со со
ел
4
00 со
Изобретение относится к технологи получения пиломатериалов и может быт использовано в лесопильной промьшшен ности.
Цель изобретения - упрощение технологии, снижение трудоемкости производства пиломатериалов5 повышение полезного выхода и улучшение сортового состава.
На фиг о 1 изображена структурная схема технологической линии,, реали- зукщая способ изготовления пиломатериалов из бревенI на фиг.2 - принцип сортировки бревен по диаметрам j на фиг, 3 - принцип сортировки брусьев, вьтиленных из этих бревенJ на фиг, 4 - принцип сортировки бревен по качеству,; нА фиг 5 расположение пил первого пильного агрегатаI на фиг, 6 - расположение пил второго пильного агрегата.
Способ осуществляют следукхцим образом.
Бревно t проходит датчик 2 (например, датчик измерительного устройства Оптилог)5 при помощи которого измеряют верюинньй диаметр бревна . Далее J следуя через дефектоскоп 3 (например,, дефектоскоп типа измерительного устройства Оптилог управляемый ЭВМ)«, определяют качество бревна 1. Система определения качества бревна работает автоматически, но при необходимости имеет возможность выполнить уттравление полуавтоматически или полностью вручную. Результирующие сигн,алы датчика 2 и дефектоскопа 3 поступают на устройство 4 подачи -(Hanpi iep, самоходные тепежки модели IIPT8-2), выполненное в виде набора тележек для подачи бревен на раскрой и приспособления для перемещения бревен На соответствующую тележку. Одна из тележек устройства 4 подачи направляет бревно 1 в соответствуюшД гй.ему постав пил блока смежных п;оставов первого пильного агрегата 5, например многопильный круглопильнъй станок модели Ц12Д-1,р в котором настройку смежных поставов осуществляют путем размещения в одном пильном агрегате ряда пильных блоков, а каждый смежный постав образуют из полупостава преда - дущего и последующего поставов. Брев но 1 распиливают пильным агрегатом 5 на необрезные доски б поступающие к обрезному станку 8., например моиь н-
13954832
дели ЦЗД- и брус 7. Далее брус . проходит через сканирующее устройство 9, посредством которого определяют ширину пропиленной пласти бру0
5
0
5
0
са и его качество. Сканирующее устройство 9 сблокировано с устройством 10 подачи, вьшолненным аналогично устройству 4 подачи. В соответствии с сигналом, поступающим со сканирующего устройства 10, брус 7 устанавливают на одну из подаклдих тележек устройства 10 подачи, центрируют и направляют в соответствующий ширине его пласти постав блока смежных поставов пил второго пипьно- го агрегата 11, например многопильный круглопильньй станок модели Ц12Д-1, в котором настройку смежных поставов осуществляют путем размещения в одном пильном агрегате ряда пильных блоков, а каждый смежный постав образуют из полупостава предыдущего и последующего поставов. Агрегат 11 распиливает брус 7 на необрезные доски 12, поступающие на об- резный станок 8, и обрезные доски 13.
