Изобретение относится к области металлургии, конкретнее к производству проката ответственного назначения методом термомеханической обработки.
Известен способ производства листового проката из низколегированной стали, включающий нагрев выше Ar3, прокатку, подстуживание, прокатку в интервале температур Ar3-Ar1 с частными обжатиями за проход 14-30% и суммарной степенью деформации 59-83% а также последующее охлаждение на воздухе [1]
Наиболее близким к предложенному способу по технической сущности и достигаемому результату является способ производства проката, включающий выплавку стали, аустенизацию, предварительную и окончательную деформацию в реверсивном режиме, а также окончательное охлаждение проката, при этом охлаждение после окончательной деформации осуществляют на спокойном воздухе до температуры не ниже Ar1 + 50оС и далее со скоростью 6-30оС/c до температуры Ar1-30оС 500оС, а затем на спокойном воздухе до температуры окружающей среды [2]
Недостаток известных способов низкий уровень хладостойкости стали, особенно в околошовной зоне при сварке.
Цель изобретения получение проката из малоперлитной стали, обладающей высокой прочностью, пластичностью и хладостойкостью, с высокими значениями низкотемпературной вязкости зоны термического влияния после сварки.
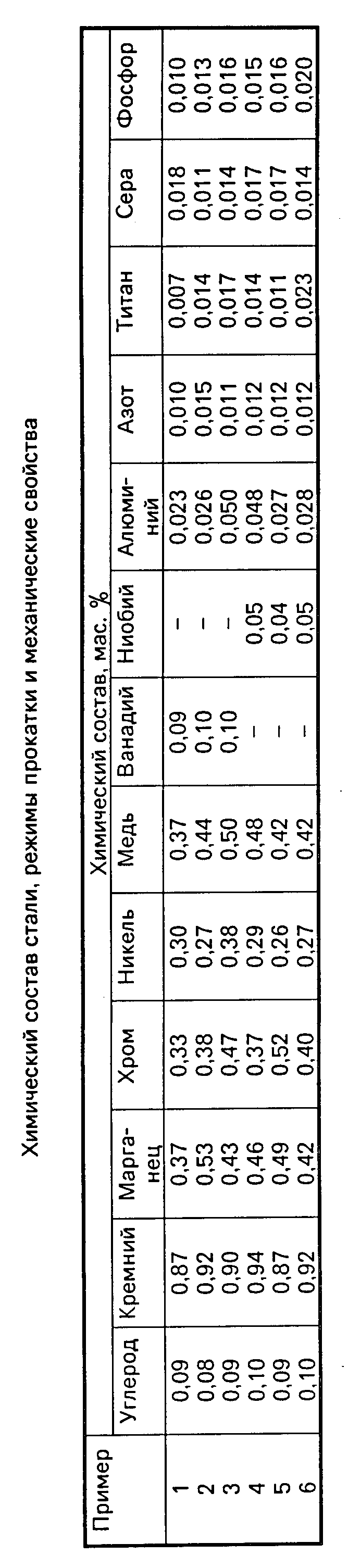
Указанная цель достигается тем, что в способе производства проката, включающем выплавку стали, аустенизацию, предварительную и окончательную деформацию в реверсивном режиме, а также окончательное охлаждение проката, выплавляют сталь следующего химического состава при соотношении ингредиентов, мас. Углерод 0,05-0,15 Марганец 0,2-0,6 Кремний 0,4-1,1 Никель 0,2-0,5 Хром 0,3-0,6 Медь 0,2-0,6 Титан 0,005-0,05 Кальций 0,0001-0,01 Алюминий 0,01-0,06 Азот 0,005-0,015 Сера 0,01 0,035 Фосфор 0,01-0,035 Железо Остальное
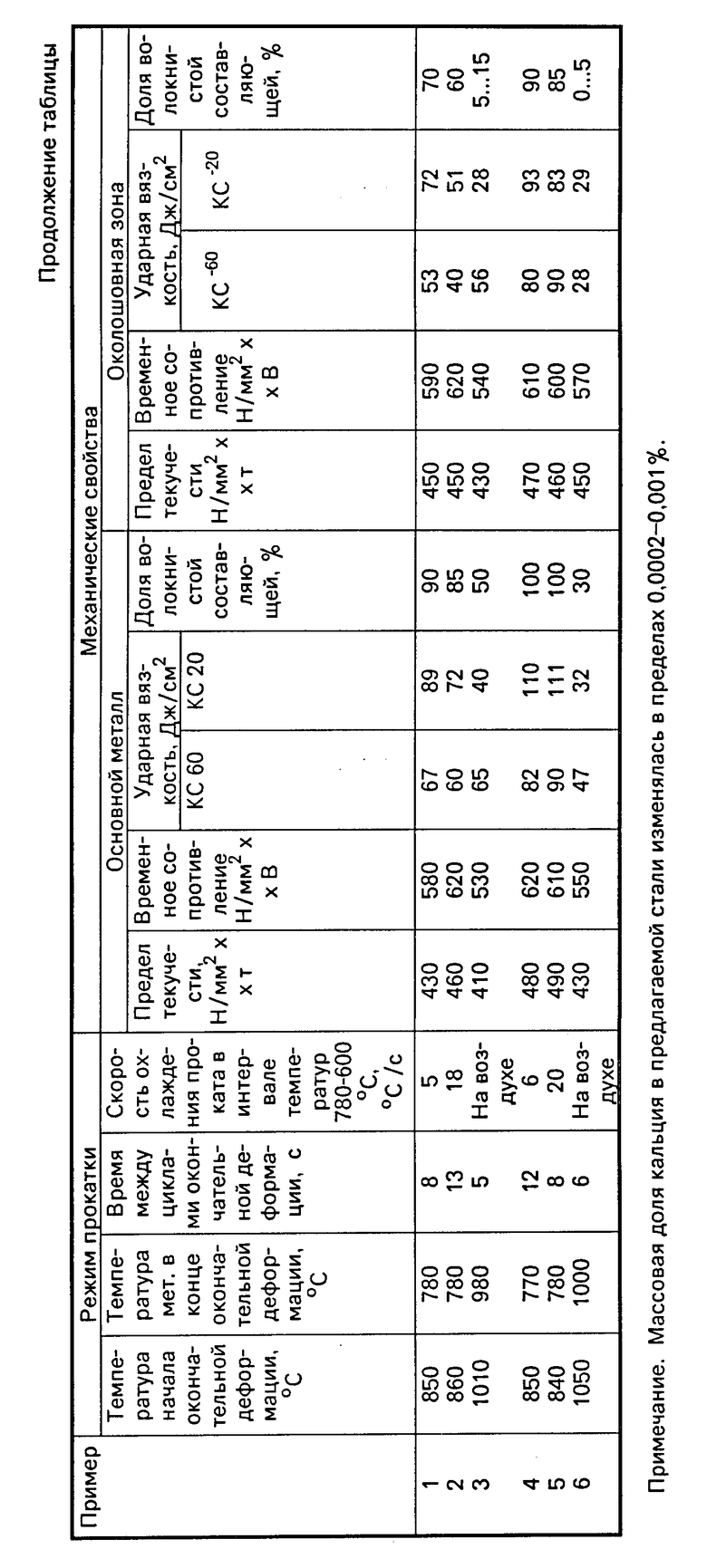
Температура завершения окончательной деформации составляет Ar3-50оС, температура начала окончательной деформации составляет Ar3+100оС, время между проходами в процессе окончательной деформации равно 3-15 с. Охлаждение после завершения окончательной деформации производят в интервале температур 780-600оС со скоростью 5-20оС/с, а дальнейшее охлаждение до температуры окружающей среды со скоростью 0,5-3,0оС/с.
Сталь может дополнительно содержать ниобий в количестве 0,03-0,07% или ванадий в количестве 0,05-0,15%
Экспериментально доказано, что выбранные параметры режимов способа и состав стали обеспечивают получение наряду с высокой прочностью высокую низкотемпературную вязкость как основного металла, так и зоны термического влияния после сварки.
П р и м е р. Сталь выплавляли в двухванной печи. После выпуска металла из печи в ковш с отсечкой печного шлака производили продувку аргоном и разливали на слитки массой 13,5 т. Слитки прокатывали на стане 2800 в реверсивном режиме. Степень обжатия в проходах составляла примерно 12% После завершения окончательной деформации производили охлаждение листов. Производили охлаждение проката после завершения окончательной деформации в одну стадию с постоянной скоростью охлаждения, составляющей примерно 2оС/с до температуры окружающей среды.
