Изобретение относится к неразрушающему контролю и может быть использовано для обнаружения дефектов в однородных по длине изделиях балочного типа, например в силовых элементах несущих поверхностей летательных аппаратов.
Целью изобретения является снижение трудоемкости и стоимости контроля,
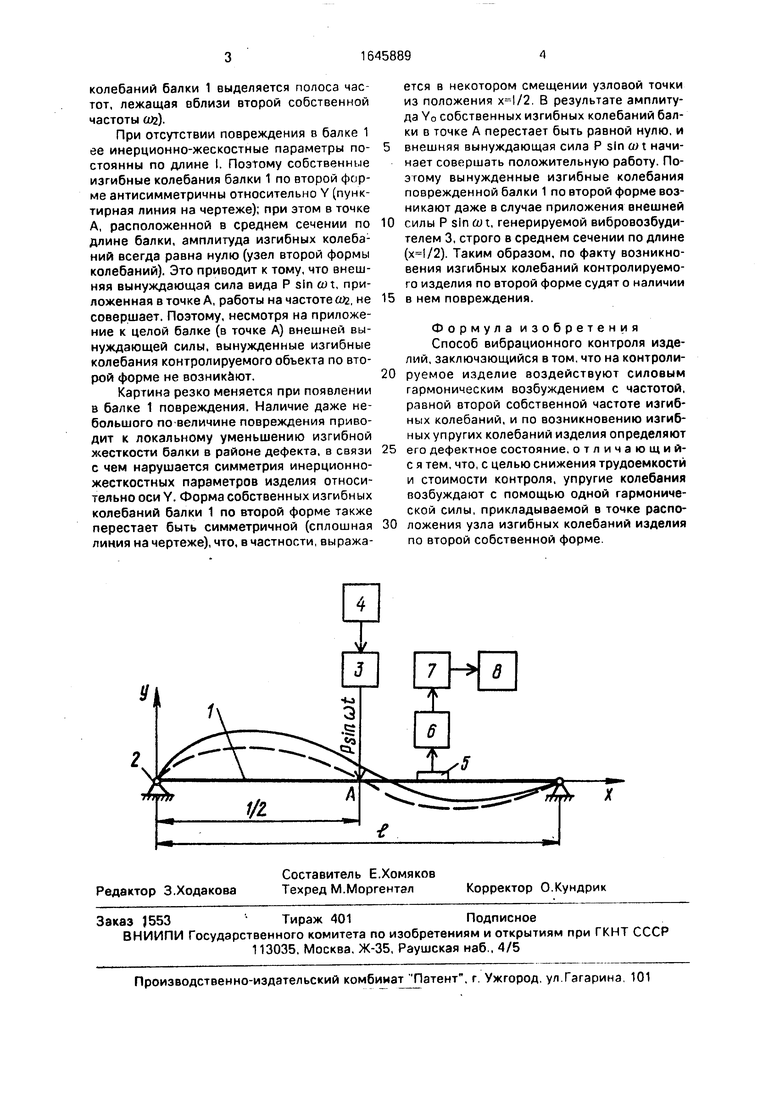
На чертеже изображена структурная схема устройства для реализации способа вибрационного контроля- изделий (пример реализации способа).
Контролируемое изделие в виде балки 1 закреплено обеих сторон с помощью шарниров 2. В среднем сечении по длине балки 1 (симметрично относительно шарнирных опор 2) установлен вибровозбудитель 3 (например, электромагнитный или пьезоэлектрический), генерирующий гармоническую вынуждающую силу вида Р sin cut Для управления работой вибровозбудителя 3 предназначен генератор 4 синусоидальнрго
напряжения, а для регистрации параметров изгибных колебаний балки 1 - амплитудный преобразователь 5, усилитель 6, полосовой фильтр 7 и измерительный прибор 8 (например, вольтметр или осциллограф).
Способ вибрационного контроля изделий осуществляется следующим образом.
