Изобретение относится к машиностроению и может быть использовано для получе- ния антифрикционных поверхностей, предназначенных для работы в узлах трения.
Цель изобретения - повышение производительности способа, снижение шероховатости и повышение износостойкости поверхности.
Способ заключается в том, что на обрабатываемую поверхность наносят покрытие из антифрикционного материала, в качестве которого используют фторированный гексагональный нитрид бора, после чего ее подвергают поверхностному пластическому деформированию, которое осуществляют. например, выглаживанием
Способ реализуется следующим обраНа поверхность вала из стали 45 160 - 180 ИВ наносят с помощью пульверизатора антифрикционное покрытие из суспензии
фторированного гексагонального нитрида бора (дисперсность 1-5 мкм) в органическом растворителе, затем прикладывают нагрузку, применяя метод поверхностного пластического деформирования - выглаживание без применения дополнительных технологических смазочных сред. В результате произведенной таким образом механической активации поверхности подложки с нанесенным антифрикционным покрытием обеспечивается адгезия покрытия к подложке и получение антифрикционной поверхности.
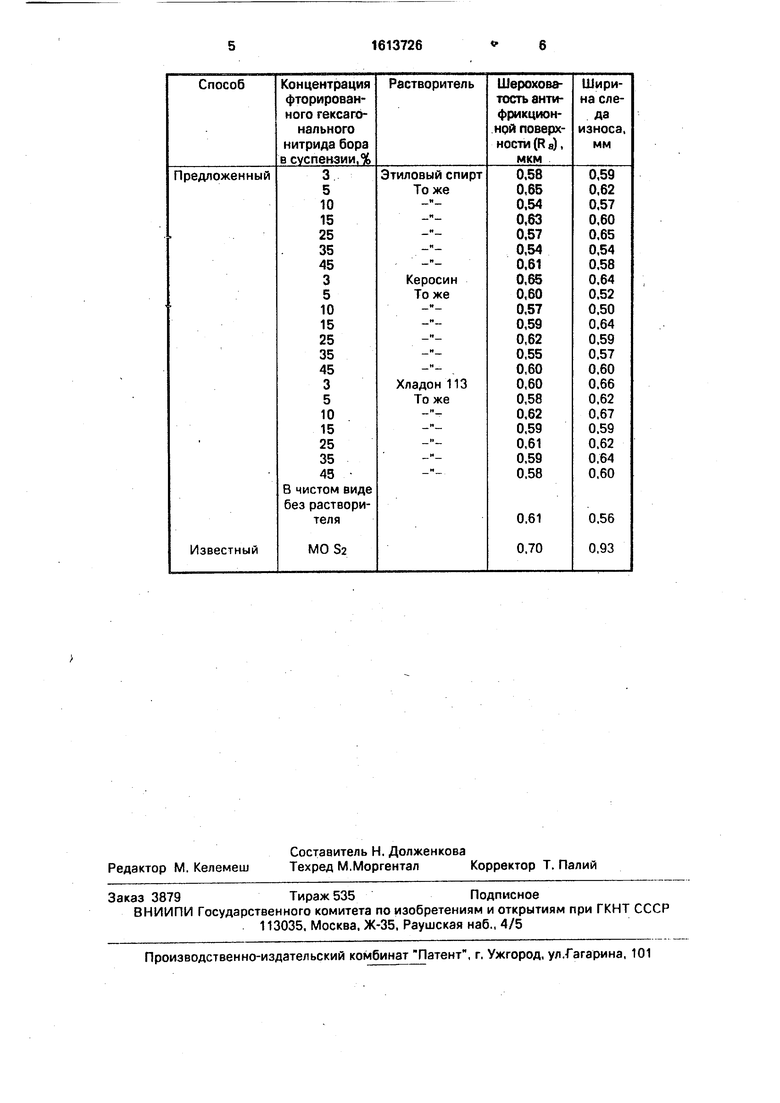
Испытание суспензий фторированного гексагонального нитрида бора в качестве антифрикционных покрытий с изменением их концентрации от 3 до 45% при использовании растворителей различного типа, а также при использовании фторированного гексагонального нитрида бора в чистом виде показали сравнительно равную зффек- тивность его применения в предложенном
Сл) Vl
to
ON
способе получения антифрикционной поверхности (см. табл.). Реализацию предложенного способа получения антифрикционной поверхности производили при выглаживании валов d 40 мм из стали 45 16. - 180 НВ на режимах V 10 м/мин, S 0.045 мм/об. Р « ЗОООН. Индентор - минералокерамика ОНТ- 20, цилиндрический с радиусом V 1.2 мм.
