Изоб1 етение относится к: обработке материалов резанием, в частности к обработке мепаллов ,
Целью изобреТ( япляе ся повышеиме Ki ii-iecTBa обработки за стабилизации размеров резца.
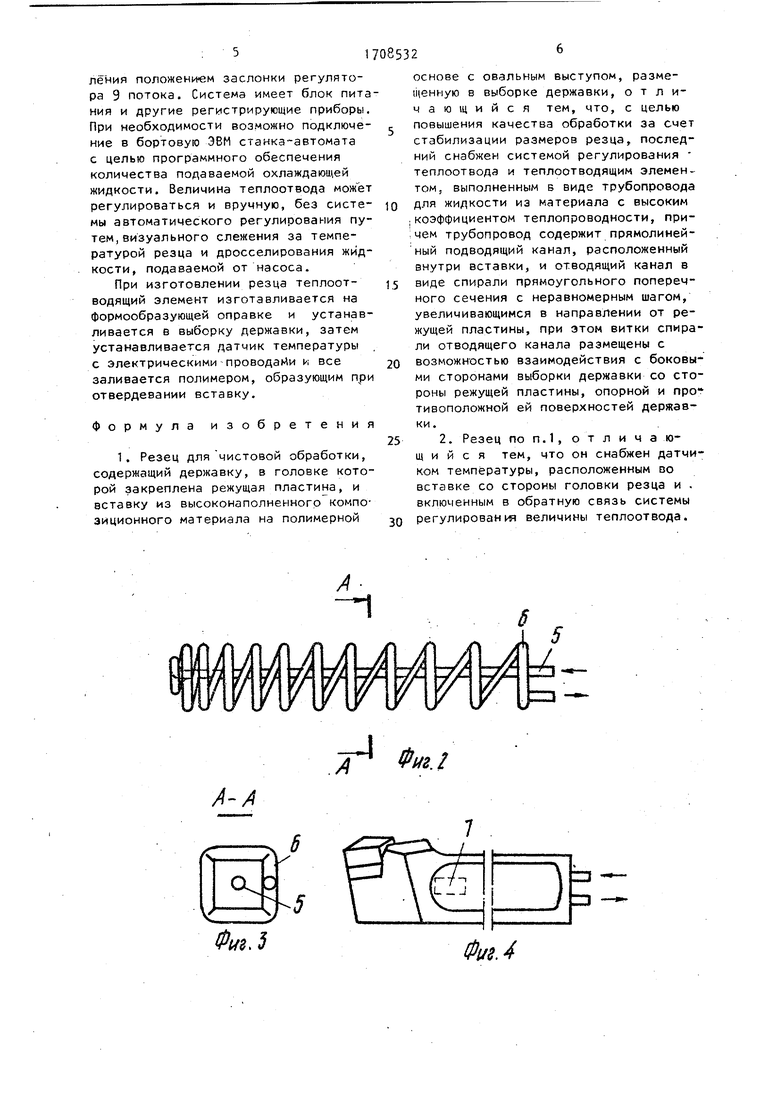
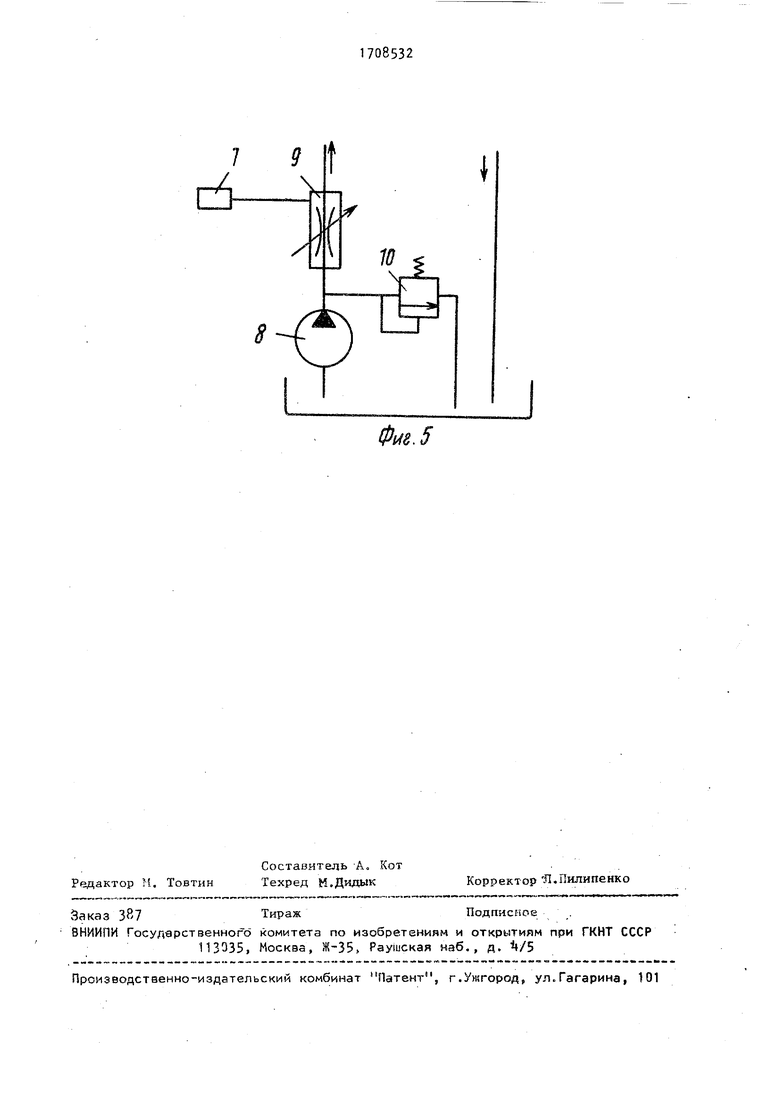
На фиг,1 показ ail описываемый ре зец,, вип спереди; на фиг.2 - теплооТЗодяЛ.ийл элемент; на фиг о сечение А-А Но фиг.2; на фиг -I располо(ение датчика температуры; нв фиг, 5 упрощенная схема системы регулирования теплоотвода.
Резец содержит 1, режу Шую пластину 2, узел 3 крепления ппастииь 2 на дер казие 1 и вставку ч, Вставка А распопожеиа в BbiSopice держапки и выполнена из высоконаполнеи -ioro композиционного материала на rio химерной основе и имеет овальиь й выступ, располоненнь Й со стороны узла 3 .крепления режущей ПЛЕСТИНЫ 2. Во вставке 4 установлен теплоотводящ --1Й элемент с прямоли -1ей -и.1м подоодшаим каналом , 5 и отводящим канпло . 6 для жидкости, Теплоотводящий элемент выполнен в виде тпубопрояода из материала с высоким )ф|-1циентон теплопроводности, наприг.ер из меди или латуни. Подводящий канал 5 расположен анутри вставки ч, а отводящий канал Ь выполнен в виде спирали прямоугольного поперечного с нераЕномерным шагом, который увеличизаетсп е направлении от режуи ей пластины 2, Отводящий канал 6 расположен свозможностью теплового вззимодействия с боковыми поверхностями выборки держа ки со сторонь режущей пластины, опор1- ОЙ и противоположн.ой ей поЕ ерхгКОСтей державки.
