Изобретение относится к лесопильно- деревообрабатывающей промышленности и, в частности, к производству заготовок из древесины.
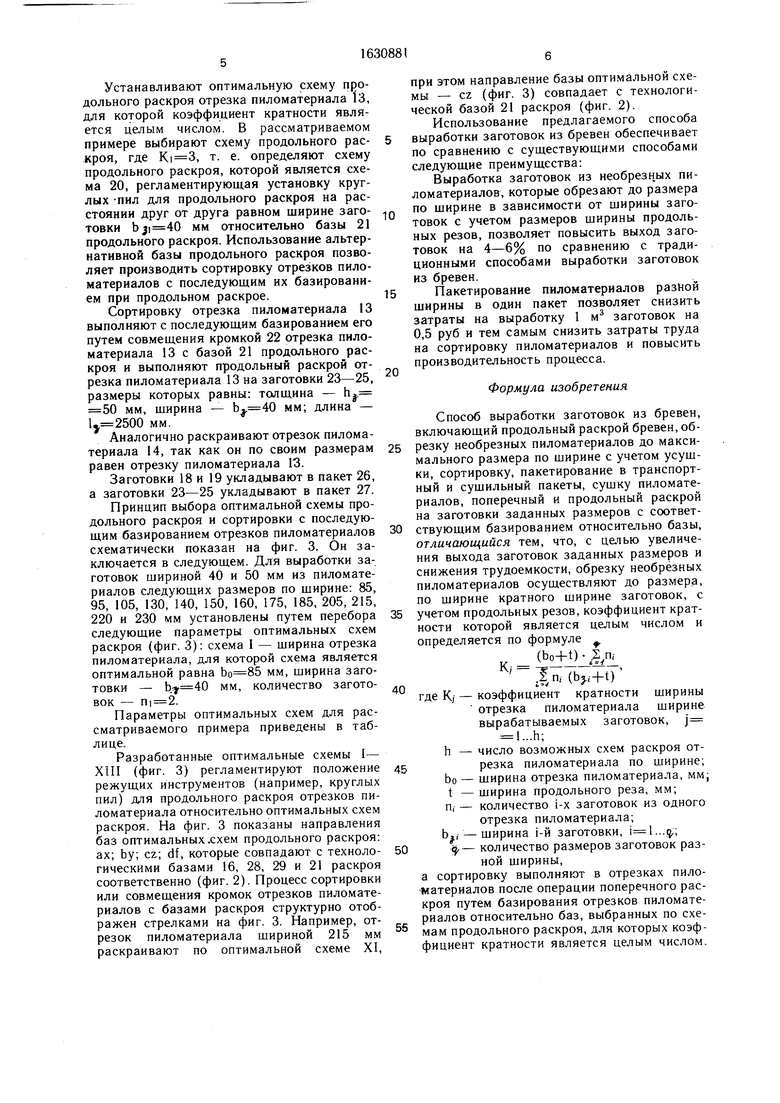
На фиг 1 и 2 показан способ выработки заготовок из бревен, на фиг. 3 - принцип выбора оптимальной схемы продольного раскроя, сортировки отрезков пиломатериала и последующего их базирования.
Способ осуществляют следующим образом
Допустим, необходимо получить заготовки толщиной мм, двух размеров по ширине мм; 1)50 мм и длиной ,5 м. Для этого имеются пиловочные бревна длиной 5,25 м и размерами вершинного и комлевого диаметров. CM, d(,i 18 см. Бревна 1 и 2 (фиг 1) последовательно раскраивают на
необрезные доски 3 и 4 (толщиной h 50 мм) на любом бревнопильном оборудовании (например, на базе лесопильных рам типа 2Р). В результате продольного раскроя бревен 1 и 2 получают необрезные пиломатериалы 3, размер ширины внешней плас- ти вершинного конца которых H6 мм и необрезные пиломатериалы 4, где Ьк2 138 мм. Для наглядности осуществления заявляемого способа рассматриваются пиломатериалы двух различных размеров.по ширине. На основе статистических данных ле- сопильно-деревообрабатывающих предприятий известно, что размеры по ширине внешней плести необрезных досок колеблются в основном от 85 до 250 мм. Если внешняя пласть необрезной доски представляет собой полную параболу или усеченную параболу (при ширине необрезной доски менее 100мм),
о со о оо ао
то доска оторцовывается до стандартного размера по ширине, с учетом стандартного размера по длине. В стандарте СТ СЭВ 1264- 78 установлены следующие размеры пиломатериалов по ширине: 100, 125, 150, 175, 200, 225 и 250 мм.
