпружиненной собачки 31, отсекатель протянутого конца пружины 21, включающий подвижный нож 32, укрепленный на подпружиненном держателе 33 с возможностью возвратно-поступательного движения
с помощью рычажно-кулачКОБОЙ системы относительно ненодвил ного ножа 34, выполненного в виде втулки, через которую протянута пружина 2 в трубку.
Автоматическая линия содержит два прижима 35 для фиксации трубки М в позициях, каждый из которых содержит подпружиненный шток 36, нижний конец которого снабжен колодкой 37 с призматическим пазом
для фиксации трубки 14 в пазу 2 нланок, установленный с возможностью возвратно-поступательного движения по вертикали при номощи рычажно-кулачковой системы. Автоматическая линия имеет механизм подачи и установки штифтов 38 в трубку 14, содержащий установленные диаметрально два вибробункера 39 и два ползуна-отсекателя 40, установленные с возможностью возвратноноступательного движения по вертикали с
помощью рычажно-кулачковой системы в исходном ноложепии на уровне лотков 41, в конечном - на уровне направляющей втулки 42 и установленные диаметрально два пневмопривода 43 с толкателями 44. Автоматическая
линия содержит механизм 38 фиксации штифтов в трубке 14, имеющей планку 45, снабженную двумя продольными призматическими выступами 46, и планку 47, установленные с возможностью встречного движения по вертикали относительно одна другой с помощью рычажно-кулачковой системы. Авто.матическая линия содержит программное устройство, выполненное в виде командоаппарата, включающего кулачковый привод и контактную систему, взаимодействуюн;ую с электромагнитами iS и 24. Автоматическая линия имеет два нрнспособлепия для блокировки: одно - в случае подачи неразмерной трубки 14 в наз 9 нолзуна-отсекателя 18, установленное на
толкателе 20 механизма подачи трубки 14 в ложемент, и выполненное в виде двух контактов, взаимодействующих с электроприводом, и второе - в случае заклинивания собранного узла в назах 2 планок, смонтированное на
привода каретки 6, выполненное в виде контактной системы, взаимодействуюндей с электроприводом. Автоматическая линия содержит устройство для удаления некомплектных узлов из пазов 2 планок, вынолненное в виде
воздухонроводной трубки 48 и укрепленного на его конце сопла 49.
Автоматическая линия также имеет четыре этапа сборки: этап I - установка трубки 14 в паз 2
рычага Па;
этап П - установка пружины 21 в трубку 14 и отсечка ее из катушки (на рычаге //б); этап И1 - установка штифтов 38 в трубку 14 и сжатие пружины 21 (на рычаге lie};
этап IV - фиксация штифтов 38 в трубке 14 и удалеиие собранного узла.
Каретка с помощью рычагов // (а, б, в) осуществляет транспортировку и установку трубки 14. Каретка имеет два положения:
навливает рычаг 4 с помощью кулачкового привода, и крайнее правое - конечное, в которое ее выводит связанная с ней пружина 5. Транспортировка и установка трубки 14 осуществляется при перемещении каретки из исходного положения в конечное при рабочем ходе, а возвращение каретки в исходное положение - при холостом ходе. Перемещение каретки из исходного положения в конечное осуществляется с поднятыми рычагами 11, несущими в своих ложементах трубки 14 и перемещающими их из одной позиции в другую по пазам 2 планок, прижимая трубки 14 к верхней плоскости пазов 2. Перзмещение каретки из конечного положения в исходное осуществляется с опущенными рычагами //. Отклонение в верхнее положение рычагов // производится связанными с ними пружинами при выключенном электромагните 8 и свободном состоянии подвижного сердечника и щтока 10, шарнирно связанного с рычагами //. Ложементы при этом оказываются на уровне пазов 2 планок. Установка рычагов // в положение осуществляется включением электромагнита 8 и штоком 10, шарнирно связанным с рычагом 11. Ложементы