s s f v.
Ti i
Изобретение относится к обработке материалов резанием, в частности к обработке металлов.
Целью изобретения является повышение качества обработки за счет ограничения максимального значения составляющей силы резания, действующей вдоль нейтральной линии резца.
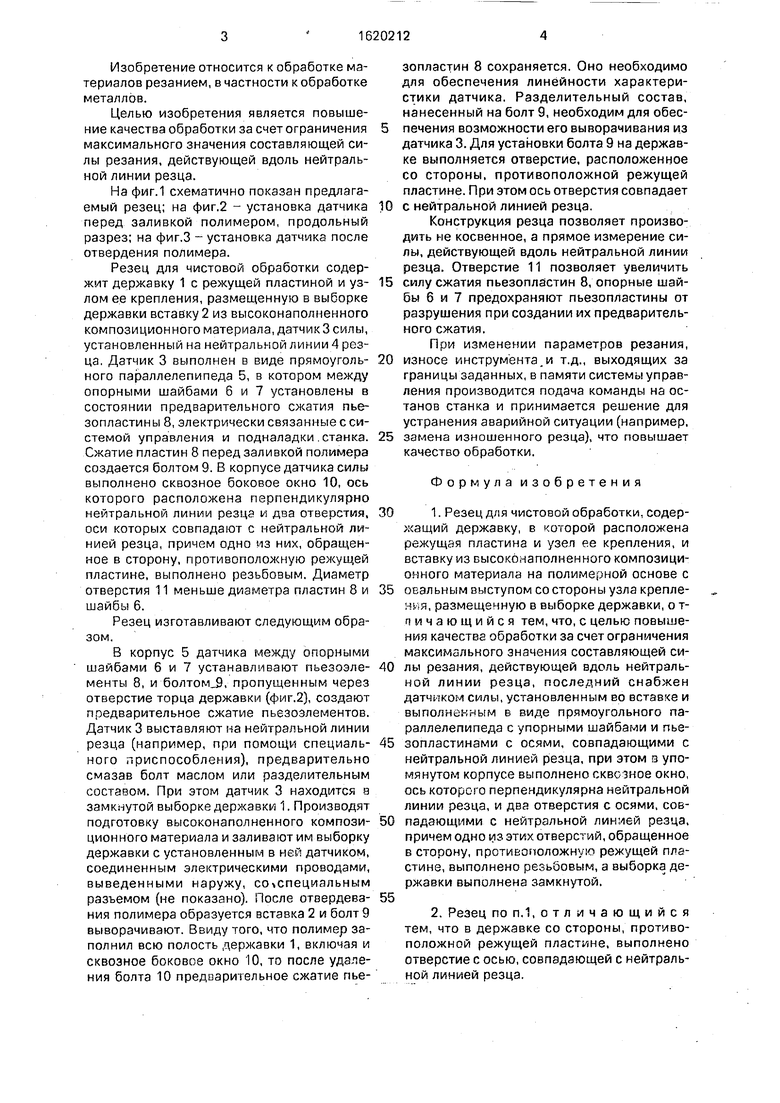
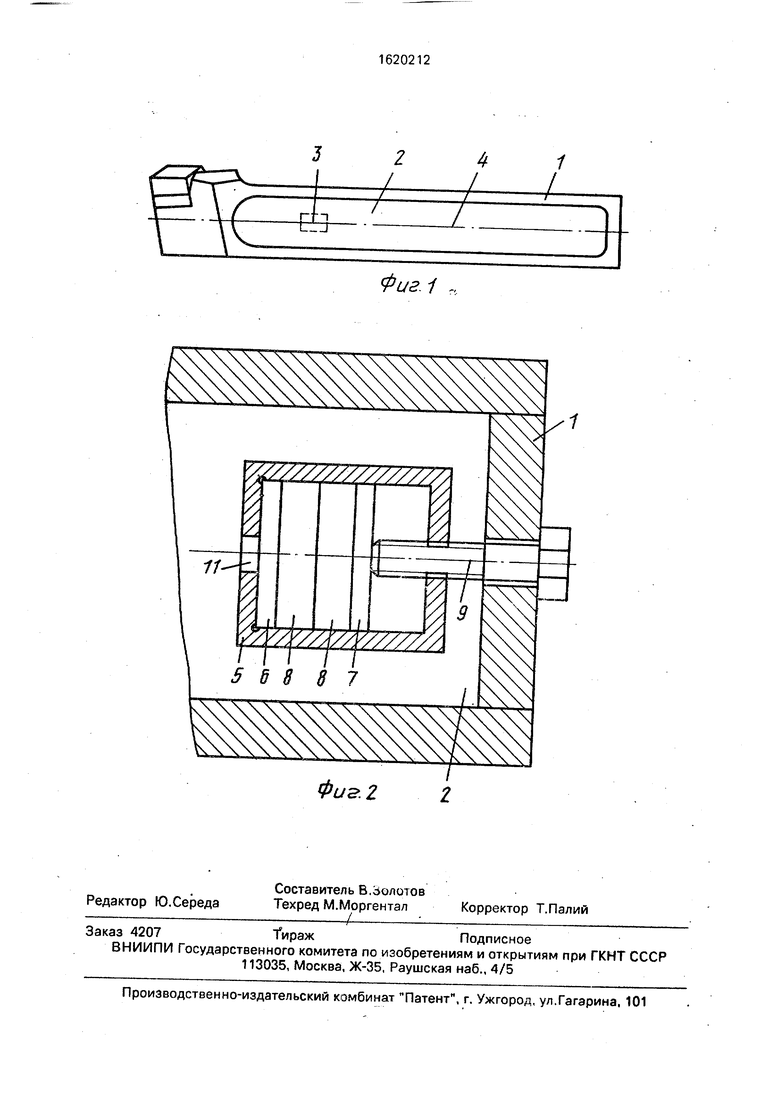
На фиг.1 схематично показан предлагаемый резец; на фиг.2 - установка датчика перед заливкой полимером, продольный разрез; на фиг.З - установка датчика после отвердения полимера.