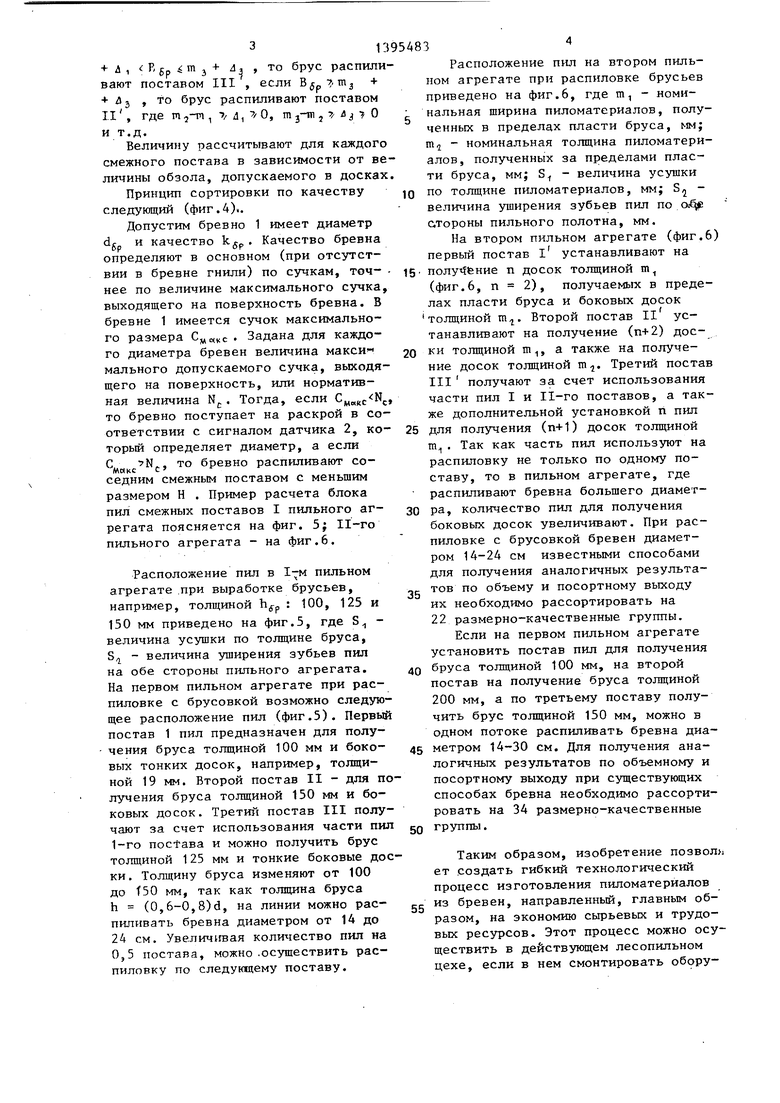
Принцип сортировки бревен по диаметрам следующий (фиг.2). Если по- ставы I, III и II имеют характеристики Н, Hj, Hg,(H - расстояние между пилами, фирмирующими пласти двух- кантного бруса), а диаметр бревна d , то hj рассчитьшают следующим
5 образом:
Н
5рk-d
Sf
40
45
50
где k -коэффициент, изменяющийся от
0,6 до 0,8.
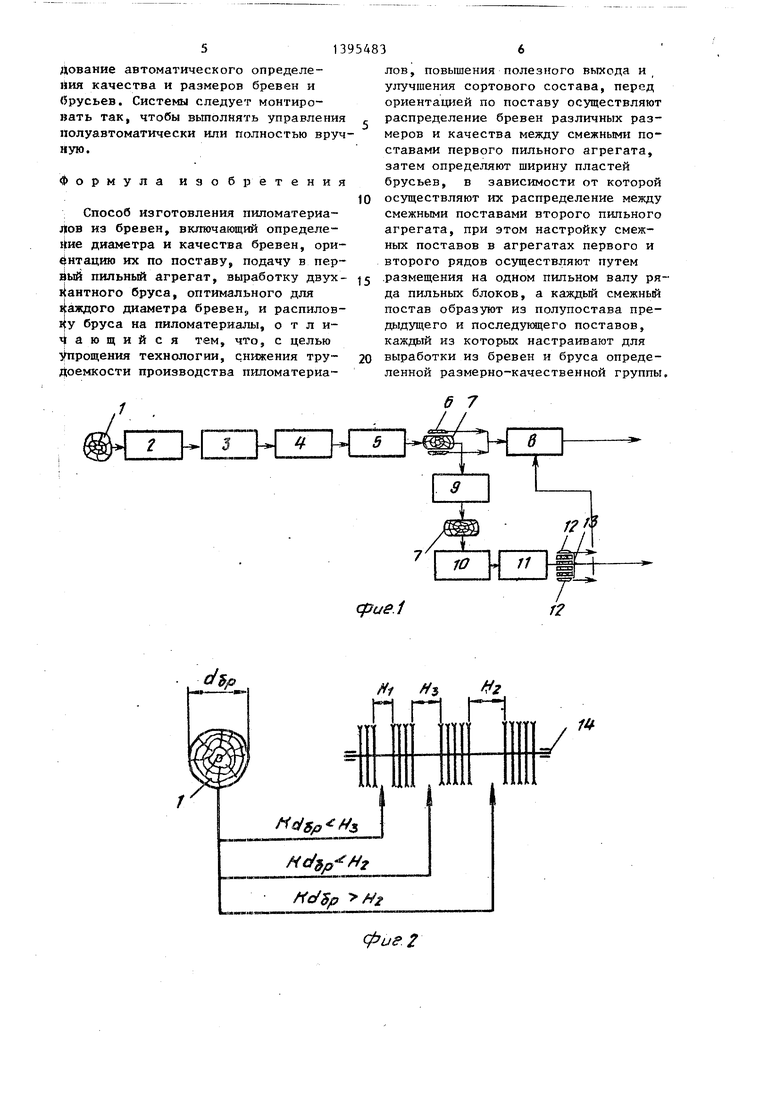
Тогда, если k-djp Hj, то бревно распиливают поставом 1, если k-dgp- H., то бревно распиливают поставом 111, если k-dgp H, то бревно распиливают поставом II. При этом дефектоскоп 3 или оператор определяет качество бревна и корректирует решение датчика 2. После прохождения бревна 1 через блок 14 смежных поставов