Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесно-стружечных плит периодическим способом и является усовершенствованием изобретения по авт.св. № 1449344.
Цель изобретения - повышение точности ориентации древесных частиц.
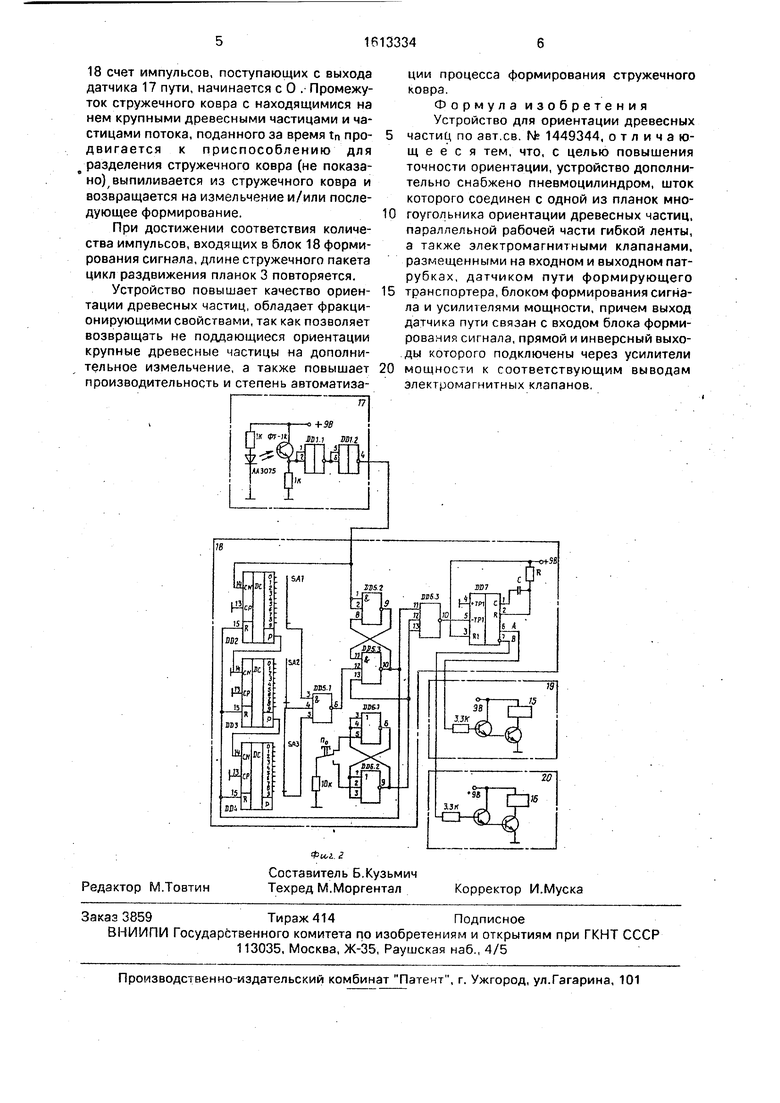
На фиг.1 представлена схема устройства; на фиг.2 - электрические схемы его блоков.
Устройство для ориентации древесных частиц состоит из бесконечной гибкой ленты 1, огибающей ролики 2, которые установлены на планках 3. Планки 3 симметрично расположены по боковым сторонам окна 4 и закреплены под углом друг к другу с возможностью изменения этого угла. Шарниры и выступы планок 3 (не обозначены) входят в пазы 5 станины (основания) 6. Гибкая лента 1 огибает также дополнительные ролики 7, которые связаны с приводным роликом 8. Устройство содержит также пневмоци- линдр 9, установленный с возможностью перемещения перпендикулярно направлению ориентации посредством винтовой пары 10,.закрепленный на станине 6. Шток 11 пневмоцилиндра 9 соединен с планкой 3, расположенной параллельно направлению ориентации, а внутри пневмоцилиндра 9 размещена распорная пружина 12. На входном 13 и выходном 14 патрубках пневмоцилиндра 9 расположены соответственно электромагнитные.клапаны 15 и 16. Кроме того, устройство содержит датчик 17 пути, который представляет собой, например, выполненный с возможностью вращения от соприкосновения с формирующим трансг портером (не обозначен) диск, по окружности которого равномерно нанесены светопроводящие отверстия (например, одно отверстие на 1 см длины окружности) и установленные по бокам диска светодиод и фотоэлемент, блок 18 формирования сигнала, имеющий прямой А и инверсный В выходы, и усилители 19 и 20 мощности, выходы которых подключены к обмоткам электромагнитных клапанов соответственно 15 и 16.