Резец для чистовой обработки содержит державку 1 с режущей пластиной и узлом ее крепления, размещенную в выборке державки вставку 2 из высоконаполненного композицион ного материала, датчик 3 силы, установленный на нейтральной линии 4 резца. Датчик 3 выполнен в виде прямоугольного параллелепипеда 5, в котором между опорными шайбами 6 и 7 установлены в состоянии предварительного сжатия пье- зопластины 8, электрически связанные с системой управления и подналадки станка. Сжатие пластин 8 перед заливкой полимера создается болтом 9. В корпусе датчика силы выполнено сквозное боковое окно 10, ось которого расположена перпендикулярно нейтральной линии резца и два отверстия, оси которых совпадают с нейтральной линией резца, причем одно из них, обращенное в сторону, противоположную режущей пластине, выполнено резьбовым. Диаметр отверстия 11 меньше диаметра пластин 8 и шайбы 6.
Резец изготавливают следующим образом.
В корпус 5 датчика между опорными шайбами 6 и 7 устанавливают пьезоэле- менты 8, и болтом 9, пропущенным через отверстие торца державки (фиг.2), создают предварительное сжатие пьезозлементов. Датчик 3 выставляют на нейтральной линии резца (например, при помощи специального приспособления), предварительно смазав болт маслом или разделительным составом. При этом датчик 3 находится а замкнутой выборке державки 1. Производят подготовку высоконаполненного композиционного материала и заливают им выборку державки с установленным в ней датчиком, соединенным электрическими проводами, выведенными наружу, со специальным разъемом (не показано). После отвердевания полимера образуется вставка 2 и болт 9 выворачивают. Ввиду того, что полимер заполнил всю полость державки 1, включая и сквозное боковое окно 10, то после удаления болта 10 предваршельное сжатие пьезопластин 8 сохраняется. Оно необходимо для обеспечения линейности характеристики датчика. Разделительный состав, нанесенный на болт 9, необходим для обеспечения возможности его выворачивания из датчика 3. Для установки болта 9 на державке выполняется отверстие, расположенное со стороны, противоположной режущей пластине. При этом ось отверстия совпадает
с нейтральной линией резца.
Конструкция резца позволяет производить не косвенное, а прямое измерение силы, действующей вдоль нейтральной линии резца. Отверстие 11 позволяет увеличить
силу сжатия пьезопластин 8, опорные шайбы 6 и 7 предохраняют пьезопластины от разрушения при создании их предварительного сжатия.
При изменении параметров резания,
износе инструмента.и т.д., выходящих за границы заданных, в памяти системы управления производится подача команды на останов станка и принимается решение для устранения аварийной ситуации (например,
замена изношенного резца), что повышает качество обработки.
Формула изобретения
1. Резец для чистовой обработки, содержащий державку, в которой расположена режущая пластина и узеп ее крепления, и вставку из высоконаполненного композиционного материала на полимерной основе с
овальным выступом со стороны узла крепленая, размещенную в выборке державки, о т- пичающийся тем, что, с целью повышения качества обработки за счет ограничения максимального значения составляющей силы резания, действующей вдоль нейтральной линии резца, последний снабжен датчиком силы, установленным во вставке и выполненным в виде прямоугольного параллелепипеда с упорными шайбами л пьезопластинами с осями, совпадающими с нейтральной линией резца, при этом о упомянутом корпусе выполнено сквс зное окно, ось которого перпендикулярна нейтральной линии резца, и два отверстия с осями, совпадающими с нейтральной линией резца, причем одно из этих отверстий, обращенное в сторону, противоположную режущей пластине, выполнено резьбовым, а выборка державки выполнена замкнутой.
