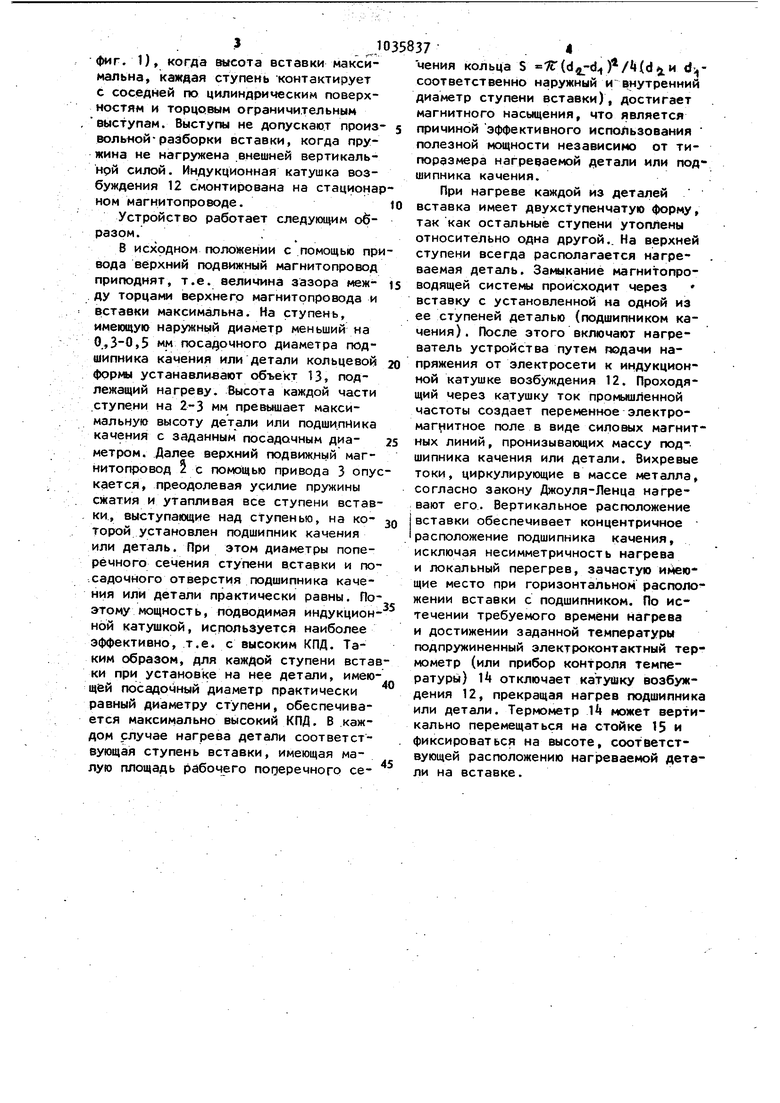
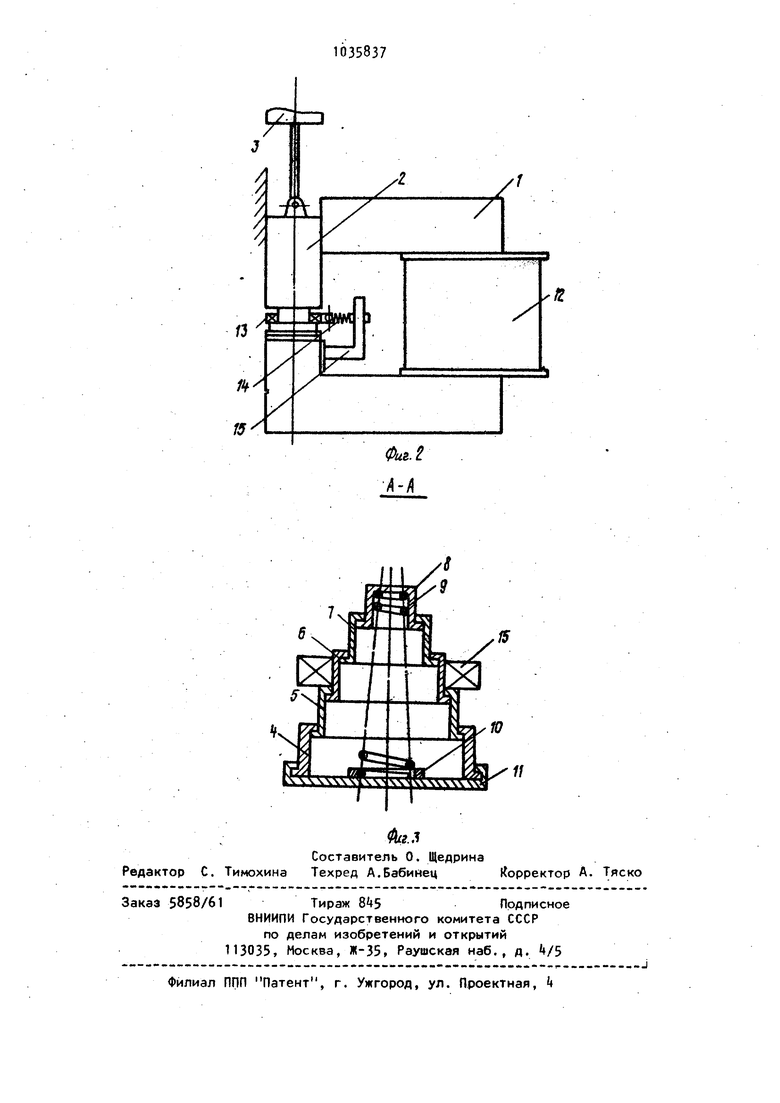
Изобретение относится к механосборомному производству различных отраслей машиностроения, приборостро ния, судостроения и судоремонта и мо жет быть применено для нагрева метал лимеских деталей, преимущественно кольцевой формы, например подшипнико качения, при их сборке с валами по неподвижным посадкам. Известно устройство индукционного нагрева металлических деталей, преимущественно кольцевой формы, содержащее разъемный магнитопровод, на Котором намотана индукционная катушка и в месте разъема yctaнoблeнa вставка Для размещения деталей, выполненная, например, в виде многогранника переменного поперечного сечения из ферромагнитного материала Li Однако ввиду, наличия ребер у многогранника в местах их контакта с внутренним кольцом подшипника происходит перегрев последнихс образованием участков, имеющих явно выраженную окраску цвета побежалости. В эти местах твердость подшипниковой стали снижается, что не допускается технимески 1И. условиями на подшипники качения, согласно которым их Твердость должна быть не ниже 61-65 НРС. Кроме того, ввиду неустойчивого положения подшипника качения установленного своим цилиндрическим отверстием на многогранную вставку, вследс вие воздействия электромагнитного поля происходит притяжение подшипника к стационарному магнитопроводу, приводящее также к неравномерному нагреву и возможному локальному перегреву подшипника. Наиболее близким к предложенному по технической сущности являетсй устройство индукционного нагрева металлических деталей кольцевой формы, содержащее разъемный магнитопровод с обмоткой переменного тока, один иЗ образующих рабочий зазор стержней которого снабжен полюсным наконечником ступенчатой цилиндрической формы для установки деталей, а второй выполнен подвижным вдоль их общей про- дольной оси с 2. Однако это устройство не обеспечивает нагрев на одной и той же установке деталей различных типоразмеров, что усложняет процесс нагрева и снижает производительность. Целью изобретения является расширение диапазона типоразмеров нагреBaeKftJx деталей. Поставленная цеЛь достигается тем, что в устройстве индукционного нагрева металлических деталей кольцевой формы, содержащем разъемный магнитопровод с обмоткой переменного тока, один из образую1цих рабочий зазор стержней которого снабжен полюсным наконечником ступенчатой цилиндрической формы для установки деталей, а второй выполнен подвижным вдоль их общей продольной оси, полюсный наконечник выполнен телескопическим, каждая ступень снабжена на верхнем торце внутренним кольцевым выступом, а на нижнем торце внешним кольцевым выступом, торцы выступов примыкают к Наружным и внутреяним боковым поверхностям сопрягаемых ступеней, а внутри .наконечника вдоль оси размеt Ha пружина сжатия. На фиг. 1 изображено устройство в статическом исходном положении в момент загрузки деталью, общий вид; на фиг. 2 - то же, в рабочем положении при нагреве детали; на фиг. 3 разрез А-А на фиг. 1. Устройство содержит разъемный ма1- ниТопровод из ферромагнитного матерИада, состоящий из стационарной; части 1 и подвижной 2, установленной . с ЁОзможностью возвратно-поступател.