Изобретение относится к черной металлургии, а именно к термомеханической обработке листовой низколегированной стали.
Цель изобретения - повьшение прочности и хладостойкости стали при сохранении высокой производительности прокатного стана.
Заготовки из малоперлитной ниобий- ванадиевой стали нагревают перед прокаткой в методических печах до температуры выше Аг , вьщерживают там для прогрева и прокатывают, затем подстуживают до температурного- интервала и прокатывают с
общей степен ью деформацией 59-83% и с частными обжатиями 14-30% за проход, причем температура конца деформации равна или выше ее начала на 10-20°С.
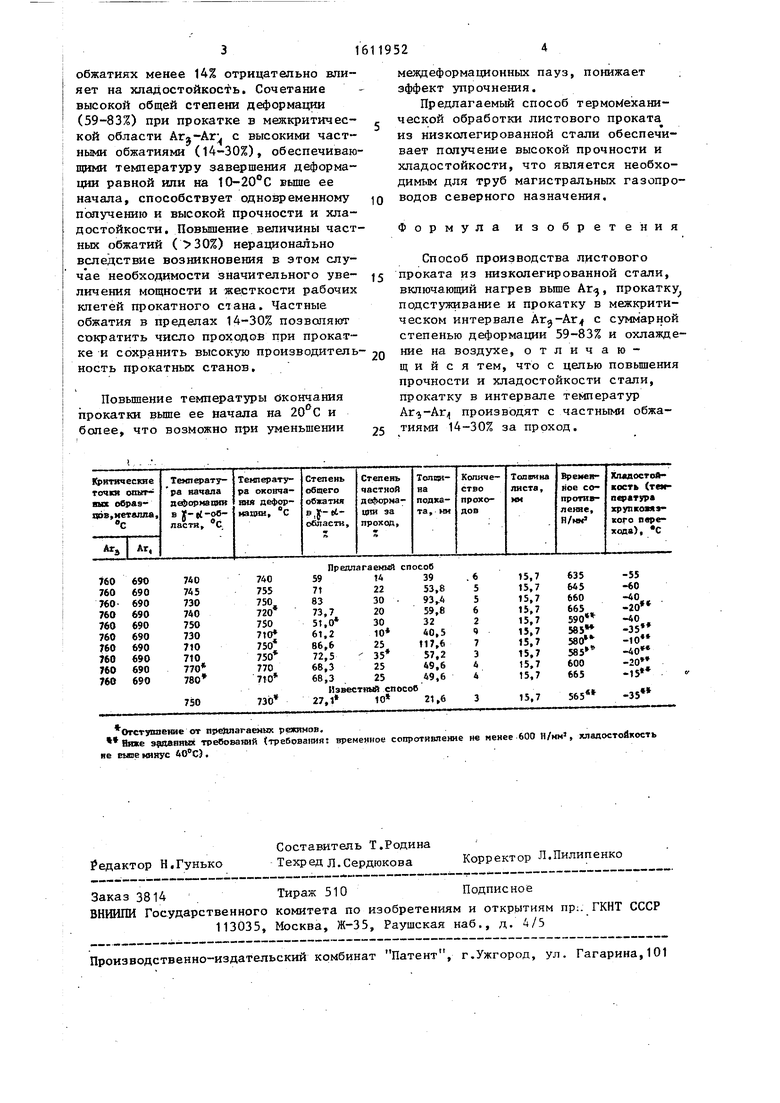
В таблице приведены свойства (временное сопротиштение и хладо- стойкость) листового проката, обработанного по различным режимам предлагаемого способа и по Известному способу.
Из приведенных в таблице результатов видно, что высокая степень де- формаили (59-83%) обеспечивает получение высокой прочности, при частных
со ел
ND
обжатиях менее 14% отрицательно влияет на хладостойкосфь. Сочетание высокой общей степени деформации (59-83%) при прокатке э межкритичес- кой области Ага-Аг . с высокими частными обжатиями (14-30%), обеспечивающими температуру завершения деформации равной или на 10-20 С выше ее начала, способствует одновременному получению и высокой прочности и хла- достойкости. Повышение величины частных обжатий (30%) нерационально вследствие возникновения в этом случае необходимости значительного уве- личения мощности и жесткости рабочих клетей прокатного стана. Частные обжатия в пределах 14-30% позволяют сократить число проходов при прокатке и сохранить высокую производитель ность прокатных станов,
Повьшение температуры окончания прокатки вьше ее начала на 20 С и более, что возможно при уменьшении
междеформационных пауз, понижает эффект упрочнения.
Предлагаемый способ термоМехани- ческой обработки листового проката из низколегированной стали обеспечивает получение высокой прочности и хладостойкости, что является необходимым для труб магистральных газопроводов северного назначения.
Формула изобретения
Способ производства листового проката из низколегированной стали, включающий нагрев выше Аг., прокатку подстуживание и прокатку в межкритическом интервале с суммарной степенью деформации 59-83% и охлаждение на воздухе, отличающийся тем, что с целью повышения прочности и хладостойкости стали, прокатку в интервале температур .Гц производят с частными обжатиями 14-30% за проход.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА | 1994 |
|
RU2048541C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1994 |
|
RU2044069C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2062795C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2477323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ НА РЕВЕРСИВНОМ СТАНЕ | 2018 |
|
RU2697301C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2495142C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2009 |
|
RU2393236C1 |
Изобретение относится к черной металлургии, а именно к термомеханической обработке листовой низколегированной стали. Цель изобретения - повышение прочности и хладостойкости стали при сохранении высокой производительности прокатного стана. Заготовку из малоперлитной ниобийванадиевой стали нагревают в методической печи до 1150°С в течение 4 ч 30 мин. После выдачи из печи заготовка прокатывается при 1000°С за 9 проходов на подкат толщиной 53,8 мм. После охлаждения на обводном рольганге до 745°С подкат прокатывается за 5 проходов с частными обжатиями 22% на лист толщиной 15,7 мм. Общее обжатие при чистовой прокатке 70,8%. Температура окончания деформации составляет 755°С. После прокатки раскат охлаждается на воздухе. 1 табл.
690 690 690 690 690 690 690 690 690 690
740
745
730
740
750
730
710
7tO
770
780
750
Лреплагаеный способ
7557t2253.8515,7
7508330 - 93 4515,7
,72059,8615,7
7505t,0 3032215,7
,,5Ч15,7
,.715,7
,5- ,2315,7
77068,32549,6415,7
,325.49,(J415,7
Известный способ
,,6315,7
.«;: ..е.... сопротивление «енее 600 И/им, х„вд«:гойкссть не Mfflis минус 40 С).
-55
-60
-40
-20
-40
-35
-10
-40
-20
-15
,
«
565
«
-35
«
| Авторское свидетельство СССР № 1158602, кп | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