2. Резец по п. 1,отличающийся тем, что в державке со стороны, противоположной режущей пластине, выполнено отверстие с осью, совпадающей с нейтральной линией резца.
/
/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец | 1990 |
|
SU1750850A1 |
| Резец | 1991 |
|
SU1779466A1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2011 |
|
RU2457077C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| Резец для чистовой обработки | 1988 |
|
SU1708532A1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2011 |
|
RU2479385C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| РЕЗЕЦ | 1991 |
|
RU2011478C1 |
| РАСТОЧНЫЙ РЕЗЕЦ | 1992 |
|
RU2035266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКАРНОГО РЕЗЦА | 2005 |
|
RU2281196C1 |
Изобретение относится к области обработки материалов. Целью изобретения является повышение качества обработки посредством ограничения максимально о значения составляющей силы резания, действующей вдоль нейтральной линии резца. Резец содержит державку, в выборке которой размещена вставка 2 из высоконаполненного полимерного материала с датчиком 3, содержащим корпус 5 с окном 10 перпендикулярным нейтральной линии 4 резца. В корпусе 5 между упорными шайбами 6 и 7 в состоянии предварительного сжатия установлены пьезопластины 8. В корпусе 5 выполнены также два отверстия 11. оси которых совпадают с нейтральной линией резца, В процессе точения датчик 3, соединенный с системой управления стянкз, позволяет производить прямое и .лерение составляющей силы резани, действующей вдоль нейтральной линии резца 1 з.п.ф-лы., 3 ил.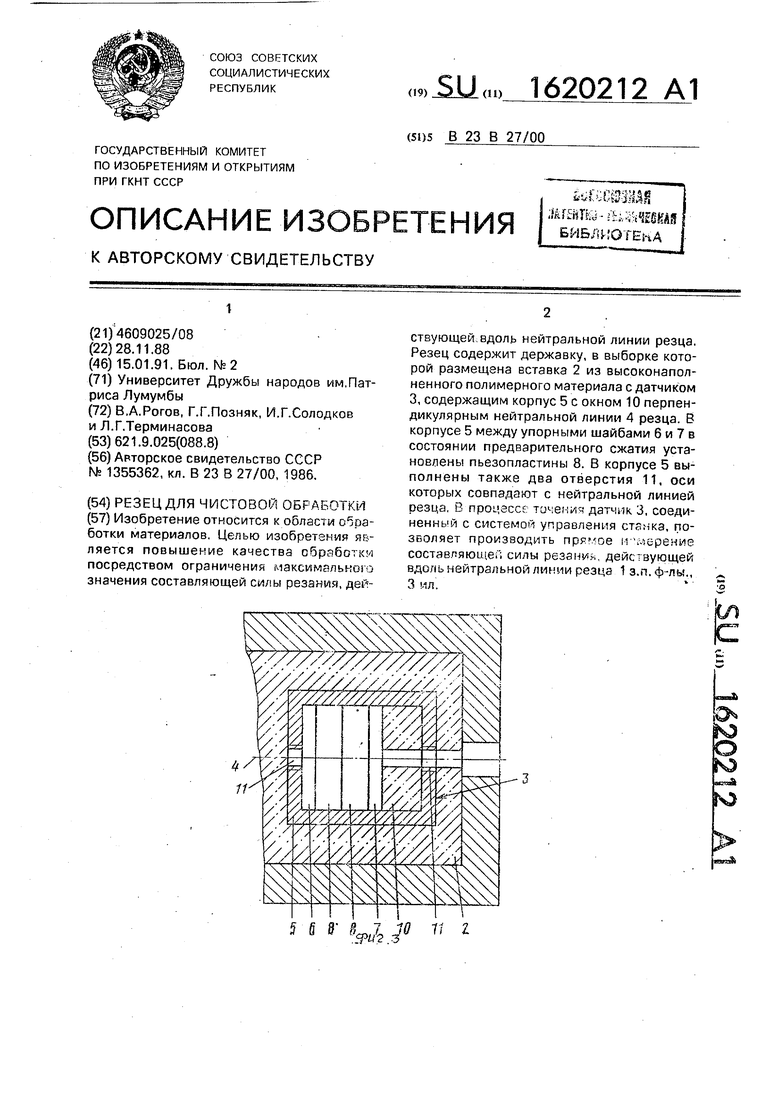
Фиг. 2
Фиг. 1
| Резец для чистовой обработки | 1986 |
|
SU1355362A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
