Изобретение относится к способам поверхностной обработки изделий из металлов и сплавов импульсной газовой плазмой и. преимущественно, может быть использовано в авиационной, машиностроительной, судостроительной, металлообрабатывающей и других отраслях промышленности.
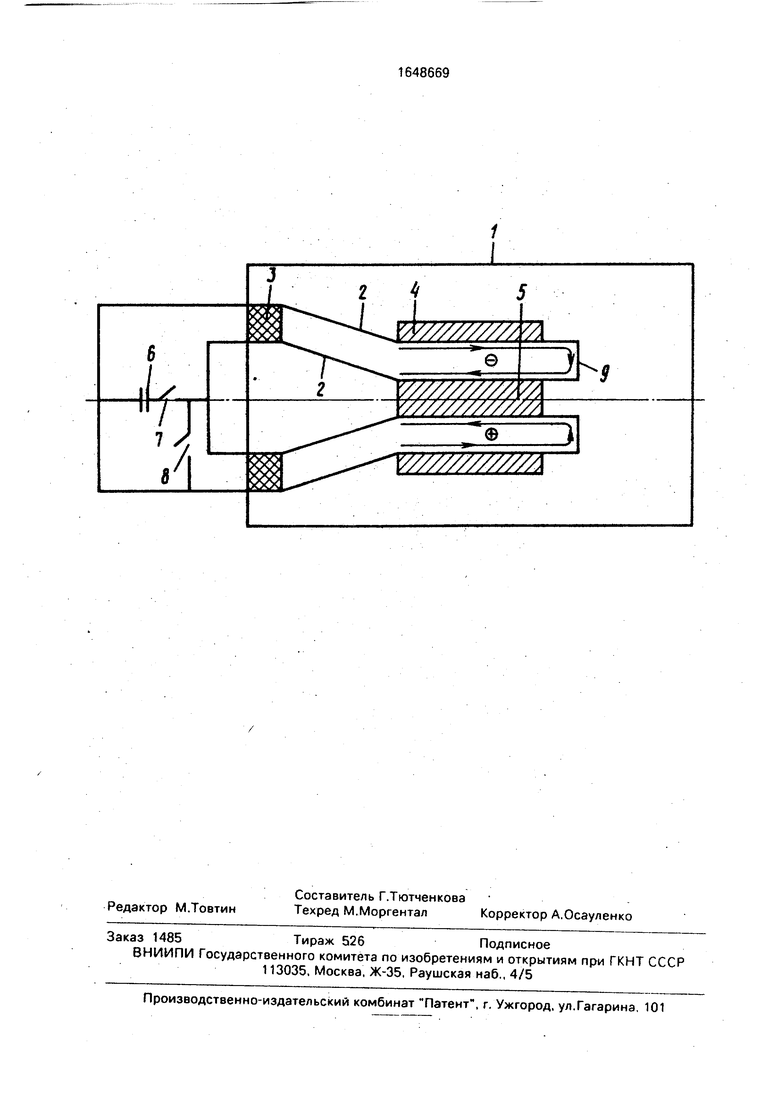
На чертеже изображено устройство, реализующее предлагаемый способ.
Устройство состоит из вакуумной камеры 1, в которой размещены электроды 9 коаксиального плазменного ускорителя, разделенные изолятором 3. На электроды ускорителя устанавливают детали 4, 5 для обработки внутренней и внешней поверхностей. Ускоритель запит ывается от емкостного накопителя 6 через управляемые коммутаторы 7, 8. Контур тока замыкается через перемычки 9.
Способ реализуется следующим образом.
