Изобретение относится к бытовой технике, преимущественно к способам глажения текстильных изделий на гладильных машинах, может быть использовано как в быту, так и на предприятиях бытового обслуживания.
Целью изобретения является повышение качества глажения изделия и снижение энергоемкости.
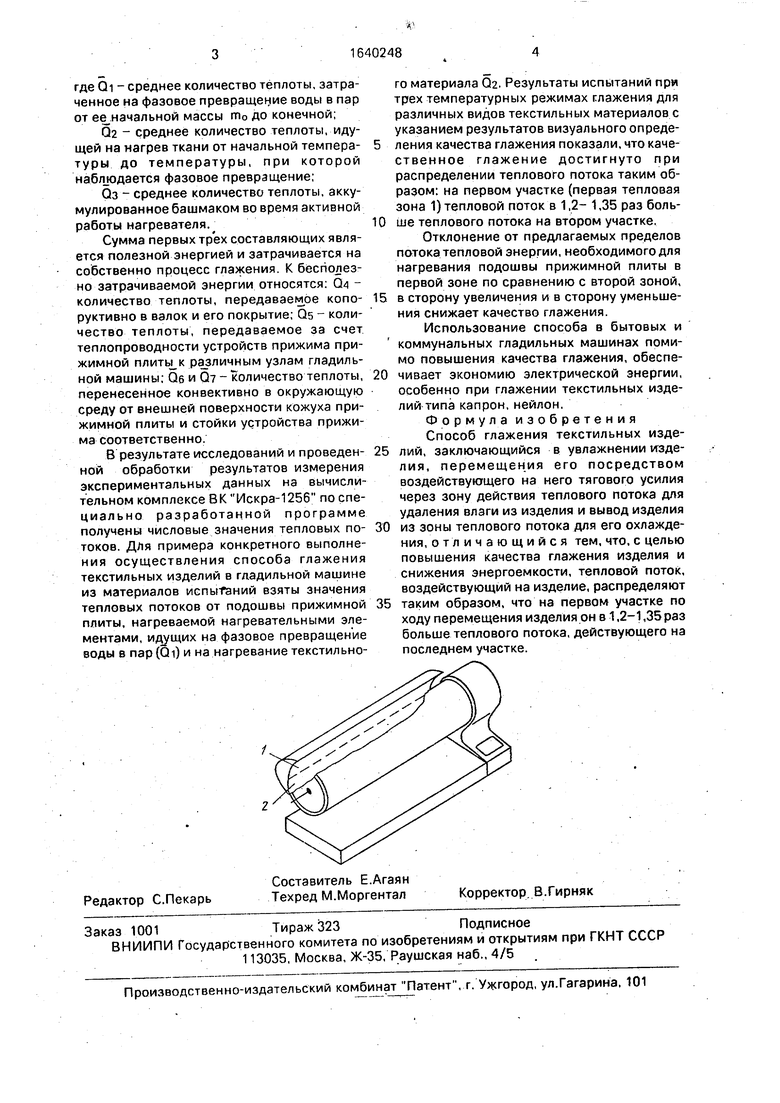
На чертеже схематично представлены зоны нагрева подошвы прижимной плиты, взаимодействующей с валком гладильной машины.
На чертеже обозначены: 1 - первая тепловая зона (передняя по пути движения проглаживаемого материала область подошвы прижимной плиты, ограниченная с боков краями плиты, спереди - передней кромкой плиты и сзади - плоскостью, перпендикулярной подошве и проходящей через середину плиту перпендикулярно боковым краям); 2 - вторая тепловая зона (задняя по пути проглаживания материала область подошвы прижимной плиты, ограниченная с боков краями плиты, спереди - плоскостью.
перпендикулярной подошве и проходящей через середину плиты перпендикулярно боковым краям, и сзади - задней кромкой плиты.
Особенностью данного способа является то, что подавая постоянно в первую зону поток тепловой энергии, превышающий этот поток во вторую зону.увеличивают возможность большего испарения влаги из материала проглаживаемого изделия в первой зоне, приближая тем самым значение температуры подошвы прижимной плиты к значению соответствующей температуры во второй зоне, создавая равномерное температурное поле подошвы прижимной плиты, в конечном итоге повышая тем самым качество глажения текстильных изделий.
В предлагаемом способе используется уравнение теплового баланса при глаже- ним. .