В предлагаемом способе принцип определения оптимального размера ширины обрезной доски, получаемой из необрезной, следующий. Необрезные пиломатериалы обрезают до максимального размера по ширине с учетом ширины вырабатываемых заготовок и ширины продольных резов (зависит от ширины режущего инструмента). Так, для заготовок шириной 40 и 50 мм и шириной внешней пласти от 85 до 250 мм при ширине про- дольного реза равной 5 мм методом перебора устанавливают следующий ряд номинальных размеров ширины обрезных пиломатериалов, получаемых из необрезных: 85, 95, I05, 130, 140, 150, 160, 175, 195, 205, 215, 220 и 230 мм.
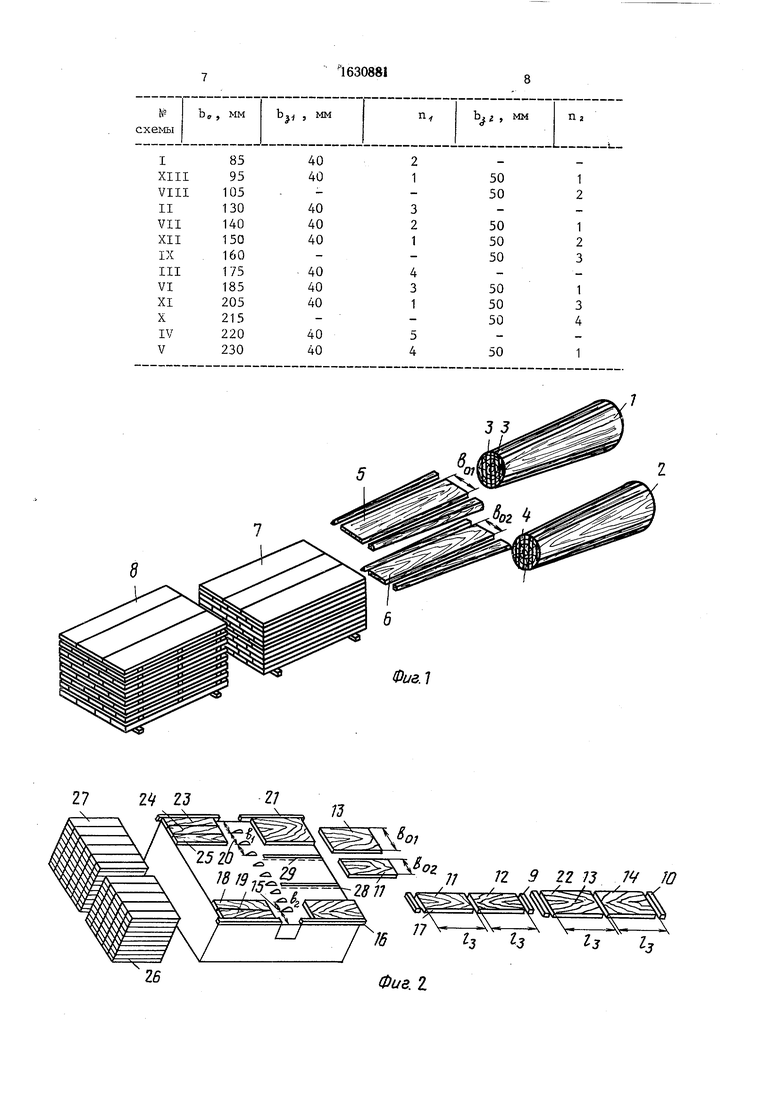
Для того, чтобы получить из пиломатериалов 3 и 4 максимальный выход заготовок заданной ширины bj- 40 мм и мм с учетом ширины продольного реза t (допустим мм) обрезают доску 3 до номинальной ширины, равной 105 мм а доску 4 до номинальной ширины равной Ь« 130 мм и получают обрезные пиломатериалы 5 и 6. Обрезку необрезных пиломатериалов .выполняют на любом обрезном станке (например, ста- нок марки Ц2Д-7). Далее обрезные пиломатериалы 5 и 6 укладывают в транспортный пакет 7, а затем в сушильный пакет 8. Укладку производят без сортировки по сечениям. Укладку можно производить как вручную, так и с использованием любой пакетоформирующей машины (например, марки ПФМ-10). После сушки пиломатериалов, которую производят в лесосушиль- ных камерах (например, сушильные камеры непрерывного действия СП-5 КМ), сухие обрезные пиломатериалы 9 и 10 (фиг. 2) шириной, равной соответственно: 105 мм и мм последовательно раскраивают на отрезки пиломатериалов 11 -14 размером длины, равной мм. Поперечный раскрой пиломатериалов 9 и 10 выпол- няют на любом станке для поперечного раскроя (например, марки ЦПА-40). Сортировку выполняют после поперечного раскроя пиломатериалов. Для отрезков пиломатериалов 11 -14 определяют коэффициенты К/ кратности для заготовок шириной bji 40 мм и мм, принимая при этом ширину поперечного реза мм по формуле, полученной из условия максимального выхода заготовок из пиломатериала,
К 7
(b,i+t)
в которую подставляем соответствующие численные значения параметров bo, bj;, t
0
5
5 0
и п«, при мм; мм; мм; получаем
005+5) 2 2 (40+5)
при MM; b.50 MM; мм; получаем
Ц05+5) 2 2 2 (50+5):
приЬо Ю5 мм; MM; ni l; b|2 40 мм; мм получаем
К - il25±5)ll±l) 9 9 Лз 1 (50+5)+ 1 (40+5)