Во ставке 4 с возможность теплового взаимодейств1 Н с ГОПОБКОЙ резца устанюзлен датчик 7 температуры; включенный Б обратную связь системь; регулирования теплсогвода., Система имеет насос 8 с постсрниь м направлением потока f регулятор .9 ютска с электромагнитным управление;-1 и ги едохранительный клапан 10, соединенные глежду собой системой трубопроводоз, Датчик 7 электрически связан с регулятором 9 потока.
Выборка державки 1 выполмену CKBO3 ной через зев сечение дери.аги;и . и полное т загюлиенй вьюоко аполненмь м композиционным .материалом с логЗриф м и ч е с КИМ д е к р е мент о м i--, о л е v ч н и и , я
ili :: 033 превышающим аналогичный псисазатель у чугуна,
В процессе обрабсггки в зоне ре возникают вибрации и выделение больи.ого количества тепловой энергии Вибрации также возникают и во всех гкJД. органах станка.
Пои прохождении вибраций через резец большая часть их демпфируется во вставке, которая выполнена из высоконаполненного композиционного материала о Вследствие демпфирования колебаний снижается щероховатость обрабо- : га иной поверхности, повьшается точность обр(3ботки, т.е. улучшается каi-ec.TBO обработанной поверхности.
Тепловая энергия из зоны резания и спредрлениом количестве передается Te.ij- резания и .через каналы трубопроао/ а отводится охлаждающей жид; осгью. При этом датчик 7 температуры передает информацию о температуре системе регулирования теплоотвода для стабилизации температуры резца, тем самым обеспе- ивается постоян.: Т i-j о л и i е и н о г о уд, л и н е н и я , что эьдет к повышению ка-1ества обработки деталей; а именно к точности формы обрабатываемой детали.
