Изобретение относится к области электротермии для локального индукционного нагрева поверхности металлов и может быть использовано в безогневой ремонтной технологии по герметизации сквозных дефектов с применением низкотемпературных припоев (интервал температур 90-160oC) на действующем оборудовании без освобождения последнего от пожаровзрывоопасных нефтепродуктов (газ, бензин, диз. топливо и т.д.). Технология основана на применении низкотемпературной пайки с использованием индукционного нагрева.
Широко известные индукционные нагреватели (а.с. СССР N 503924, 669498, патент США N 3800115 и др.), предназначенные для закалки, локальной термообработки, нагрева деталей при сборке и др. технологических операций, представляют собой стационарные устройства, имеющие большие габариты, вес и большую мощность.
Такие устройства по техническим причинам, а также требованиям по технике безопасности невозможно применять в безогневой ремонтной технологии, основанной на низкотемпературной пайке для устранения сквозных дефектов на оборудовании, содержащем нефтепродукты, а тем более в полевых условиях.
Наиболее близким аналогом по технической сущности к заявляемому устройству является индукционное нагревательное устройство для применения его в безогневой ремонтной технологии (а.с. СССР 1637028, БИ N 11. 1991 г.)
Индукционный нагреватель содержит корпус, низкотемпературный торроидальный магнитопровод, изготовленный из изолированных пластин трансформаторного железа, с размещенной на нем обмоткой возбуждения и установленными на торцах магнитопровода, симметричными друг относительно друга, сменными полюсными наконечниками. Торцы магнитопровода расположены в одной плоскости, а полюсные наконечники снабжены эластичными капсулами, заполненными ферромагнитной жидкометаллической средой. Индукционный нагреватель рассчитан на напряжение 220 В, промышленную частоту (50 Гц) и имеет металлический защищенный каркас.
Недостатками известного индукционного нагревателя являются:
- невозможность нагрева поверхности металла из конструкционных материалов со слабо выраженными магнитными свойствами до температуры пайки (напр., нержавеющие стали);
- невозможность нагрева поверхности металла до температуры пайки в угловых зонах, т.к. рабочие нагревательные элементы индуктора расположены в одной плоскости, а известно, что во многих случаях сквозные дефекты в виде трещин, свищей, непроваров находятся в местах сварки фланцевых соединений на трубопроводах, уторах - на резервуарах, т.е. как раз в угловых зонах;
- невозможность нагрева поверхности металла до температуры пайки в околошовных зонах, а соответственно и проведения ремонтных работ одновременно в двух плоскостях (горизонтальной и вертикальной);
- большая потребляемая и нерегулируемая мощность (до 7 - 8 кВт);
- большой вес индуктора (более 16 кг);
- большие затруднения в использовании индуктора в полевых условиях;
- при включенном индукторе практически отсутствует обзор паяемого участка, поэтому галтель паянного шва с помощью шпателя может наноситься только после выключения индуктора и освобождения от него места пайки. В этом случае время нанесения и формирования припоя ограничено скоростью его охлаждения;
- при пайке потолочных швов неизбежно попадание жидкой фазы низкотемпературного припоя и флюса на корпус индуктора, что является недопустимым;
- изготовление и применение эластичных капсул, заполненных ферромагнитной, электропроводной, жидкометаллической средой для контакта торцов магнитопровода с шероховатой поверхностью, нагреваемого до температуры пайки металла, встречает большие трудности.
Выбранное в качестве ближайшего аналога техническое решение по указанным выше причинам малоэффективно.
Поставленная задача создания высокоэффективного нагревательного устройства достигается тем, что высокочастотное нагревательное устройство, содержащее диэлектрический защитный корпус с размещенным внутри него магнитопроводом, выполнено в виде резонансного колебательного контура, подключенного к высокочастотному источнику питания, а магнитопровод изготовлен П-образным и имеет для одновременного нагрева угловых металлических поверхностей горизонтальные и вертикальные взаимно перпендикулярные нагревательные плоскости, на которых имеются сменные полюсные наконечники, выполненные в виде эластичных термостойких ампул, наполненных диэлектрическим магнитным порошком (напр., ферритовый порошок).