Устройство работает следующим образом.
При помощи винтовой пары 10 задают угол между планками 3 таким, чтобы расстояние между соседними ветвями гибкой ленты 1 составляло половину средней длины ориентируемых древесных частиц. Переключатели S А1 -S A3 блока 18 формирования сигнала устанавливают в положение, соответствующее длине стружечного пакета, а элементы R - С этого же блока выбирают из условия
,
где V - скорость движения формирующего транспортера;
5I - длина выпиливаемого промежутка
между стружечными пакетами; tn - время импульса. Например, при V 10 см/с, I 20 CM, выбирают R 200 кОм, С 10 мкФ. 0 Переключателем По блока 18 формирования сигнала устанавливают начало отсчета пути стружечного ковра, а именно переключают его в момент, когда участок сформированного стружечного ковра, который в 5 дальнейшем будет разделяться для созда- ния промежутка между стружечными пакетами, проходит под окном 4. Приводят в движение приводной ролик 8, ролики 2 вращаются, соседние ветки гибкой ленты 1 пе0 ремещаются в противоположных направлениях. Формирующий транспортер приводят в движение, датчик 17 пути вырабатывает импульсы с частотой, пропорциональной скорости движения формирующего
5 транспортера. Древесные частицы через окно 4 подают на формирование стружечного ковра, причем мелкие и средние частицы, падающие перпендикулярно или диагонально направлению ориентации, разворачива0 ются гибкой лентой 1 и проваливаются на формирующий транспортер. Крупные частицы, длина которых составляет не менее трех расстояний между соседними ветвями гибкой ленты 1, не разворачиваются и остаются
5 в вертикальной плоскости на ветвях гибкой ленты 1. После прохождения заданного блоком 18 формирования сигнала количества импульсов на вход усилителя 19 мощности с прямого выхода А блока 18 формирования
0 сигнала подается импульс длительностью tn, электромагнитный клапан 15 открывается, рабочий агент например, сжатый воздух через входной патрубок 13 подается в пнев- моцилиндр 9,.его шток 11 вдвигается, план5 ки 3 раздвигаются на максимально возможный угол, расстояние между ветвями гибкой ленты 1 увеличивается, крупные древесные частицы провал1 таются на формирующий транспортер, освобождая ветви
0 гибкой ленты 1. Через промежуток времени, равный tn, электрический сигнал на прямом выходе А блока 18 формирования сигнала исчезает, а на инверсном выходе В появляется, электромагнитный клапан 15 закрыва5 ется, а электромагнитный клапан 16 открывается. Рабочий агент выходит из пневмоцилиндра 9 через выходной патрубок 14, распорная пружина 12 выдвигает шток 11, расстояние между ветвями гибкой
ленты 1 уменьшается до исходного ,а в бло18 счет импульсов, поступающих с выхода датчика 17 пути, начинается с О . Промежуток стружечного ковра с находящимися на нем крупными древесными частицами и частицами потока, поданного за время tn про- двигается к приспособлению для разделения стружечного ковра (не показано) выпиливается из стружечного ковра и возвращается на измельчение и/или последующее формирование.
При достижении соответствия количества импульсов, входящих в блок 18 формирования сигнала, длине стружечного пакета цикл раздвижения планок 3 повторяется.
Устройство повышает качество ориен- тации древесных частиц, обладает фракционирующими свойствами, так как позволяет возвращать не поддающиеся ориентации крупные древесные частицы на дополнительное измельчение, а также повышает производительность и степень автоматизации процесса формирования стружечного ковра.
