///// /,
/ //////As v /
т
8
т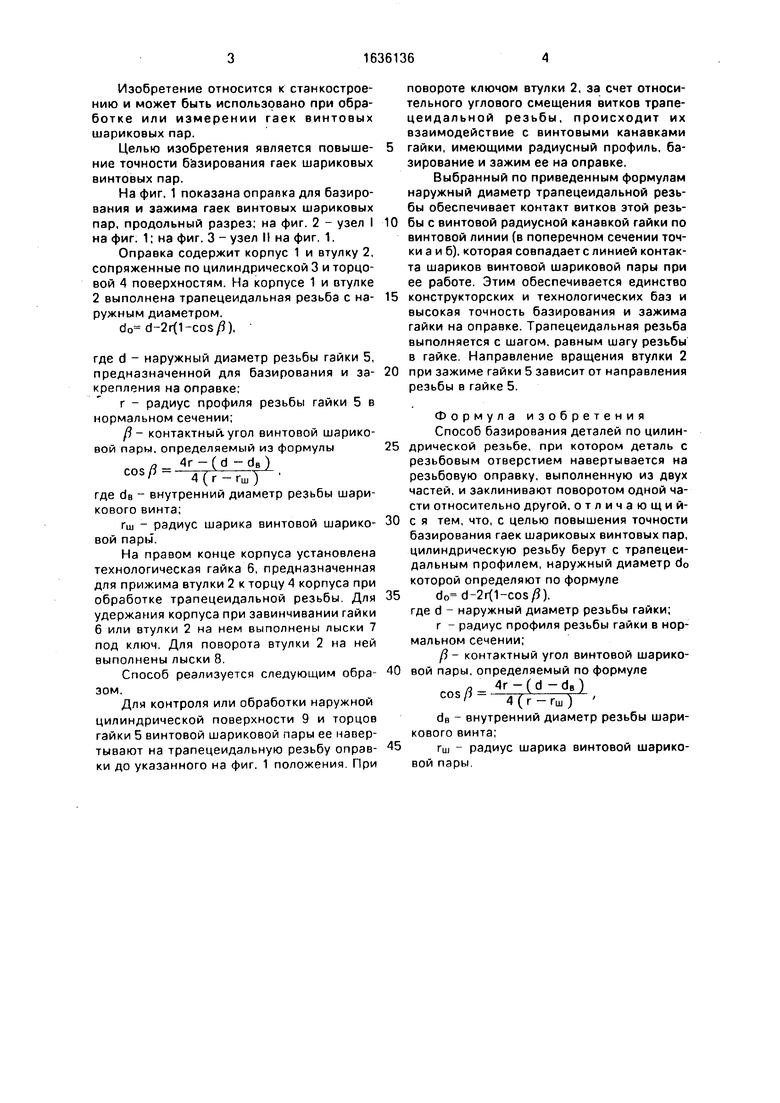
| название | год | авторы | номер документа |
|---|---|---|---|
| Шариковинтовая передача | 1989 |
|
SU1795204A1 |
| Шариковая винтовая передача | 1988 |
|
SU1756693A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА КОНЦАХ ТРУБ | 2005 |
|
RU2297306C1 |
| Устройство для контроля диаметра резьбы гаек шариковых винтовых пар | 1987 |
|
SU1413401A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
| Шариковая винтовая передача | 1990 |
|
SU1795206A1 |
| ЭКСЦЕНТРИЧНАЯ ВИНТОВАЯ ПЕРЕДАЧА | 2009 |
|
RU2390674C1 |
| Накладной кондуктор | 1986 |
|
SU1355372A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Патрон для закрепления конических шестерен | 1973 |
|
SU506470A1 |
Изобретение относится к станкостроению и может быть использовано при обработке или измерении гаек винтовых шариковых пар. Целью изобретения является повышение точности базирования гаек винтовых шариковых пар. Оправка имеет корпус 1 и втулку 2, сопряженные по цилиндрической 3 и торцовой 4 поверхностям На корпусе и оправке выполнена трапецеидальная резьба с наружным диаметром 
$иг1
Изобретение относится к станкостроению и может быть использовано при обработке или измерении гаек винтовых шариковых пар.
Целью изобретения является повышение точности базирования гаек шариковых винтовых пар.