Изобретение поясняется чертежом, где показаны общий вид и схема включения нагревательного устройства с известным высокочастотным преобразователем источника питания. Высокочастотное нагревательное устройство 1 представляет собой резонансный колебательный контур, который состоит из диэлектрического защитного корпуса 2, в котором размещен П-образный магнитопровод 3. Резонансный контур, включающий также катушку индуктивности 4 и накопительный конденсатор 5, подключен к высокочастотному преобразующему источнику питания 6 при помощи соединительного кабеля 7. П-образный магнитопровод 3 содержит взаимно перпендикулярные (горизонтальные и вертикальные) нагревательные плоскости 8, 9 и сменные полюсные наконечники 10, 11, которые изготовлены из эластичных термостойких капсул, наполненных диэлектрическим магнитным порошком и применяемых для пайки криволинейных поверхностей металла (трубопроводы с малым диаметром), а также грубо шероховатых поверхностей. Свободные плоскости герметизируются путем заливки компаундом. Для работы и переноса устройства используется ручка 12.
Заявляемое высокочастотное устройство для локального индукционного нагрева поверхности металла перед пайкой сквозных дефектов работает следующим образом.
Нагревающее устройство 1 устанавливается на подготовленный (зачистка, обезжиривание и т. д. ) для ремонта дефектный участок A и B таким образом, чтобы дефектное место (13, 14, 15) находилось между нагревательными плоскостями 8, 9. После установки нагревающего устройства 1 на поверхность прогреваемого объекта по соединительному кабелю 7 подается питание повышенной частоты (от 200-15000 Гц) на обмотку катушки индуктивности 4 колебательного контура от автоматического высокочастотного преобразующего источника питания 6. Под действием переменного тока, проходящего через высокочастотный резонансный колебательный контур, состоящий из катушки индуктивности 4 и накопительного конденсатора 5, создается высокочастотное магнитное поле, которое индуцирует высокочастотную ЭДС на ремонтируемом дефектном участке, заключенном между нагревательными плоскостями 8, 9. Под действием ЭДС возникают высокочастотные вихревые токи, за счет которых происходит нагрев дефектного участка. Таким образом, принцип работы нагревательного устройства основан на создании высокочастотного переменного магнитного потока в сплошности металла, заключенного между нагревательными плоскостями П-образного магнитопровода. Скорость поверхностного нагрева участка металла зависит от частоты тока питающего напряжения, глубины прогрева металла, охлаждающих свойств среды как с внутренней, так и с внешней стороны (погодные условия). После непродолжительного времени начала прогрева ремонтируемого участка в зону пайки наносится низкотемпературный припой с известной температурой начала (Sol) и конца плавления (Liс), т.е. перехода пастообразного припоя в жидкую фазу. Таким образом, припой выполняет одновременно и функцию термодатчика (термокарандаша), определяя температуру нагреваемой поверхности. Затем, выждав некоторое время после начала плавления припоя и зная при этом допустимую температуру нагреваемой поверхности, установленной пожаровзрывобезопасными нормами проведения работ на нефтегазопромышленных объектах, проводят лужение и пайку сквозного дефекта, после чего отключают нагревательное устройство от источника питания.
Малый вес (1,2-1,4 кг), небольшие габариты, возможность использования автономных источников питания, способность прогреть металл со слабовыраженными магнитными свойствами, малая потребляемая мощность, возможность прогрева угловых околошовных зон, удобства в силу конструктивных особенностей в работе, возможность работать благодаря капсулам на нагревательных плоскостях как на прямолинейных, так и на криволинейных нагреваемых поверхностях металла (трубы малых диаметров) расширили технологические возможности заявляемого высокочастотного нагревательного устройства.