Данные по параметрам технологии предлагаемого (примеры 1, 2, 4 и 5) и известного (примеры 3 и 6) способов, а также химический состав стали приведены в таблице.
По известному способу прокат до температуры 120оС охлаждали на воздухе со скоростью 10оС/с.
Из таблицы следует, что предлагаемый способ позволяет наряду с повышением прочностных свойств проката значительно повысить низкотемпературную вязкость в околошовной зоне по сравнению с известными способами, что позволяет использовать сталь в северных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1994 |
|
RU2044069C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2062795C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2062793C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2009 |
|
RU2393236C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ ВЫСОКОПРОЧНОЙ ХЛАДОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2439173C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2008 |
|
RU2385350C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2009 |
|
RU2397254C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2012 |
|
RU2490337C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА | 2004 |
|
RU2255987C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2156310C1 |
Использование: для производства проката ответственного назначения методом термомеханической обработки. Цель - получение проката из малоперлитной стали с высокой прочночностью, пластичностью и хладостойкостью, с выкокими значениями низкотемпературной вязкости зоны термического влияния после сварки. Сущность: выплавляют сталь определенного химического состава, проводят аустенизацию, предварительную и окончательную деформации в реверсивном режиме, а также окончательное охлаждение. Температура завершения окончательной деформации составляет Ar3 50°С, температура начала окончательной деформации составляет Ar3 +100°С, время между проходами в процессе прокатки равно 3 15 с. Охлаждение после завершения окончательной деформации производят со скоростью 5 20°С в интервале температур 780 600°С, а дальнейшее охлаждение до температуры окружающей среды со скоростью 0,5 3,0°С/с. 1 з.п.ф-лы, 1 табл.
Углерод 0,05 0,15
Марганец 0,2 0,6
Кремний 0,4 1,1
Никель 0,2 0,5
Хром 0,3 0,6
Медь 0,2 0,6
Титан 0,005 0,05
Кальциц 0,0001 0,01
Алюминий 0,01 0,06
Азот 0,005 0,015
Сера 0,01 0,035
Фосфор 0,01 0,035
Железо Остальное
окончательную прокатку проводят при температуре (Ar3oC 100) oC (Ar3 50)oС и времени между проходами 3 15 с, охлаждение на первой стадии ведут в интервале 780 600oС со скоростью 5 20 град./с, а на второй до температуры окружающей среды со скоростью 0,5 - 3,0 град./с.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ термомеханической обработки толстолистовой стали | 1987 |
|
SU1447889A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

