Изобретение относится к области электротермии,, а именно к устройствам для индукционного нагрева металлов, и может быть использовано в безогневой технологии ремонта действующего нефтегазодобывающего оборудования, магистрального газонефтепровода и других металлических изделий и сооружений, предназначенных для хранения и транспорта пожаровзрывоопас- ной среды, преимущественно углеводородной .
Цепь изобретения - повышение КПД и эффективности нагрева криволинейных поверхностей деталей.
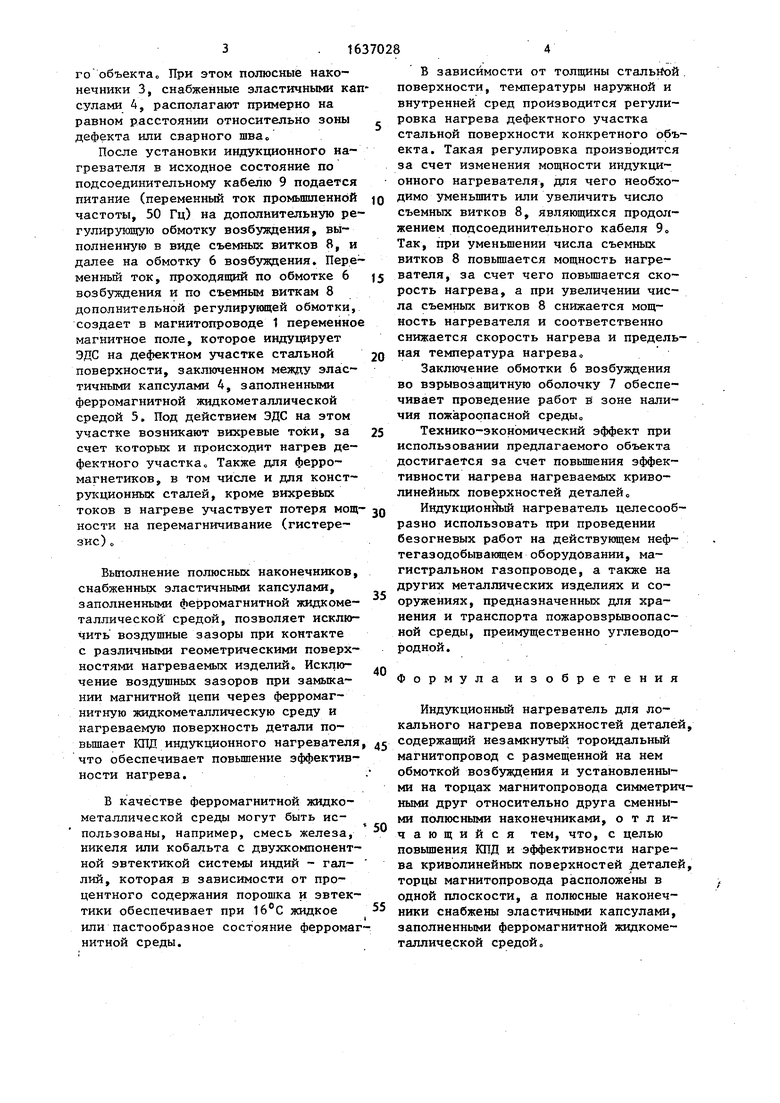
На чертеже изображен индукционный нагреватель, установленный на криволинейной поверхности, общий вид.
Индукционный нагреватель содержит незамкнутый тороидальный магнитопровод 1 с двумя симметрично расположенными в одной плоскости торцами 2, на которых установлены полюсные наконечники 3, снабженные эластичными капсулами 4, заполненными ферромагнитной жидкометаллической средой 5, а обмотка 6 возбуждения заключена во взрыво- защищенную оболочку 7, на поверхности которой расположена дополнительная регулирующая обмотка возбуждения, выполненная в виде съемных витков 8, являющихся продолжением подсоединитель- ного кабеля 9.
Индукционный нагреватель работает следующим образом.
Устройство устанавливается на ремонтируемый дефектный участок с различной (разнообразной) конфигурацией, шероховатостью и ориентацией прогреваемой стальной поверхности конкретновь
СО
VI
о 1C
оо
го объектао При этом полюсные наконечники 3, снабженные эластичными капсулами 4, располагают примерно на равном расстоянии относительно зоны дефекта или сварного шва.