получается брус 7, размеры ширины пласти которого и качество определяют сканирующим устройством 10 по следующему принципу (фиг.З). Поставы I , III , II имеют характеристики m 5 i ™з (m - сумма толщин обрезных досок с 55 учетом припилов и величин усушки), а ширина бруса в вершинной его части - В ., Если , + л, , то брус распиливают поставом I , если т, +
+ л , R г„ i m , + 4.
313
, то брус распилиесли В 5 . m
1 6р 3 3
вают поставом III
Л 3 , то брус распиливают поставом II , где m -j-m , Л, / О, m j-m , . л О и т.д.
Величину рассчитывают для каждого смежного постава в зависимости от величины обзола, допускаемого в досках
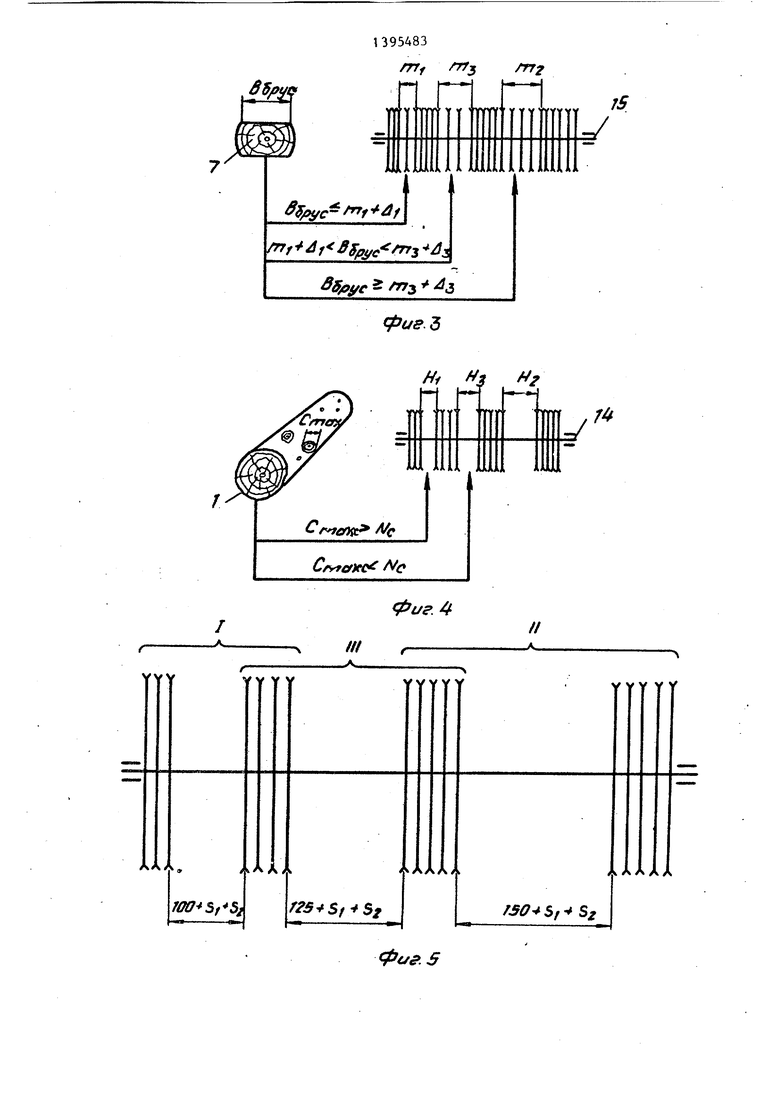
Принцип сортировки по качеству следующий (фиг.4)..