Испытания полученной антифрикционной поверхности вала на износостой- кость производили при сухом треним по нему неподвижного сферического инден- тора d 10 мм из стали ШХ 15 HRC 66. закрепленного в динамометре при нагрузке Р 50Н, скорости трения Vjp 20 м/мин, времени трения т 15 мин. после чего производили замер следа износа на валу на микроскопе микротвердомера ПМТ-3.
Шероховатость поверхности перед one- рацией выглаживания (после токарной обработки) Ra 7.2 мкм.
Испытания термопластов полиэтилена и полиамида А610, предложенного в прототипе, в аналогичнь1х условиях (выглажива- ние поверхности вала с нанесенным покрытием) показало невозможность их вы- глажизания и создания антифрикционной поверхности ввиду разрушения зтих покрытий индентором. .
Исследования по изнашива нию полученной антифрикционной поверхности проводили на режимах V 20 м/мин, Р 50 ОН, г 15 мин.
Реализация предлагаемого способа получения антифрикционной поверхности представлена в таблице в сравнении с традиционными способами выглаживания с использованием в качестве смазки масла индустриального И-20А и нанесением анти- фрикционйого покрытия дисульфидом молибдена методом втирания.
Использование способа обеспечивает снижение полученной антифрикционной поверхности в среднем в 1,4 раза, что повышает долговечность деталей машин, улучшает качество изделий машиностроения.
Формула изобретения
1. Способ получения антифрикционной поверхности путем нанесения на нее покрытия из антифрикционного материала и последующего ее пластического деформирования, отличающийся тем, что, с целью повышения производительности способа, снижения шероховатости и повышения износостойкости поверхности, операцию пластического деформирования осуществляют путем поверхностного пластического деформирования, а в качестве антифрикционного материала используют фторированный гексагональный нитрид бора.
2. Способ по п. 1, от л и ч а ю щ и и с я тем, что поверхностное пластическое де- формирование осуществляют выглаживанием.;
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОЙ ПОВЕРХНОСТИ | 1994 |
|
RU2078260C1 |
| СПОСОБ НАНОСТРУКТУРИРУЮЩЕГО УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2011 |
|
RU2460628C1 |
| Способ обработки режущего инструмента | 1988 |
|
SU1680447A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ | 2010 |
|
RU2443801C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОГО ВОЗДЕЙСТВИЯ | 2011 |
|
RU2465968C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458777C2 |
| Способ получения поверхности трения | 1988 |
|
SU1684549A1 |
| Способ получения износостойкого антифрикционного покрытия на подложке из стали, никелевого или титанового сплава | 2023 |
|
RU2826632C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2666396C2 |
Изобретение относится к машиностроению и предназначено для получения антифрикционных (АФ) поверхностей (П) на деталях машин, работающих в узлах трения. Цель изобретения - повышение производительности способа износостойкости поверхности. Способ позволяет совместить операции нанесения АФ покрытия и финишную операцию поверхностного пластического деформирования. На исходную П наносят АФ покрытие из суспензии фторированного гексагонального нитрида бора в растворителе, например, с помощью пульверизатора, применяя одновременно к П с покрытием метод поверхностного пластического деформирования, например, выглаживание. Полученная АФ поверхность имеет шероховатость ниже в 1,5-2 раза, а износостойкость в 2 и более раз выше. 1 табл.
| Способ получения покрытий | 1982 |
|
SU1052277A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