После установки индукционного нагревателя в исходное состояние по подсоединительному кабелю 9 подается питание (переменный ток промышленной частоты, 50 Гц) на дополнительную регулирующую обмотку возбуждения, выполненную в виде съемных витков 8, и далее на обмотку 6 возбуждения. Переменный ток, проходящий по обмотке 6 возбуждения и по съемным виткам 8 дополнительной регулирующей обмотки, создает в магнитопроводе 1 переменное магнитное поле, которое индуцирует ЭДС на дефектном участке стальной поверхности, заключенном между эластичными капсулами А, заполненными ферромагнитной жидкометаллической средой 5. Под действием ЭДС на этом участке возникают вихревые токи, за счет которых и происходит нагрев дефектного участка Также для ферромагнетиков, в том числе и для конструкционных сталей, кроме вихревых токов в нагреве участвует потеря мощ- ности на перемагничивание (гистерезис) „
Выполнение полюсных наконечников, снабженных эластичными капсулами, заполненными ферромагнитной жидкометаллической средой, позволяет исключить воздушные зазоры при контакте с различными геометрическими поверхностями нагреваемых изделий. Исклю- чение воздушных зазоров при замыкании магнитной цепи через ферромагнитную жидкометаллическую среду и нагреваемую поверхность детали повышает КПД индукционного нагревателя что обеспечивает повышение эффективности нагрева.
В качестве ферромагнитной жидко- металлической среды могут быть использованы, например, смесь железа, никеля или кобальта с двухкомпонент- ной эвтектикой системы индий - ran- лий, которая в зависимости от процентного содержания порошка и эвтектики обеспечивает при 16°С жидкое или пастообразное состояние ферромагнитной среды.
0 Q
5
0
5
В зависимости от толщины стальной поверхности, температуры наружной и внутренней сред производится регулировка нагрева дефектного участка стальной поверхности конкретного объекта. Такая регулировка производится за счет изменения мощности индукционного нагревателя, для чего необходимо уменьшить или увеличить число съемных витков 8, являющихся продолжением подсоединительного кабеля 9„ Так, при уменьшении числа съемных витков 8 повышается мощность нагревателя, за счет чего повышается скорость нагрева, а при увеличении числа съемных витков 8 снижается мощность нагревателя и соответственно снижается скорость нагрева и предельная температура нагрева.
Заключение обмотки 6 возбуждения во взрывозащитную оболочку 7 обеспечивает проведение работ в зоне наличия пожароопасной среды,,
Технико-экономический эффект при использовании предлагаемого объекта достигается за счет повышения эффективности нагрева нагреваемых криволинейных поверхностей деталей
Индукционный нагреватель целесообразно использовать при проведении безогневых работ на действующем нефтегазодобывающем оборудовании, магистральном газопроводе, а также на других металлических изделиях и сооружениях, предназначенных для хранения и транспорта пожаровзрывоопас- ной среды, преимущественно углеводородной.
Формула изобретения
Индукционный нагреватель для локального нагрева поверхностей деталей, содержащий незамкнутый тороидальный магнитопровод с размещенной на нем обмоткой возбуждения и установленными на торцах магнитопровода симметричными друг относительно друга сменными полюсными наконечниками, отличающийся тем, что, с целью повышения КПД и эффективности нагрева криволинейных поверхностей деталей, торцы магнитопровода расположены в одной плоскости, а полюсные наконечники снабжены эластичными капсулами, заполненными ферромагнитной жидкометаллической средой.
Коррозионная язда аянный шов
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЗРЫВОЗАЩИЩЕННОЕ ВЫСОКОЧАСТОТНОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО, ПРИМЕНЯЕМОЕ В БЕЗОГНЕВОЙ РЕМОНТНОЙ ТЕХНОЛОГИИ | 1997 |
|
RU2145468C1 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| Индукционный скважинный нагреватель | 2019 |
|
RU2721549C1 |
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1982 |
|
SU1035837A1 |
| Индукционный нагреватель электропроводной текучей среды | 1982 |
|
SU1089768A1 |
| ТЕПЛОГЕНЕРАТОР | 2024 |
|
RU2823515C1 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО для НАГРЕВА ДЕТАЛЕЙПРИ СБОРКЕ | 1967 |
|
SU200045A1 |
| ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ТЕКУЧИХ СРЕД | 2017 |
|
RU2667515C1 |
| Индукционный нагреватель | 1972 |
|
SU488371A1 |
| СКВАЖИННЫЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ | 2001 |
|
RU2200228C2 |
Изобретение относится к электротехнике. Целью изобретения является повышение эффективности нагрева криволинейных поверхностей деталей. В индукционном нагревателе с обмоткой переменного тока, размещенной на тороидальном магнитопроводе, в зазоре которого между полюсными наконечниками размещают нагреваемую поверхность детали, наконечники снабжены эластичными капсулами, заполненными ферромагнитной жидкометаллической средой, например смесью железа, никеля или кобальта с двухкомпонентной эвтектикой системы индий - галлий. Такое их выполнение позволяет исключить воз- душные зазоры при контакте с различными геометрическими поверхностями детали, что повышает КПД и эффективность нагрева деталей. 1 ил. с SS (Л
| Устройство для индукционного нагрева кольцевых деталей | 1980 |
|
SU924920A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО для НАГРЕВА ДЕТАЛЕЙПРИ СБОРКЕ | 0 |
|
SU200045A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