Кроме того, жидкость, находящаяся э теплоотводящем элементе, ЕЫПОЛ .-(Нет роль гидравлического демпфера и также, снижает колебания при резании, что ведет к повышению качества обработанной поверхности. ,
Подводящий канал 5 системой трулопроводов соединен через регулятор S потока с насосом 8, подающим охла;хдающую жидкость. Канал 5 выполнен | ря иолииейным и подает жидкость сраз а зону наивысшей температуры, чтобы обеспечить в ней наибольшее охлаждение. Возврат жидкости осуществляется г;о спиральл ому каналу 6, который рзсг;сло)кен во вставке 4 с возможностью контакта с державкой 1. Места контакта канала б с державкой 1 выполнены цилиндрическими для увеличения площади контакта и теппообмена (фигЛ). Наг спирали выполнен наименьшим в зоне большего зыдепень. тепла с целью создания тепловой однородности державки и ее разиерной стабильности путем отвода 6ог,ьщего количества тепла.
В реаг.ьных условиях сигнал, подаваемый датчиком 7s усиливается и подается нэ катушки ; агнитного управлёния положением заслонки регулятора 9 потока. Система имеет блок питания и другие регистрирующие приборы. При необходимости возможно подключение в бортовую ЭВМ станка-автомата с целью программного обеспечения количества подаваемой охлаждающей жидкости. Величина теплоотвода может регулироваться и вручную, без системы автоматического регулирования путем, визуального слежения за температурой резца и дросселирования жидкости, подаваемой от насоса.
При изготовлении резца теплоотводящий элемент изготавливается на формообразующей оправке и устанавливается в выборку державки, затем устанавливается датчик температуры с электрическими -проводайи и все заливается полимером, образующим при отвердевании вставку.
Формула изобретения
1. Резец длячистовой обработки, содержащий державку, в головке которой закреплена режущая пластина, и вставку из высоконаполненногр компо эиционного материала на полимерной
основе с овальным выступом, размещенную в выборке державки, отличающийся тем, что, с целью повышения качества обработки за счет стабилизации размеров резца, последний снабжен системой регулирования теплоотвода и теплоотводящим элементом, выполненным в виде трубопровода для жидкости из материала с высоким ;коэффициентом теплопроводности, причем трубопровод содержит прямолинейный подводящий канал, расположенный внутри вставки, и отводящий канал в виде спирали прямоугольного поперечного сечения с неравномерным шагом, увеличивающимся в направг ении от режущей пластины, при этом витки спирали отводящего канала размещены с возможностью взаимодействия с боковыми сторонами выборки державки со стороны режущей пластины, опорной и про тивоположной ей поверхностей державки.
2. Резец поп.1, отлича ющ и и с я тем, что он снабжен датчиком температуры, расположенным во вставке со стороны головки резца и . включенным в обратную связь системы регулирования величины теплоотвода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2011 |
|
RU2479385C1 |
| Резец для чистовой обработки | 1988 |
|
SU1620212A1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2011 |
|
RU2457077C1 |
| РАСТОЧНЫЙ РЕЗЕЦ | 1992 |
|
RU2035266C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| РЕЗЕЦ | 1994 |
|
RU2078646C1 |
| РЕЗЕЦ | 1992 |
|
RU2036749C1 |
| Демпфирующий резец | 2021 |
|
RU2755559C1 |
| Резец для чистовой обработки | 1990 |
|
SU1726148A1 |
Изобретение относится к обработке материалов резанием, в частности•к обработке металлов.Целью изобретения является повышение качества 'обработки за счет стабилизации размеров резца» Резец содержит державку 1 с головкой, в которой установлена режущая пластина 2 с узлом 3 крепления. В выборке державки 1 установлена вставка k из высоконаполиенного композиционного материала с теплоотводя- щим элементом в виде трубопровода, соединенного с системой регулирования теплоотвода. Подводящий канал 5 трубопровода выполнен прямолинейным и расположен внутри вставки, а отводящий канал 6 выполнен в виде спирали с прямоугольным поперечным сечением и неравномерным шагом, увеличивающимся в направлении от режущей пластины. Теплота, выделяющаяся в зоне резания, поглощается жидкостью, прокачиваемой через трубопровод. Кроме того, указанная жидкость выполняет .роль гидравлического демпфера и снижает вибрации. 1 з.п.ф-лы, S ил.iаС2 JL45ФшАС ОС от ОСк
/4ЙШИИ
;г А-А
Х
о
Фиг.Ь
Физ.4
X
W
Й/.tf
| Резец для чистовой обработки | 1988 |
|
SU1620212A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