Допустим бревно 1 имеет диаметр dg и качество . Качество бревна определяют в основном (при отсутствии в бревне гнили) по сучкам, точ- - нее по величине максимального сучка, выходящего на поверхность бревна. В бревне 1 имеется сучок максимального размера Задана для каждого диаметра бревен величина макси мального допускаемого сучка, выходящего на поверхность, или нормативная величина N, . Тогда, если Сц,„.К, то бревно поступает на раскрой в со
0
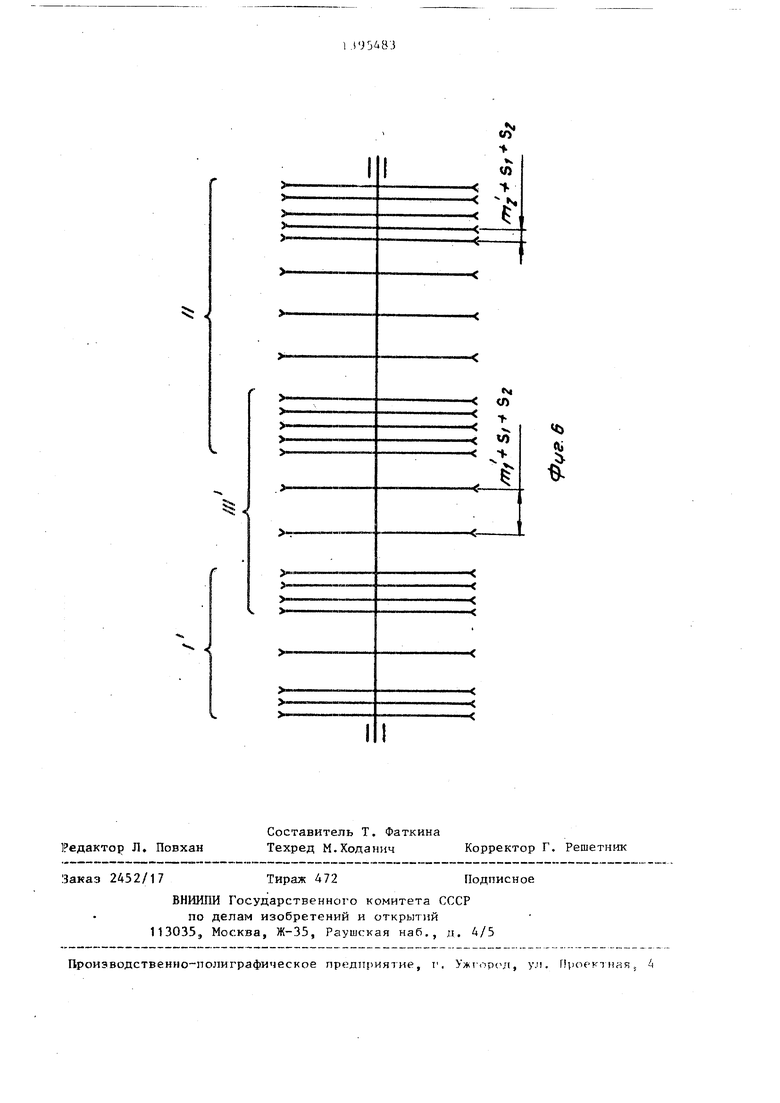
Расположение пил на втором пильном агрегате при распиловке брусьев приведено на фиг.6, где т, - номинальная щирина пиломатериалов, полученных в пределах пласти бруса, мм; т - номинальная толщина пиломатериалов, полученных за пределами пласти бруса, мм; S - величина усушки по толщине пиломатериалов, мм; S, величина уширения зубьев пил по Os стороны пильного полотна, мм.