Уравнение общего баланса тепла при глажении записывается в следующем виде
, 5о ioi,
i 1
(/)
С
О
о
N) Ь. 00
где Qi - среднее количество теплоты, затраченное на фазовое превращение воды в пар от ее начальной массы т0 до конечной;
Qa - среднее количество теплоты, идущей на нагрев ткани от начальной темпера- туры до температуры, при которой наблюдается фазовое превращение;
Оз - среднее количество теплоты, аккумулированное башмаком во время активной работы нагревателя.
Сумма первых трех составляющих является полезной энергией и затрачивается на собственно процесс глажения. К бесполезно затрачиваемой энергии относятся: 64 - количество теплоты, передаваемое копо- руктивно в валок и его покрытие; Qs - количество теплоты, передаваемое за счет теплопроводности устройств прижима прижимной плиты к различным узлам гладильной машины; Об и Q - количество теплоты, перенесенное конвективно в окружающую среду от внешней поверхности кожуха прижимной плиты и стойки устройства прижима соответственно.
В результате исследований и проведен- ной обработки результатов измерения экспериментальных данных на вычислительном комплексе ВК Искра-1256 по специально разработанной программе получены числовые значения тепловых по- токов. Для примера конкретного выполнения осуществления способа глажения текстильных изделий в гладильной машине из материалов испытаний взяты значения тепловых потоков от подошвы прижимной плиты, нагреваемой нагревательными элементами, идущих на фазовое превращение воды в пар (Qi) и на нагревание текстильного материала Q2. Результаты испытаний при трех температурных режимах глажения для различных видов текстильных материалов с указанием результатов визуального определения качества глажения показали, что каче- ственное глажение достигнуто при распределении теплового потока таким образом: на первом участке (первая тепловая зона 1) тепловой поток в 1,2- 1,35 раз больше теплового потока на втором участке,
Отклонение от предлагаемых пределов потока тепловой энергии, необходимого для нагревания подошвы прижимной плиты в первой зоне по сравнению с второй зоной, в сторону увеличения и в сторону уменьшения снижает качество глажения.
Использование способа в бытовых и коммунальных гладильных машинах помимо повышения качества глажения, обеспечивает экономию электрической энергии, особенно при глажении текстильных изделий типа капрон, нейлон.
Формула изобретения
Способ глажения текстильных изделий, заключающийся в увлажнении изделия, перемещения его посредством воздействующего на него тягового усилия через зону действия теплового потока для удаления влаги из изделия и вывод изделия из зоны теплового потока для его охлаждения, отличающийся тем, что, с целью повышения качества глажения изделия и снижения энергоемкости, тепловой поток, воздействующий на изделие, распределяют таким образом, что на первом участке по ходу перемещения изделия он в 1,2-1,35 раз больше теплового потока, действующего на последнем участке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЛАДИЛЬНАЯ МАШИНА | 1990 |
|
RU2030495C1 |
| СПОСОБ МАГНИТОАКТИВИРУЮЩЕГО ГЛАЖЕНИЯ И МАГНИТОУТЮГ КУРИХИНА В.И. | 1991 |
|
RU2084572C1 |
| ПАРОВОЙ ЭЛЕКТРИЧЕСКИЙ УТЮГ | 1996 |
|
RU2168577C2 |
| Способ оценки качества глажения | 1986 |
|
SU1390276A1 |
| ЭЛЕКТРИЧЕСКИЙ УТЮГ С ГЛАДИЛЬНОЙ ПОДОШВОЙ | 1997 |
|
RU2149935C1 |
| Светопрозрачная подошва утюга | 1980 |
|
SU956663A1 |
| ЭЛЕКТРИЧЕСКИЙ УТЮГ | 1992 |
|
RU2036996C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ВОДЫ ИЗ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211293C2 |
| ГЛАДИЛЬНАЯ МАШИНА | 1997 |
|
RU2106446C1 |
| ГЛАДИЛЬНАЯ МАШИНА | 1998 |
|
RU2143020C1 |
Изобретение относится к бытовой технике, преимущественно к способам глажения текстильных изделий на гладильных машинах, и позволяет повысить качество глажения и снизить энергоемкость. Способ заключается втом,что,обрабатывая изделия тепловым потоком, последний распределяют так, что на первом участке по ходу перемещения изделия тепловой поток в 1,2-1,35 раз превышает тепловой поток последующего участка. 1 ил.
| ВЕДУЩЕЕ КОЛЕСО СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН И ОРУДИЙ | 2003 |
|
RU2238854C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
