Изобретение относится к области измерительной техники ы может быть использовано при конструировании и производстве миниатюрных датчиков быстропеременных, ударных и пульсаций давлений.
Целью изобретения является повышение чувствительности и расширение диапазона рабочих температур получаемых датчиков о
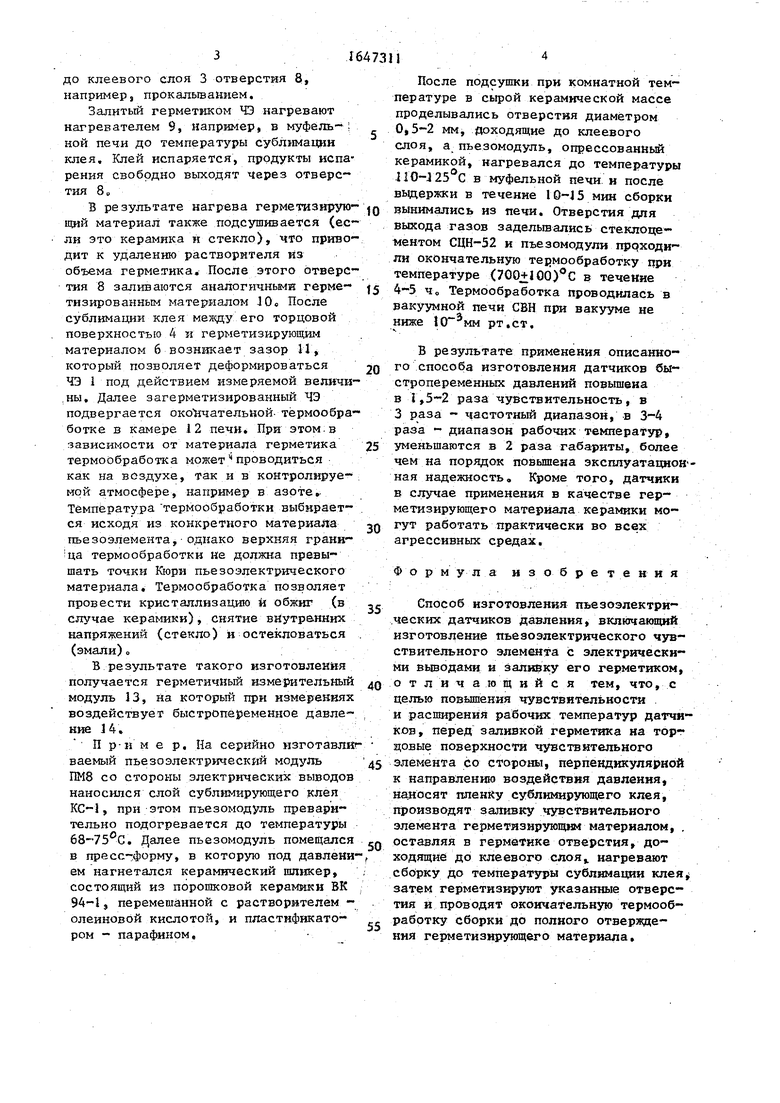
На фиг,1-6 дана схема устройства, реализующего способ изготовления пьезоэлектрических датчиков давления.
Изготовление измерительных модулей для датчиков быстропеременных давлений осуществляется следующим образом.
На пьезоэлектрический чувствительный элемент (ЧЭ) I, изготовленный из
пьезочувствительного материала (пьезо- керамика, ниобат лития, кварц н т.д„) со стороны электрических выводов 2 наносится пленка 3 сублимирующего клея. При этом торцовая поверхность 4 ЧЭ выбирается таким образом, чтобы перпендикуляр, опущенный на указанную поверхность, был ортогонален направлению 5 воздействия измеряемого давления, силы или ударной нагрузки. Далее ЧЭ перемещается в форму 7S в которую заливается герметизирующий мате-риая 6 (например, стекло, керамика, эмаль), который, по возможности, должен иметь близкий с матег риалами ЧЭ коэффициент теплового расширения
В заливочной массе герметика 6 проделываются сквозные, доходящие
ЗЭ
1
&
до клеевого слоя 3 отверстия 8, например8 прокалыванием.
Залитый герметикой ЧЭ нагревают нагревателем 9, например, в муфель- . ной печи до температуры сублимации клея. Клей испаряется, продукты испарения свободно выходят через отверс- тия 8„
В результате нагрева герметизирую щий материал также подсушивается (если это керамика и стекло), что приводит к удалению растворителя из объема герметика. После этого отверс- тия 8 заливаются аналогичными герме- тизированным материалом 10« После сублимации клея между его торцовой поверхностью 4 и герметизирующим материалом 6 возникает зазор 11, который позволяет деформироваться ЧЭ 1 под действием измеряемой величины. Далее загерметизированный ЧЭ подвергается окончательной термообработке в камере 12 печи. При этом в зависимости от материала герметика термообработка может проводиться как на воздухе, так н в контролируемой атмосфере, например в азоте Температура термообработки выбирается исходя из конкретного материала пьезоэлемента, однако верхняя граница термообработки не должна превышать точки Кюрн пьезоэлектрического материала. Термообработка позволяет провести кристаллизацию и обжиг (в случае керамики), снятие внутренних напряжений (стекло) и остекловаться (эмали)о
В результате такого изготовления получается герметичный измерительный модуль 13, на который при измерениях воздействует быстропеременное давление 14.