На втором пильном агрегате (фиг.6) первый постав l устанавливают на
S полу Игние п досок толщиной т
(фиг.6, п 2), получаемых в пределах пласти бруса и боковых досок толщиной т. Второй постав II устанавливают на получение (п+2) дос0 ки толщиной т, а также на получение досок толщиной т. Третий постав III получают за счет использования части пил I и 11-го поставов, а также дополнительной установкой ri пил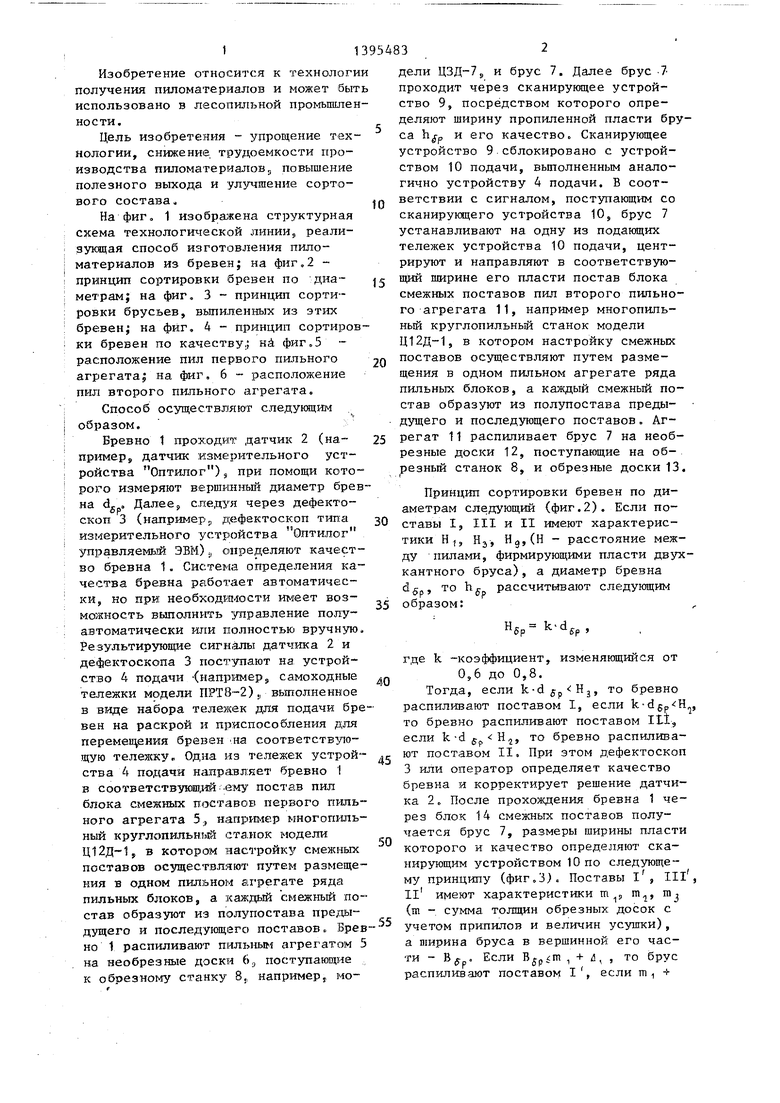
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКРОЯ БРЕВНА НА ПИЛОМАТЕРИАЛЫ | 1990 |
|
RU2038945C1 |
| МЕЖПИЛЬНАЯ ШАЙБА | 1992 |
|
RU2046035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2002 |
|
RU2194612C1 |
| СПОСОБ РАСКРОЯ БРЕВНА НА ПИЛОМАТЕРИАЛЫ | 2012 |
|
RU2488482C1 |
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
| Лесопильная рама | 1982 |
|
SU1092037A1 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| ЛЕСОПИЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 1992 |
|
RU2054351C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2001 |
|
RU2185280C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН И ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ | 2008 |
|
RU2387534C1 |
Изобретение относится к технологии получения пиломатериалов и может быть использовано в лесопильной промьппленности. Цель изобретения - упрощение технологии, снижение трудоемкости производства пиломатериалов, повышение полезного выхода и улучшение сортового состава. Бревно проходит датчик измерительного устройства и дефектоскоп. После определения размера и качества бревна его подают на тележку устройства подачи, кото- рая направляет бревно в соответствующий ему постав пил блока смежных п - ставов первого пильного агрегата. Брус пропускают через сканирующее устройство и устанавливают на одну из пoдaющIix тележек устройства подачи.Брус центрируют и направляют в соответствующ1ш ширине его пластин постав блока смежных поставов пил второго пильного агрегата. При этом каждый смежный постав образуют из полупостава предыдущего и последующего поставов, бил. S (Л
ответствии с сигналом датчика 2, ко- 25 для получения (п+1) досок толщиной
торый определяет диаметр, а если WM бревно распиливают соседним смежным поставом с меньшим размером Н . Пример расчета блока пил смежных поставов I пильного агрегата поясняется на фиг. 5; 11-го пильного агрегата - на фиг.6.