Устанавливают оптимальную схему продольного раскроя отрезка пиломатериала 11, для которой коэффициент кратности является целым числом. В рассматриваемом примере выбираем схему продольного раскроя, где . Далее выполняют сортировку отрезка пиломатериала 11, т. е. определяют оптимальную схему продольного раскроя для отрезка 11, которой в рассматриваемом примере является схема 15, регламентирующая установку круглых пил для продольного раскроя на расстоянии друг от друга равном ширине заготовки мм относительно базы 16 оптимальной схемы продольного раскроя.
Сортировку отрезка 11 выполняют с последующим базированием его путем совмещения кромки отрезка 17 с базой 16 продольного раскроя и выполняют продольный раскрой на заготовки 18 и 19, размеры которых равны: мм; bj.50 мм; 1$. 2500 мм. Отрезок пиломатериала 12 по размерам равен отрезку 11, следовательно, его сортируют, базируют и раскраивают как отрезок пиломатериала 11.
Далее измеряют ширину отрезка пиломатериала 13, равную мм, и рассчитывают К/ для заготовок шириной bj, 40 мм и мм, принимая при этом ширину поперечного реза мм, по формуле-,
к ,- (b,,+t)
подставляем соответствующие значения параметров bo, bSi, t к п,; при .30 мм; bj, 40 мм; мм; получаем
ЦЗО+5)1 3 (40+5)
при мм; bj,50 мм; мм; П2 2 получаем
(130+5) 2 2 - 2 (50+5) ДЬ
при мм; bj, 40 мм; bjt 50 мм; мм получаем
030+5)) 97 3 1 (40+5)+ 1 (50+5)
Устанавливают оптимальную схему продольного раскроя отрезка пиломатериала 13, для которой коэффициент кратности является целым числом. В рассматриваемом примере выбирают схему продольного рас- кроя, где , т. е. определяют схему продольного раскроя, которой является схема 20, регламентирующая установку круглых -пил для продольного раскроя на расстоянии друг от друга равном ширине заго- товки мм относительно базы 21 продольного раскроя. Использование альтернативной базы продольного раскроя позволяет производить сортировку отрезков пиломатериалов с последующим их базированием при продольном раскрое.
Сортировку отрезка пиломатериала 13 выполняют с последующим базированием его путем совмещения кромкой 22 отрезка пиломатериала 13 с базой 21 продольного раскроя и выполняют продольный раскрой отрезка пиломатериала 13 на заготовки 23-25, размеры которых равны: толщина - hj. 50 мм, ширина - Ь,.40 мм; длина - мм.
Аналогично раскраивают отрезок пиломатериала 14, так как он по своим размерам равен отрезку пиломатериала 13.
Заготовки 18 и 19 укладывают в пакет 26, а заготовки 23-25 укладывают в пакет 27.