П р-и м е р. На серийно изготавл ваемый пьезоэлектрический модуль ПМ8 со стороны электрических выводов наносился слой сублимирующего клел КС-1, при этом пъезомодуль превари- тельно подогревается до температуры . Далее пьезомодуль помещался в пресс-форму, в которую под давлени ем нагнетался керамический шликер, состоящий из порошковой керамики ВК 94-1, перемешанной с растворителем олеиновой кислотой, и пластификатором - парафином.
Q 0 5 5
Q
5 -
5
После подсушки при комнатной температуре в сырой керамической массе проделывались отверстия диаметром 0,5-2 мм, Доходящие до клеевого слоя, а пьезомодуль, спрессованный керамикой, нагревался до температуры 110-125 С в муфельной печи и после выдержки в течение 10-15 мин сборки вынимались из печи. Отверстия для выхода газов заделывались стеклоце- ментом СЦН-52 и пъезомодули пррходи- ли окончательную термообработку при температуре (700+100)°С в течение 4-5 ч„ Термообработка проводилась в вакуумной печи СВН при вакууме не ниже 10 мм рт.ст.
В результате применения описанного способа изготовления датчиков бы- стропеременных давлений повышена в 1,5-2 раза чувствительность, в 3 раза - частотный диапазон, в 3-4 раза - диапазон рабочих температур, уменьшаются в 2 раза габариты, более чем на порядок повышена эксплуатацией1 - ная надежность. Кроме того, датчики в случае применения в качестве герметизирующего материала керамики могут работать практически во всех агрессивных средах.
Формула изобретения
Способ изготовления пьезоэлектрических датчиков давления, включающий изготовление пьезоэлектрического чувствительного элемента с электрическими выводами и заливку его герметиком, отличающийся тем, что, с целью повышения чувствительности и расширения рабочих температур датчиков, перед заливкой герметика на тор- цовые поверхности чувствительного элемента со стороны, перпендикулярной к направлению воздействия давления, наносят пленку сублимирующего клея, производят заливку чувствительного элемента герметизирующим материалом, . оставляя в герметике отверстия, доходящие до клеевого слоя,, нагревают сборку до температуры сублимации клея, затем герметизируют указанные отверстия и проводят окончательную термообработку сборки до полного отверждения герметизирующего материала.
гrjC У
Г } &ъ
11
9 ft #
фигЛ
NZ
Л# Z 1
Ж
11 f S A
/в
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Пьезоэлектрический датчик давления и способ его изготовления | 1990 |
|
SU1770794A1 |
| Способ изготовления пьезоэлектрического датчика давления | 1991 |
|
SU1818558A1 |
| ЁМКОСТНОЙ ИНЕРЦИОННЫЙ ДАТЧИК ДАВЛЕНИЯ, СПОСОБ ЕГО СБОРКИ И СПОСОБ ИЗМЕРЕНИЯ ДАВЛЕНИЯ | 2015 |
|
RU2589494C1 |
| Пьезоэлектрический керамический материал | 1979 |
|
SU882969A1 |
| ВЕКТОРНЫЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ВИБРОПРЕОБРАЗОВАТЕЛЬ | 2007 |
|
RU2347228C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПУЛЬСАЦИЙ ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2145066C1 |
| Способ спекания пьезоэлектрической керамики на основе цирконата- титаната свинца | 1978 |
|
SU724476A1 |
| Пьезоэлектрический датчик давления и способ его настройки | 1989 |
|
SU1749733A1 |
| Способ получения пористого композиционного пьезоэлектрического материала | 2024 |
|
RU2836848C1 |
| Датчик давления | 1990 |
|
SU1691693A1 |
Изобретение относится к технологии изготовления пьезоэлектрических датчиков давления и направлено на повышение чувствительности и расширение диапазона рабочих температур. I Способ изготовления включает заливку герметикой предварительно полученного пьезоэлектрического чувствительного элемента с электрическими выводами, причем перед заливкой герметика на поверхности чувствительного элемента, подвергающиеся воздействию контролируемого усилия, наносят пленку сублимирующего клея, в процессе заливки оставляют в герметике отверстия, потом осуществляют нагрев до температуры сублимации клея, после чего герметизируют указанные отверстия и окончательно термообрабатыва- ют сборку до полного отверждения герметика, 6 ил о SS
4 # &
#,# #
,i
№J
/4
у у у
17
фиг.6
| ВЗРЫВОЗАЩИТНАЯ ПАНЕЛЬ | 2014 |
|
RU2548457C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