Расположение пил в 1-м пильном агрегате .при выработке брусьев, например, толщиной : 100, 125 и 150 мм приведено на фиг.5, где S - величина усушки по толщине бруса, - величина уширения зубьев пил на обе стороны пильного агрегата. На первом пильном агрегате при распиловке с брусовкой возможно следующее расположение пил (фиг.5). Первый постав 1 пил предназначен для получения бруса толщиной 100 мм и боковых тонких досок, например, толщиной 19 мм. Второй постав II - для получения бруса толщиной 150 мм и боковых досок. Третий постав III получают за счет использования части пил 1-го посТава и можно получить брус толщиной 125 мм и тонкие боковые доски. Толщину бруса изменяют от 100 до fSO мм, так как толщина бруса h (0,6-0,8)d, на линии можно распиливать бревна диаметром от 14 до 2А см. Уве.лич1гаая количество пил на 0,5 постава, можно .осуществить распиловку по следующему поставу.
т. Так как часть пил используют на распиловку не только по одному поставу, то в пильном агрегате, где распиливают бревна большего диаметра, количество пил для получения боковых досок увеличивают. При распиловке с брусовкой бревен диаметром 14-24 см известными способами для получения аналогичных результатов по объему и посортному выходу их необходимо рассортировать на 22 размерно-качественные группы.
Если на первом пильном агрегате установить постав пил для получения бруса толщиной 100 мм, на второй постав на получение бруса толщиной 200 мм, а по третьему поставу получить брус толщиной 150 мм, можно в одном потоке распиливать бревна диа- метром 14-30 см. Для получения аналогичных результатов по объемному и посортному выходу при существующих способах бревна необходимо рассортировать на 34 размерно-качественные группы.
Таким образом, изобретение позволь ет создать гибкий технологический процесс изготовления пиломатериалов из бревен, направленный, главным образом, на экономию сырьевых и трудовых ресурсов. Этот процесс можно осуществить в действующем лесопильном цехе, если в нем смонтировать обору;31ование автоматического определения качества и размеров бревен и 5русьев. Системы следует монтировать так, чтобы вьтолнять управления полуавтоматически или полностью вручную.
Формула изобретения
Способ изготовления пиломатериалов из бревен, вкгшчающий определе- 1|гие диаметра и качества бревен, ори- нтацию их по поставу, подачу в первый пильный агрегат, выработку двух- ijaHTHoro бруса, оптимального для 1|:аждого диаметра бревен, и распилов- Йу бруса на пиломатериалы, о т л и- ающийся тем, что, с целью 5Н1рощения технологии, снижения трудоемкости производства пиломатериа
Hc/Sp г
j
лов, повышения полезного выхода и улучшения сортового состава, перед ориентацией по поставу осуществляют распределение бревен различных размеров и качества между смежными поставами первого пильного агрегата, затем определяют ширину пластей брусьев, в зависимости от которой
o осуществляют их распределение между смежными поставами второго пильного агрегата, при этом настройку смежных поставов в агрегатах первого и второго рядов осуществляют путем .размещения на одном пильном валу ряда пильных блоков, а каждьй смежный постав образуют из полупостава предыдущего и последукйцего поставов, каждый из которых настраивают для
0 выработки из бревен и бруса определенной размерно-качественной группы.
срие.1
J2
Hi /УЗf 2
1Uфие.2
frtf t J BSpi/e frrz 3
г /У73 3
S
J
ие.Ъ
Hi 3
фиг. 4
Фсг.В
| Хасдан С.М | |||
| Справочник по лесопилению | |||
| М.: Лесная пpo ьшлeннocть | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| LOCAS - а control system for sawmills/smithes I.M | |||
| Мацп K.W | |||
| - Prices Risborough Laboratory (UK) International Paper, 1984, № 3, pp | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