Таким образом, выполнение нагревательного высокочастотного устройства согласно ограничительной и отличительной частям патентных притязаний по сравнению с ближайшим аналогом позволяет значительно расширить технологические возможности и повысить его эффективность (КПД), что позволяет получить ранее неизвестный технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| Индукционный нагреватель для локального нагрева поверхностей деталей | 1988 |
|
SU1637028A1 |
| Припой для пайки нефтегазопромыслового оборудования | 1988 |
|
SU1606294A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ МОЩНОГО ВЫСОКОЧАСТОТНОГО ПЕРЕМЕННОГО МАГНИТНОГО ПОЛЯ | 2008 |
|
RU2375722C1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ СОЕДИНИТЕЛЬНОЙ МУФТЫ ВОЛНОВОДА | 2003 |
|
RU2297308C2 |
| Индуктор для высокочастотной сварки | 1975 |
|
SU837674A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОГО МАГНЕТРОННОГО РАСПЫЛЕНИЯ | 2006 |
|
RU2311492C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ НАПРЯЖЕНИЙ В ПИЛЬНОМ ДИСКЕ КРУГЛОЙ ПИЛЫ | 2010 |
|
RU2434952C1 |
| Устройство для индукционной пайки | 2024 |
|
RU2832127C1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
Изобретение относится к области электротермии для локального индукционного нагрева поверхности металла и может быть использовано в безогневой ремонтной технологии по герметизации сквозных дефектов на действующих магистральных нефтегазопроводах, резервуарах для хранения нефтепродуктов, без освобождения последних от углеводородных пожаровзрывоопасных сред. Высокочастотное нагревательное устройство представляет собой резонансный колебательный контур, состоящий из катушки индуктивности и накопительного конденсатора. Устройство содержит П-образный магнитопровод с имеющимися на нем взаимно перпендикулярными нагревательными плоскостями, на концах которых, в случае нагрева криволинейных поверхностей металла, могут устанавливаться съемные полюсные наконечники, выполненные в виде эластичных термостойких ампул, наполненных диэлектрическим магнитным порошком. На П-образном магнитопроводе расположена катушка индуктивности, обмотка которой выполнена секционной, многослойной бифилярной намоткой. Устройство подключено к автоматическому высокочастотному преобразующему источнику питания при помощи соединительного кабеля. Изобретение расширяет технологические возможности устройства, что позволяет получить ранее неизвестные технические результаты. 1 ил.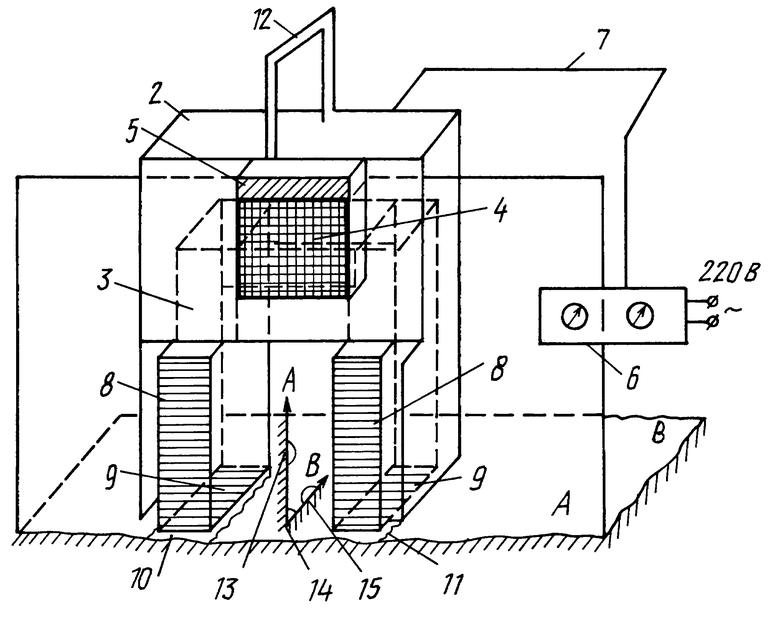
Высокочастотное нагревательное устройство, применяемое в безогневой ремонтной технологии, содержащее диэлектрический защитный корпус с размещенным внутри него магнитопроводом, на нагревательных плоскостях которого установлены эластичные полюсные наконечники, отличающееся тем, что устройство выполнено в виде резонансного колебательного контура, включающего катушку индуктивности, и накопительного конденсатора, подключенного к автоматическому высокочастотному преобразующему источнику питания, магнитопровод изготовлен П-образным и имеет для одновременного нагрева угловых зон вертикальных и горизонтальных плоскостей металла взаимно перпендикулярные нагревательные плоскости, на которых установлены сменные полюсные наконечники, выполненные в виде термостойких ампул, наполненных диэлектрическим магнитным порошком.
| Индукционный нагреватель для локального нагрева поверхностей деталей | 1988 |
|
SU1637028A1 |
| Устройство для нагрева деталей кольцевой формы | 1986 |
|
SU1501310A1 |
| US 3794802 A, 26.02.74. | |||