ьного перемещения от привода 3- На нижнем торце стационарной части 1 вертикально установлена вставка из ферромагнитного материала (фиг. 3). Она представляет собой составной маногоступенчатый телескопический цилиндр, каждая из ступеней 4-8 которого установлена с возможностью продольного перемещения относительно одна другой при преодолении усилия конической, пружины сжатия 9, расположенной внутри вставки. Пружина вы- . полнена конической, что обеспечивает ее большую компактность и устойчивость по сравнению с обычной применяемой цилиндрической пружиной сжатия,. Нижний торец пружины установлен в опорной втулке 10 днища 11 вставки, верхний упирается в расточку верхней крайней ступени 8. Каждая ступень вставки имеет на наружной и внутреней цилиндрических поверхностях торовые ограничительные выступы. В исодном положении устройства (см. фиг. 1), когда высота вставки максимальна, каждая ступень контактирует с соседней по цилиндрическим поверхностям и торцовым ограничительным выступам. Выступы не допускают произ вольнойразборки вставки, когда пружина не нагружена .внешней вертикальной силой. Индукционная катушка возбуждения 12 смонтирована на стациона ном магнитопроводе. Устройство работает следующим образом.. В исходном положении с помощью пр вода верхний подвижный магнитопровод приподнят, т.е. величина зазора между торцами верхнего магнитопровода и вставки максимальна. На ступень, имеющую наружный диаметр меньший на 0,.5 мм посадочного диаметра подшипника качения или детали кольцевой формы устанавливают объект 13, подлежащий нагреву. Высота каждой части ступени на 2-3 мм превышает максимальную высоту детали или подшипника качения с заданным посадочным диаметром. Далее верхний подвижный магнитопровсд 2 с помощью привода 3 опу кается, преодолевая усилие пружины сжатия и утапливая все ступени встав ки, выступающие над ступенью, на которой установлен подшипник качения или деталь. При этом диаметры поперечного сечения ступени вставки и по .садочного отверстия подшипника качения или детали практически равны. По этому мощност ь, подводимая индукцион ной катушкой, используется наиболее эффективно, т.е. с высоким КПД. Таким образом, для каждой ступени вста ки при установке на нее детали, имею щей посадочный диаметр практически равный диаметру ступени, обеспечивается максимально высокий КПД, В каждом случае нагрева детали соответствующая ступень вставки, имеющая малую площадь рабочего поперечного се137 чения кольца S П()( d соответственно наружный и внутренний диаметр ступени вставки), достигает магнитного насыщения, что является причиной эффективного использования полезной мощности независимо от типоразмера нагреваемой детали или подшипника качения. При нагреве каждой из деталей вставка имеет двухступенчатую форму, так как остальные ступени утоплены относительно