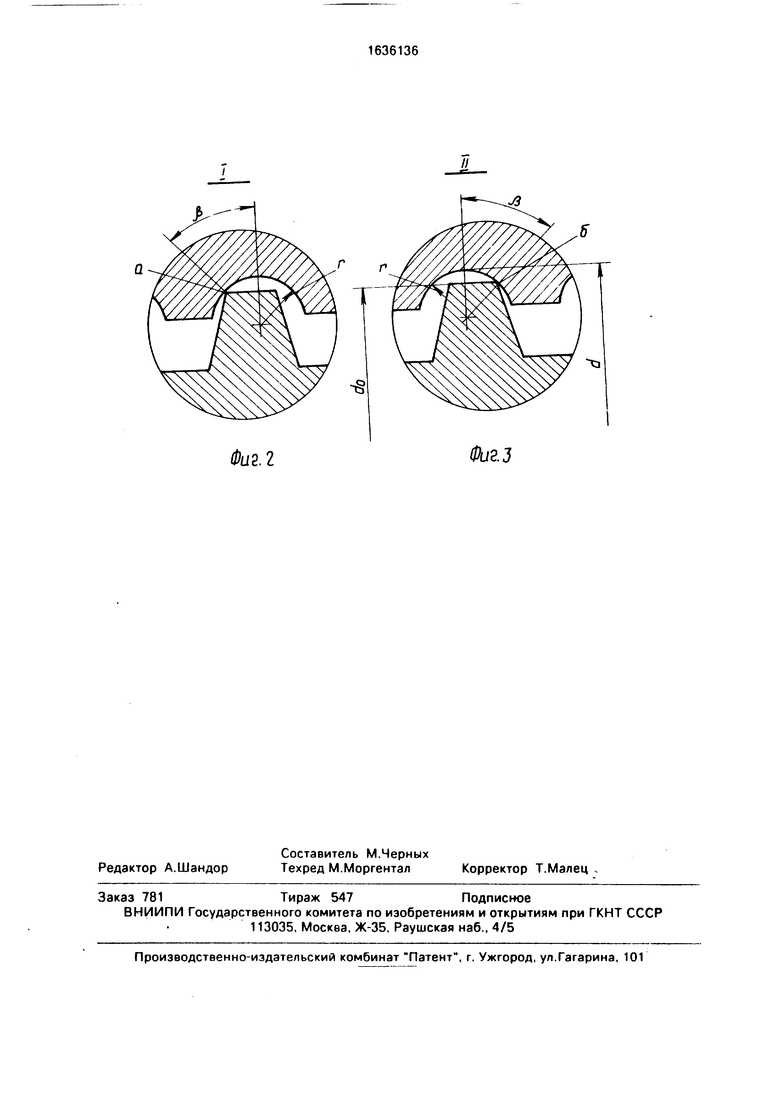
На фиг. 1 показана опрапка для базирования и зажима гаек винтовых шариковых пар, продольный разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - узел II на фиг. 1.
Оправка содержит корпус 1 и втулку 2, сопряженные по цилиндрической 3 и торцовой 4 поверхностям. На корпусе 1 и втулке 2 выполнена трапецеидальная резьба с наружным диаметром.
(1-cos/J),
где d - наружный диаметр резьбы гайки 5, предназначенной для базирования и закрепления на оправке;
г - радиус профиля резьбы гайки 5 в нормальном сечении;
/ - контактный, угол винтовой шариковой пары, определяемый из формулы а 4г -(d -de)
COS 4(г-гш) где de - внутренний диаметр резьбы шарикового винта;
Гш - радиус шарика винтовой шариковой пары.
На правом конце корпуса установлена технологическая гайка 6, предназначенная для прижима втулки 2 к торцу 4 корпуса при обработке трапецеидальной резьбы. Для удержания корпуса при завинчивании гайки 6 или втулки 2 на нем выполнены лыски 7 под ключ. Для поворота втулки 2 на ней выполнены лыски 8.
Способ реализуется следующим образом.
Для контроля или обработки наружной цилиндрической поверхности 9 и торцов гайки 5 винтовой шариковой пары ее навертывают на трапецеидальную резьбу оправки до указанного на фиг. 1 положения. При
повороте ключом втулки 2, за счет относительного углового смещения витков трапецеидальной резьбы, происходит их взаимодействие с винтовыми канавками
гайки, имеющими радиусный профиль, базирование и зажим ее на оправке.
Выбранный по приведенным формулам наружный диаметр трапецеидальной резьбы обеспечивает контакт витков этой резьбы с винтовой радиусной канавкой гайки по винтовой линии (в поперечном сечении точки а и б), которая совпадает с линией контакта шариков винтовой шариковой пары при ее работе. Этим обеспечивается единство
конструкторских и технологических баз и высокая точность базирования и зажима гайки на оправке. Трапецеидальная резьба выполняется с шагом, равным шагу резьбы в гайке. Направление вращения втулки 2
при зажиме гайки 5 зависит от направления резьбы в гайке 5.
Формула изобретения Способ базирования деталей по цилин- дрической резьбе, при котором деталь с резьбовым отверстием навертывается на резьбовую оправку, выполненную из двух частей, и заклинивают поворотом одной части относительно другой, отличающий- с я тем, что, с целью повышения точности базирования гаек шариковых винтовых пар, цилиндрическую резьбу берут с трапецеидальным профилем, наружный диаметр do которой определяют по формуле (1-cos/J),
где d - наружный диаметр резьбы гайки;
г - радиус профиля резьбы гайки в нормальном сечении;
/ - контактный угол винтовой шарико- вой пары, определяемый по формуле
а 4r-(d-dB) 4() ,
dB - внутренний диаметр резьбы шарикового винта;
гш - радиус шарика винтовой шариковой пары.
I
Фаг.1
Фигз
| Ансеров М.А | |||
| Зажимные приспособления для токарных и круглошлифовальных работ | |||
| - М: Машиностроение, 1948, с 157, рис | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
