Изобретение относится к неразрушающему контролю и может быть использовано для диагностики прочности механических конструкций.
Цель изобретения - повышение точности контроля за счет возможности определения местоположения и размеров дефектов
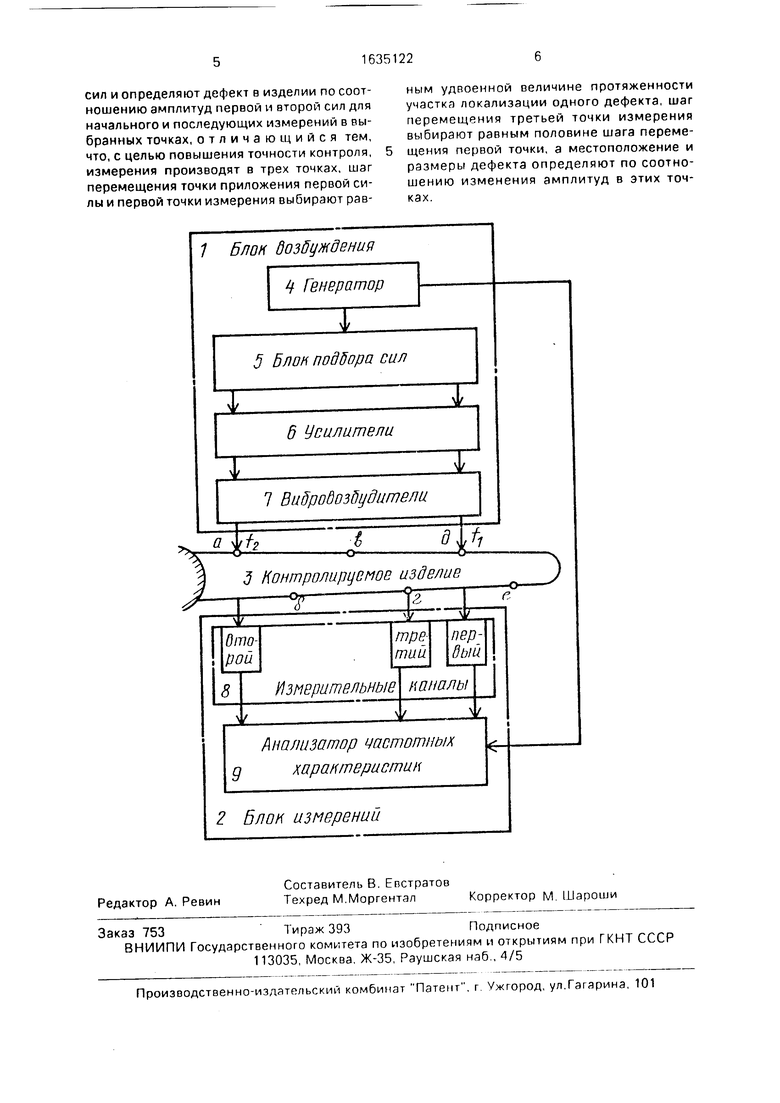
На чертеже изображена схема устройства для осуществления предлагаемого способа.
Устройство содержит блок 1 возбуждения и блок 2 измерений колебаний, которые соединены с контролируемым изделием 3. Блок 1 возбуждения содержит последовательно соединенные генератор 4 гармонического сигнала, блок 5 подбора сил, усилитель 6 и вибровозбудители 7. В состав блока 2 измерений входят измерителные каналы 8, включающие последовательно соединенные виброиэмерительные преобразователи и нормирующие усилители, а также анализатор 9 частотных характеристик
Способ осуществляют следующим образом
В начале каждого контроля к границе контролируемой зоны подключают первый, второй и третий измерительные каналы 8, прикладывают постоянную по амплитуде гармоническую силу f2 и возбуждают вынужденные колебания контролируемого изделия 3 Регулируют коэффициенты передачи в первом и третьем каналах до достижения совпадения показаний трех измерительных каналов 8 об амплитудах колебаний на границе контролируемой зоны. Указанная предварительная регулировка позволяет проводить последующие измерения параметров колебаний с одинаковой погрешностью по всем трем каналам. Далее осуществляют подготовку к контролю, для этого первый вибровозбудитель, формирующий первую изменяющуюся по амплитуде гармоническую силу fi, подключается внутри контролируемой зоны вместе с первым измерительным каналом, например, к сечению, проходящему через точку b второй
СО
с
о со ел
N3 Ю
измерительный капал остается подключенным к границе контролируемой зоны вблизи точки приложения второй силы, а точку подключения третьего измерительного канала располагают на расстоянии, равном заданной минимальной протяженности участка локализации одного дефекта, например к точке б . Возбуждают вынужденные колебания изделия измеряют анализатором частотных характеристик через первый и второй измерительные каналы 8 синфазную и квадратурную составляющие параметров колебаний вблизи точек приложения сил. С помощью генератора ) и блока 5 подбора сил изменяют чэстоту f армонических сигналов и амплитуду одною из этих сигналов. Гармонически-- сигналы с выходов - Г подбора сил успчителем г и чибрсп зг уцп толем 7 преобразуются п сипов1 to воздействия, прикладываемы к контролируемому изделию 3 Указанные регулировки осуществляют до дпс гижения фазопсн о резонам) а вблизи точек приложения вынуждающих сип, при котором в зависимости от вида преобразователей, входящих и состав измерительных каналов 8, отсутствует синфаз- na:i (датчики перемещения или ускорения) или квадратурная (датчик скорости) составляющие сигналов реакций изделия. На частоте фазового резонанса измеряют амплитуды колебаний изделия в точках подключения измерительных каналов. Эти амплитуды колебаний регистрируют и заносят в паспорт изделия вместе с информацией о расположении точек возбуждения и измере ния параметров колебаний изделия
после прекращения приложения к конструкции вынуждающих сигналов изменяют место подключения третьего измерительного канал а,поре ключаяегоизт очки бв точку г, при этом точку подключения третьего измерительного канала располагают на рас стоянии,рапном заданной минимальной протяженности участка локализации одного дефекта. Затем повторяют перечисленные действия до возбуждения колебаний и регистрации амплитуд колебаний на частоте фазового резонанса в точках подключения измерительных каналов 8. После прекращения приложения к конструкции вынуждающих сигналов изменяют точку приложения первой силы и подключения первого измерительного канала. Для этого первый вибровозбудигель вместе с первы измерительным каналом из сечения, проходящего через точку в, перемещается на шаг, вдвое превышающий заданную минимальную протяженность локализации одного дефекта в сечение проходящее через точку д , после чего возбуждают вынужденные колебания, измеряют первый и второй измерительные каналы, синфазную и квадратурную составляющие параметров колебаний вблизи точек приложения сил, изменяют частоту гармонических сил и амплитуду первой силы до возникновения фазового резонанса вблизи точек приложения вынуждающих сил. На частоте фазового резонанса измеряют амплитуды колебаний изделия в