К точке контролируемого изделия 1, расположенной в среднем по длине сечения, с помощью вибровозбудителя 3 прикладывается внешняя гармоническая вынуждающая сила вида Р sin со т.. Путем плавного изменения настройки генератора 4 синусоидального напряжения частота о вынуждающей силы устанавливается равной второй собственной частоте иц, изгибных колебаний балки 1. Возникшие изгибные колебания балки 1 на частоте oti регистрируются с помощью измерительного прибора 8, сигнал на который подается от амплитудного преобразователя 5 через усилитель 6 и фильтр 7 (с помощью фильтра 7 из спектра изгибных
fe
О 4 СП 00 00 Ю
колебаний балки 1 выделяется полоса частот, лежащая вблизи второй собственной частоты ад).
При отсутствии повреждения в балке 1 ее инерционно-жескостные параметры по- стоянны по длине I. Поэтому собственные изгибные колебания балки 1 по второй форме антисимметричны относительно Y (пунктирная линия на чертеже); при этом в точке А, расположенной в среднем сечении по длине балки, амплитуда изгибных колебаний всегда равна нулю (узел второй формы колебаний). Это приводит к тому, что внешняя вынуждающая сила вида Р sin ал, приложенная в точке А, работы на частоте од, не совершает. Поэтому, несмотря на приложение к целой балке (в точке А) внешней вынуждающей силы, вынужденные изгибные колебания контролируемого объекта по второй форме не возникают.
Картина резко меняется при появлении в балке 1 повреждения. Наличие даже небольшого по величине повреждения приводит к локальному уменьшению изгибной жесткости балки в районе дефекта, в связи с чем нарушается симметрия инерционно- жесткостных параметров изделия относительно оси Y. Форма собственных изгибных колебаний балки 1 по второй форме также перестает быть симметричной (сплошная линия на чертеже), что, в частности, выражается в некотором смещении узловой точки из положения В результате амплитуда YO собственных изгибных колебаний балки в точке А перестает быть равной нулю, и внешняя вынуждающая сила Р sin ш t начинает совершать положительную работу. Поэтому вынужденные изгибные колебания поврежденной балки 1 по второй форме возникают даже в случае приложения внешней силы Р sin (Di, генерируемой вибровозбудителем 3, строго в среднем сечении по длине (). Таким образом, по факту возникновения изгибных колебаний контролируемого изделия по второй форме судят о наличии в нем повреждения.
Формула изобретения Способ вибрационного контроля изделий, заключающийся в том. что на контролируемое изделие воздействуют силовым гармоническим возбуждением с частотой, равной второй собственной частоте изгибных колебаний, и по возникновению изгибных упругих колебаний изделия определяют его дефектное состояние, отличающий- с я тем, что, с целью снижения трудоемкости и стоимости контроля, упругие колебания возбуждают с помощью одной гармонической силы, прикладываемой в точке расположения узла изгибных колебаний изделия по второй собственной форме
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вибрационного контроля изделий | 1986 |
|
SU1364975A1 |
| Способ виброакустического контроля изделий | 1988 |
|
SU1569698A1 |
| Способ вибрационного контроля дефектов роторов | 1986 |
|
SU1341510A1 |
| Способ виброакустического контроля изделий | 1984 |
|
SU1250938A1 |
| Способ виброакустического контроля изделий | 1988 |
|
SU1597717A1 |
| Способ настройки на резонансные колебания вибромашины с кусочно-линейной характеристикой упругих связей | 1985 |
|
SU1351696A1 |
| Способ вибрационного контроля роторов | 1985 |
|
SU1262364A1 |
| СПОСОБ ИСПЫТАНИЯ КОНСТРУКЦИИ НА ВЫНОСЛИВОСТЬ | 2005 |
|
RU2306541C2 |
| Способ виброакустического контроля изделий | 1985 |
|
SU1250940A2 |
| Способ управления формированием структуры и параметров вибрационного поля технологической машины | 2018 |
|
RU2691646C1 |
Изобретение относится к неразрушающему контролю и может быть использовано для обнаружения дефектов в силовых элементах несущих поверхностей летательных аппаратов. Цель изобретения - снижение трудоемкости и стоимости вибрационного контроля. Для реализации способа на контролируемое изделие воздействуют силовым гармоническим возбуждением с частотой, равной второй собственной частоте изгиб- ных колебаний. Упругие колебания изделия возбуждают с помощью одной гармонической силы, прикладываемой в среднем сечении по длине изделия. Дефектность определяют по факту возникновения изгиб- ных упругих колебаний изделия. 1 ил.
| Способ вибрационного контроля изделий | 1986 |
|
SU1364975A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