при этом размещаются ниже плоскости каретки 6. При выполнении операций сборки и нахождении каретки 6 в исходном положении, после того как трубка М из вибробункера 16 через лоток J7 поступила в паз 19 ползуна-отсекателя 18, который в этот момент находился в исходном положении на уровне лотка 17 и выведен в верхнее положение рычагов //, толкатель 20 подает трубку 14 в лол емент рычага // а. Одновременно с этим на кронщтейне // б производится установка пружины 21 б в трубку 14 и отсечка ее из катушки. Для этого собачка 22, упираясь острым концом одного из своих плеч в межвитковое пространство пружины 21, протаскивает ее в трубку 14 на установленный размер, вытягивая ее из катушки, перемещаясь вместе с кареткой 25 по направляющим 27 и 28 под действием пружины 29. После чего подвижный нож 32 вместе с держателем перемещается вниз и, скользя вдоль торца неподвижного ножа 34 (втулки), отсекает пружину 21 из катушки, затем под действием рьтчажно-кулачковой системы каретка 25 отходит в исходное положение вместе с собачкой, которая в это время под действием электромагнита 24 и рычага 23 выводится из контакта с пружиной 21, поворачиваясь относительно оси 26. При этом собачка 31 препятствует смещению пружины 21 в сторону катушки. На рычаге // б производится в это же время установка штифтов в трубку 14 и сжатие пружины 21. Для этого из вибробункеров 39 штифты подаются в пазы ползунов - отсекателей 40, когда они находятся на уровне лотков 41. Затем ползун-отсекатель 40 выводится в верхнее положение до совмещения их пазов с отверстиями направляющих втулок, после чего толкатели 44 с помощью пневмоцилиндров
устанавливают штифты в трубку 14 с обеих сторон одновременно и синхронно. Усилием пружины 21, сжатый штифтами, упирающимися в стенки пазов 2 осуществляется фиксация узла в очередной позиции обкатки трубки 14, выполняемой одновременно с выполнением вышеописанных операций. Зафиксированная в позиции в пазах 2 планок трубка 14 с находящимися в ней пружиной 21 и
штифтами обкатывается встречным движенигм планки 47 и планки 45, призматические выступы которой выполняют на трубке 14 наружные кольцевые канавки, фиксируя положение штифтов в трубке 14.
После выполнения четырех этапов каретка 6 перемещается из исходного положения в конечное и соответственно с этим рычаг На перемещает по пазам 2 планок трубку 14 в позицию установки в нее пружины 21, рычаг
116 перемещает трубку 14 с находящейся в ней пружиной 21 в позицию для установки штифтов, рычаг // в перемещает трубку 14 с установленны.ми в нее пружиной 21 и штифтами в позицию фиксации штифтов обкаткой
трубки 14, при этом выступ удлиненного рычага 11 в выталкивает ранее собранный узел в сборник через расширенный на выходе участок пазов 2 планок. Прижимы включаются в работу при установленных в нижнее положение рычагах // и фиксируют трубки 14 после выполнения операций сборки в двух позициях: установки пружины 21 в трубку 14 и установки штифтов в трубку 14. Штоки 36 под действием пружин опускаются в нижнее
положение и фиксируют через паз колодки трубку 14 в позиции, прижимая ее к нижней поверхности пазов 2 планок. В верхнее положение штоки 36 и колодки выводятся с помощью рычажно-кулачковой системы, цри перемещении каретки 6 из исходного в конечное положение и выведенных в верхнее положение рычагов 11. В случае подачи неразмерной трубки 14 в паз 19 ползуна-отсекателя 18 срабатывает блокирующее устройство,
смонтированное на приводе каретки 6 и толкателе 20. В случае заклинивания собранного узла в пазах 2 планок срабатывает блокировочное устройство, смонтированное на приводе каретки 6 и взаимодействующее с электроприводом.
Некомплектные узлы (без пружины 21 или без штифтов), удаляются из зоны сборки воздухом с помощью воздухопроводной трубки 48 и сопла 49.