0 точках подключения измерительных каналов. Эти амплитуды колебаний регистрируют и заносят в паспорт изделия вместе с информацией о расположении точек возбуждения и измерения параметров колеба5 ний изделия. В заключение начального контроля в очередной раз изменяют место подключения третьего измерительного канала, подсоединяя ею к сечению, проходящему через точку е Затем повторяют перечислен0 ные действия по возбуждению измерительных колебаний и регистрации амплитуд колебаний в точках подключения каналов 8.
При очередном контроле изделия точки виг приложения первой силы и подключе5 ния первого измерительного канала, а также возможные т,очки б,г и и подключения третьего измерительного канала сохраняют Повторяют перечисленные действия и заносят в паспорт контролируемого изде0 лия значения амплитуд колебаний изделия при перечиспенных расположениях точек приложения первой вынуждающей силы и подключения первого и третьего измерительных каналов Значения амплитуд
5 колебаний, зарегистрированные при очередном и начальном контролях при одинаковых положениях точек возбуждения и приема колебаний, сопоставляют между собой. Местоположения и размеры дефектов
0 определяют по совокупности изменений этихамппитуд измеряемых тремя измерительными каналами
Формула изобретения Способ виброакустического контроля
гз изделий, заключающийся в том, что на контролируемое изделие воздействуют первой изменяющейся по амплитуде гармонической силой внутри контролируемой зоны и второй постоянной по амплитуде силой на
0 границе контролируемой зоны, возбуждают вынужденные колебания изделия, измеряют синфазную и квадратурную составляющие параметров колебаний вблизи точек приложения сил, изменяют частоту и ампли5 туду гармонических колебаний первой силы до возникновения фазового резонанса, последовательно изменяют место приложения первой силы внутри контролируемой зоны регистрируют параметры колебаний при различных положениях вынуждающих
сил и определяют дефект в изделии по соотношению амплитуд первой и второй сил для начального и последующих измерений в выбранных точках, отличающийся тем, что, с целью повышения точности контроля, измерения производят в трех точках, шаг перемещения точки приложения первой силы и первой точки измерения выбирают равным удвоенной величине протяженности участка локализации одного дефекта, шаг перемещения третьей точки измерения выбирают равным половине шага перемещения первой точки, а местоположение и размеры дефекта определяют по соотношению изменения амплитуд в этих точках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ виброакустического контроля изделий | 1985 |
|
SU1293639A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОБСТВЕННЫХ ЧАСТОТ И ОБОБЩЕННЫХ МАСС КОЛЕБЛЮЩИХСЯ КОНСТРУКЦИЙ | 2012 |
|
RU2489696C1 |
| Способ вибрационного контроля зазоров в конструкциях изделий | 2023 |
|
RU2830992C1 |
| Способ вибрационного контроля изделий | 1989 |
|
SU1645889A1 |
| Способ виброакустического контроля изделий | 1985 |
|
SU1250940A2 |
| Способ виброакустического контроля конструкций | 1988 |
|
SU1534390A1 |
| Способ виброакустического контроля тонкостенных изделий | 1988 |
|
SU1557517A1 |
| Способ вибрационного контроля изделий | 1986 |
|
SU1364975A1 |
| Способ виброакустического контроля изделий | 1988 |
|
SU1597717A1 |
| Способ виброакустического контроля изделий | 1984 |
|
SU1244584A1 |
Изобретение относится к неразрушающему контролю и может быть использовано для диагностики прочности механических конструкций. Цель изобретения - повышение точности контроля за счет возможности определения местоположения и размеров дефектов. При контроле измерения производят одновременно в трех точках, шаг перемещения точки приложения первой силы и первой точки измерения составляет удвоенную величину протяженности участка локализации одного дефекта, а шаг перемещения третьей точки измерения равен половине шага перемещения первой точки. 1 ил
| Способ виброакустического контроля изделий | 1985 |
|
SU1293639A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