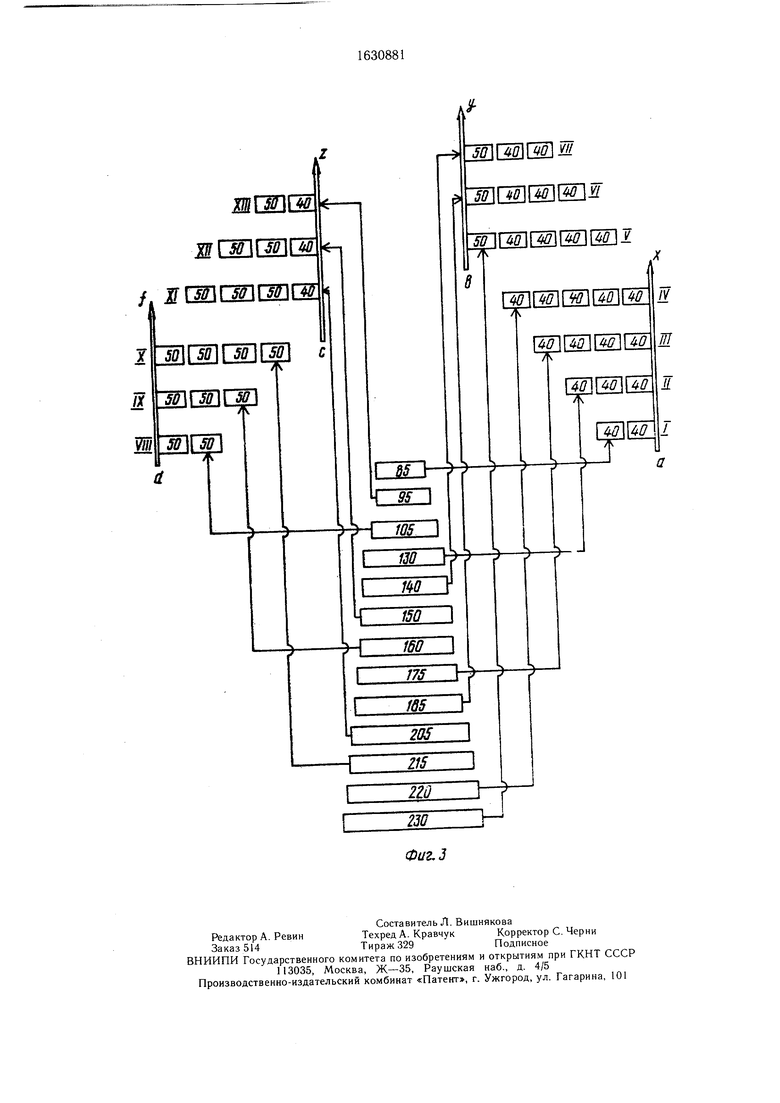
Принцип выбора оптимальной схемы продольного раскроя и сортировки с последующим базированием отрезков пиломатериалов схематически показан на фиг. 3. Он заключается в следующем. Для выработки заготовок шириной 40 и 50 мм из пиломатериалов следующих размеров по ширине: 85, 95, 105, 130, 140, 150, 160, 175, 185, 205, 215, 220 и 230 мм установлены путем перебора следующие параметры оптимальных схем раскроя (фиг. 3): схема I - ширина отрезка пиломатериала, для которой схема является оптимальной равна мм, ширина заготовки - мм, количество загото- вок - .
Параметры оптимальных схем для рассматриваемого примера приведены в таблице.
Разработанные оптимальные схемы I- XIII (фиг. 3) регламентируют положение режущих инструментов (например, круглых пил) для продольного раскроя отрезков пиломатериала относительно оптимальных схем раскроя. На фиг. 3 показаны направления баз оптимальных .схем продольного раскроя: ах; by; cz; df, которые совпадают с техноло- гическими базами 16, 28, 29 и 21 раскроя соответственно (фиг. 2). Процесс сортировки или совмещения кромок отрезков пиломатериалов с базами раскроя структурно отображен стрелками на фиг. 3. Например, отрезок пиломатериала шириной 215 мм раскраивают по оптимальной схеме XI,
при этом направление базы оптимальной схемы - cz (фиг. 3) совпадает с технологической базой 21 раскроя (фиг. 2).