Предмет изобретения
1. Автоматическая линия для сборки ушка наручных часов, в которой комплектующие детали-трубка, пружина и штифты по концам-собираются в узел (ушко), с помощью последовательно установленных и приводимых в действие от распределительных валов механизмов установки в трубку штифтов и их
фиксации в ней в положении, обеспечивающем предварительный натяг заложенной в трубку пружины, отличающаяся тем, что, с целью полной автоматизации цикла, в ней перед механизмами установки и фиксации штифтов в трубке установлен механизм мерной отрезки пружины и ввода ее в трубку, и все механизмы связаны возвратно-поступательно движущейся кареткой, несущей ложементы для собираемого ушка, неремещаемого по направляющим станины, расположенным параллельно и по обеим сторонам каретки.
2.Автоматическая линия по п. 1, отличающаяся тем, что в ней механизм мерной отрезки пружины и ввода ее в трубку выполнен в виде двух взаимодействующих с пружиной собачек, расположенных против направляюИ1,ей для пружины, одна из которых подпружинена и расположена на подвижной вдоль той же направляющей каретке, несущей электромагнит, якорь которого кинематически связан с указанной собачкой, а вторая собачка, расположенная перед первой, выполнена свободно новоротной и служит для предотвращения обратного хода пружины, проталкиваемой в располагаемую соосно с ней трубку через зону отрезки, осуществляемой посредством возвратно-поступательно движущегося по направляющим конуса механизма, ножа.
3.Автоматическая линия, по пп. 1 и 2, отличающаяся тем, что механизм установки щтифтов в трубку выполпен в виде подвижного возвратно-поступательного в вертикальном направлении ползупа-отсекателя, принимающего ориентированный, например, в вибробункере штифт, подаваемый в осевом
направлении посредством толкателя в отверстие трубки.
4.Автоматическая линия по пп. 1-3, отличающаяся тем, что механизм фиксации штифтов в трубке выполнен в виде двух навстречу одна другой подвижных плашек, одна из которых гладкая и служит опорой, а другая снабн ена формообразующими, прямолинейными выступами, и обе они прокатываются по неподвижной в пространстве трубке, фиксируя в пей на онредгленный размер штифты, распираемые находящейся между ними пружиной.
5.Автоматическая линия, по пп. 1-4, отличающаяся тем, что выполненнЕяе в окнах
возвратно-поступательно движущейся каретке ложементы установлены на принудительно новоротных в вертикальной плоскости рычагах, расположенных в зонг рабочих позиций.
6. Автоматическая линия по п. 5, отличающаяся тем, что приводы возвратно-поступательного движения каретки и поворота рычагов с ложементами выполпепы - первый от выходного звена кинематической цепи, связывающей каретку с распределительным кулачковым валом, а второй - от периодически включаемого электромагнита.
7.Автоматическая линия по пп. 5 и 6, отличающаяся тем, что на позициях ввода пружины и щтифтов напротив ложемгптов установлены подпружиненные прихваты для удерживания трубки при возвратном движении каретки.
8.Применение в автоматической линии по пп. 1-8 системы программного управления
для синхронизации работы электрических, приводных и исполнительных устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Автомат для крепления деталей на проводник | 1982 |
|
SU1027293A1 |
| Устройство для подачи и обработки деталей | 1986 |
|
SU1402392A1 |
| Устройство для сборки оксидно-полупроводниковых конденсаторов,механизм для установки изоляторов на выводы секций оксидно-полупроводниковых конденсаторов и механизм для установки шайб припоя в корпуса оксидно-полупроводниковых конденсаторов | 1983 |
|
SU1262586A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Автомат для сборки хомута из ленты | 1972 |
|
SU562358A1 |
| Станок для сверления отверстий в пуговицах | 1976 |
|
SU558796A1 |
| Устройство для установки контактов в колодки разъемов | 1988 |
|
SU1552276A1 |
| Автомат для вставки пружинных ушков в лапки корпусов наручных часов | 1956 |
|
SU106511A1 |
35
/О
М /
иг 6