одна другой.. На верхней ступени всегда располагается нагреваемая деталь. Замыкание магнитопроводящей системы происходит через вставку с установленной на одной из ее ступеней деталью (подшипником качения). После этого включают нагреватель устройства путем подачи напряжения от электросети к индукционной катушке возбуждения 12. Проходящий через катушку ток промышленной частоты создает переменное электромаг итное поле в виде силовых магнитных линий, пронизывающих массу подшипника качения или детали. Вихревые токи, циркулирующие в массе металла, согласно закону Джоуля-Ленца нагревают его. Вертикальное расположение вставки обеспечивает концентричное расположение подшипника качения, исключая несимметричность нагрева и локальный перегрев, зачастую ийеющие место при горизонтальном расположении вставки с подшипником. По истечении требуемого времени Нагрева и достижении заданной температуры подпружиненный электроконтактный термометр (или прибор контроля температуры) И отключает катушку возбуждения 12, прекращая нагрев подшипника или детали. Термометр 1 может вертикально перемещаться на стойке 15 и фиксироваться на высоте, соответствующей расположению нагреваемой детали на вставке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционный нагреватель | 1972 |
|
SU488371A1 |
| БЛОК ИНДУКЦИОННЫХ КАТУШЕК | 2006 |
|
RU2372753C2 |
| Устройство для индукционногоНАгРЕВА пОдшипНиКОВ КАчЕНия | 1979 |
|
SU815977A1 |
| Устройство индукционного нагрева металлических деталей | 1975 |
|
SU758573A1 |
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1988 |
|
SU1575325A1 |
| Устройство для индукционного нагрева кольцевых деталей | 1980 |
|
SU951756A1 |
| Устройство индукционного нагрева кольцевых деталей | 1983 |
|
SU1075451A1 |
| Индукционный нагреватель для нагревадЕТАлЕй КОльцЕВОй фОРМы | 1979 |
|
SU849560A1 |
| Устройство для демонтажа кольцевых деталей | 1978 |
|
SU721311A1 |
| Устройство для индукционного нагрева кольцевых деталей | 1980 |
|
SU924920A1 |
УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ КОЛЬЦЕВОЙ ФОРМЫ, содержащее разъемный магнитопровод с обмоткой переменного тоi Гз ка , один из образующих рабочий зазор стержней которого снабжен полюсным наконечником ступенчатой цилиндрической формы для установки деталей, а второй выполнен подвижным вдоль их общей продольной оси, отличающееся тем, что, с целью расширения диапазона типоразмеров нагревает мых деталей, полюсный наконечник выполнен телескопическим, каждая ступень снабжена на верхнем торце внутренним кольцевым выступом, а на нижнем торце - внешним кольцевым выступом, торцы BbfcrynoB примыкают к наружным и внутренним боковым поверхностям сопрягаемых ступеней, а внутри наконечника вдоль оси размещена пружина (Л сжатия. о со ел 00 со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР Vf 88371 | |||
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для индукционногоНАгРЕВА пОдшипНиКОВ КАчЕНия | 1979 |
|
SU815977A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