Использование предлагаемого способа выработки заготовок из бревен обеспечивает по сравнению с существующими способами следующие преимущества:
Выработка заготовок из необрезных пиломатериалов, которые обрезают до размера по ширине в зависимости от ширины заготовок с учетом размеров ширины продольных резов, позволяет повысить выход заготовок на 4-6% по сравнению с традиционными способами выработки заготовок из бревен.
Пакетирование пиломатериалов разной ширины в один пакет позволяет снизить затраты на выработку 1 м3 заготовок на 0,5 руб и тем самым снизить затраты труда на сортировку пиломатериалов и повысить производительность процесса.
Формула изобретения
Способ выработки заготовок из бревен, включающий продольный раскрой бревен, обрезку необрезных пиломатериалов до максимального размера по ширине с учетом усушки, сортировку, пакетирование в транспортный и сушильный пакеты, сушку пиломатериалов, поперечный и продольный раскрой на заготовки заданных размеров с соответствующим базированием относительно базы, отличающийся тем, что, с целью увеличения выхода заготовок заданных размеров и снижения трудоемкости, обрезку необрезных пиломатериалов осуществляют до размера, по ширине кратного ширине заготовок, с учетом продольных резов, коэффициент кратности которой является целым числом и определяется по формуле
к Lfc
Jn,(b}H-t)
где К/ - коэффициент кратности ширины
отрезка пиломатериала ширине
вырабатываемых заготовок, j
l...h;
h - число возможных схем раскроя отрезка пиломатериала по ширине; bo - ширина отрезка пиломатериала, мм; t - ширина продольного реза, мм; п, - количество i-x заготовок из одного
отрезка пиломатериала; Ь,, - ширина i-й заготовки, ...q,; fr- количество размеров заготовок разной ширины,
а сортировку выполняют в отрезках пиломатериалов после операции поперечного раскроя путем базирования отрезков пиломатериалов относительно баз, выбранных по схемам продольного раскроя, для которых коэффициент кратности является целым числом.
I I
85 95 105 130 140 150 160 175 185 205 215 220 230
40 40
40 40 40
40 40 40
40 40
50 50
50
50 50
50 50 50
50
2 3
1 3
4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА БОЛЬШИХ И КРУПНЫХ РАЗМЕРОВ | 2014 |
|
RU2592102C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА | 2013 |
|
RU2530997C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БОКОВЫХ ДОСОК БРЕВНА (ВАРИАНТЫ) | 2010 |
|
RU2438861C2 |
| Способ выработки заготовок из пиломатериалов | 1990 |
|
SU1791111A1 |
| СПОСОБ РАСКРОЯ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ, ПОРАЖЕННЫХ СЕРДЦЕВИННОЙ ГНИЛЬЮ | 2008 |
|
RU2399482C2 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2002 |
|
RU2194612C1 |
| СПОСОБ РАСКРОЯ БРЕВЕН | 2012 |
|
RU2524187C1 |
| СПОСОБ РАСКРОЯ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ, ПОРАЖЕННЫХ РАДИОНУКЛИДАМИ | 2003 |
|
RU2247022C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БРЕВЕН (ВАРИАНТЫ) | 2009 |
|
RU2415749C2 |
Изобретение относится к лесопильно- деревообрабатывающей промышленности. Цель изобретения - увеличение выхода заготовок заданных размеров и снижение трудоемкости. Способ выработки заготовок из бревен осуществляется следующим образом. Бревна раскраивают на необрезные доски, которые обрезаются до максимального размера по ширине. Затем формируют транспортный и сушильный пакеты. После сушки осуществляют поперечный раскрой пиломатериалов. Для отрезков пиломатериалов определяют коэффициенты кратности по формуле, полученной из условия максимального выхода заготовок из пиломатериала. По целому числу коэффициента кратности определяют оптимальную схему продольного раскроя отрезка пиломатериала. Сортировку выполняют путем базирования отрезка пиломатериала относительно базы, выбранной по схеме оптимального раскроя, у которой коэффициент кратности является целым числом. 3 ил. S (Л
8
3 3
Фиг.1
;; П 9 22 73 W Ю
.ft
Фиг. 1
| Способ изготовления пиломатериалов из бревен | 1985 |
|
SU1395483A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Петров А | |||
| К | |||
| Технология деревообрабатывающих производств | |||
| М.: Лесная промышленность, 1986, с 48-77. | |||