Формула изобретения Устройство для ориентации древесных частиц по авт.св. № 1449344, отличающееся тем, что, с целью повышения точности ориентации, устройство дополнительно снабжено пневмоцилиндром, шток которого соединен с одной из планок многоугольника ориентации древесных частиц. параллельной рабочей части гибкой ленты, а также электромагнитными клапанами, размещенными на входном и выходном патрубках, датчиком пути формирующего транспортера, блоком формирования сигнала и усилителями мощности, причем выход датчика пути связан с входом блока формирования сигнала, прямой и инверсный выходы которого подключены через усилители мощности к соответствующим выводам электромагнитных клапанов.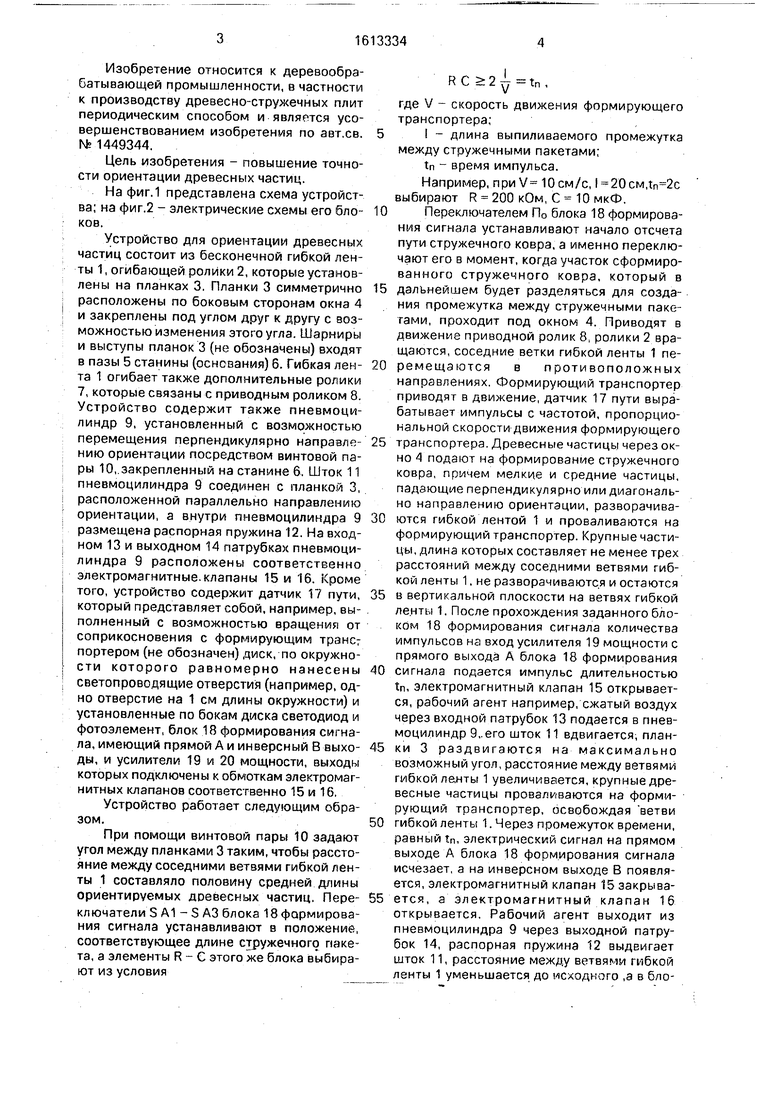
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2007 |
|
RU2342246C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2008 |
|
RU2360793C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2006 |
|
RU2323819C1 |
| ФРАКЦИОНИРУЮЩАЯ РЕШЕТКА | 2010 |
|
RU2428304C1 |
| ФРАКЦИОНИРУЮЩАЯ РЕШЕТКА | 2008 |
|
RU2381100C1 |
| ФРАКЦИОНИРУЮЩАЯ РЕШЕТКА | 2010 |
|
RU2423229C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2012 |
|
RU2494859C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2007 |
|
RU2338641C1 |
| СПОСОБ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2006 |
|
RU2315689C1 |
| Пресс для непрерывного изготовления древесностружечных плит | 1984 |
|
SU1197850A1 |
Изобретение относится к деревообрабатывающей промышленности, касается производства древесностружечных плит периодическим способом и является усовершенствованием устройства по авт.св. N 1449344. Цель изобретения - повышение точности ориентации древесных частиц. Крупные частицы, длиннее трех расстояний, между соседними ветвями гибкой ленты 1 не разворачиваются и остаются на них. После прохождения заданного блоком 18 количества импульсов на вход усилителя 19 подается импульс, открывающий электромагнитный клапан 15. Сжатый воздух через патрубок 13 поступает в пневмоцилиндр 9, который своим штоком 11 раздвигает планки 3 на максимальный угол, увеличивая расстояние между ветвями гибкой ленты 1. Крупные частицы проваливаются на транспортер, освобождая ветви гибкой ленты 1. 2 ил.
Редактор М.Товтин
Фи-г. г
Составитель Б.Кузьмич Техред М.Моргентал
Корректор И.Муска
| Авторское свидетельство СССР N51449344 | |||
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