В камере 1 к торцу электродов ускорителя 2 устанавливают обрабатываемые детали 4, 5, соединенные перемычкой 9. Камеру герметизируют и вакуумируют. Затем заряжают конденсаторную батарею 6 и через коммутатор 7 подают напряжение на ускоритель. Срабатывание ускорителя приводит к разгону плазмы, транспортировке ее вдоль установленных деталей и образованию пристеночной плазмы на обрабатываемой поверхности. Объем в зазоре между деталями при этом заполняется магнитным полем сильноточного разряда, протекающего по пристеночной плазме. Длительность разряда может регулироваться посредством коммутатора 8. Энергия из плазмы на деталь поступает, в основном, в виде излучения, а также за счет теплопроводности плазмы. Так как разряд в пристеночной плазме является основным источником диссипации энергии, а пристеночный слой плазмы тонкий, практически вся энергия,
О
4 00
о о ч
переданная в разряд, поступит на обрабатываемую поверхность как в случае радиационного, так и теплопроводностного канала передачи энергии.
Таким образом КПД передачи энергии от источника в модифицируемый слой оказывается достаточно высоким.
Для того, чтобы магнитоприжатый разряд (МПР) в плазме мог существовать в коаксиальной камере с металлическими поверхностями, необходимо, чтобы толщина МПР была меньше зазора между обраба- тываемыми поверхностями и время диффузии тока из слоя в металле должно быть больше времени обработки изделий, Последнее условие будет всегда выполнено, если время диффузии тока больше времени периода колебаний тока. При этом длительность г, амплитуда тока I и период колебаний Т МПР должны определяться по следующим соотношениям:
.с I Ki R (QoWCppd), A Т K2(R/l),
где R - радиус обрабатываемой поверхности:
Qo - плотность энергии разряда при обработке;
6- глубина модифицированного слоя;
Ср - теплоемкость обрабатываемого материала;
к - теплопроводность обрабатываемого материала;
р плотность обрабатываемого материала;
Ki - коэффициент пропорциональности
Ki 103fl -cM c°# К2 - коэффициент пропорциональности
К2 500с-А4/3-см 4/3
Пример, Проводилась обработка двух конических деталей длиной 250 мм диаметром от 20 мм до 120 мм. Обрабатывались одновременно в большом конусе внутренняя поверхность, а в малом - наружная. Материал - сталь 45, 106А, , кГц (т.е. в импульс обработки укладывалось 3 периода колебаний тока). Давление газа (водорода) мм рт.ст.
Микротвердость начальная 2000 МПа, а после плазмоимпульсной обработки 104МПа при глубине слоя 50 мкм.
Предложенный способ модификации металлических поверхностей позволяет однородно обрабатывать внутренние и внешние поверхности цилиндрических деталей с регулируемой глубиной модифицированного слоя.
Формула изобретения
Способ поверхностной обработки импульсной плазмой, при котором обрабатываемые детали помещают в камеру, затем камеру вакуумируют и заполняют рабочим газом, а обработку ведут двумя электродами, между которыми возбуждают плазменный разряд, отличающийся тем. что,
с целью повышения энергетического КПД, увеличения глубины модифицированного слоя на обрабатываемой детали путем регулирования времени обработки, обработку ведут полыми электродами, детали устанавливают на электроды или между ними, а длительность г , амплитуду тока I и период колебания Т плазменного разряда выбирают из следующих соотношений:
г р Ср д2/к, с
I Ki (ОоК/СиО 0 43. A
(R/l).
где Qo - плотность энергии разряда при обработке, эрг;
б - глубина модифицированного слоя, см;
R - радиус обрабатываемой поверхности, см;
Ср - теплоемкость обрабаты ваемого материала, кал/г;
к теплопроводность обрабатываемого материала, кал/(с см);
р- плотность обрабатываемого материала, г/см3;
Ki - коэффициент пропорциональности, К1И03Дж 3-см -с 3;
К2 - коэффициент пропорциональности,
К2 500с-А4/3см 4/3.
У//7/У/////.
а
)
У/////////////,
У/////////////.
е
V////////////A
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063472C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2541325C1 |
| Коаксиальный плазменный ускоритель | 1983 |
|
SU1101164A1 |
| ГАЗОРАЗРЯДНАЯ ЭЛЕКТРОННАЯ ПУШКА, УПРАВЛЯЕМАЯ ИСТОЧНИКОМ ИОНОВ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2022 |
|
RU2792344C1 |
| Способ обработки металлических деталей импульсной плазмой | 1986 |
|
SU1407384A1 |
| Установка для модификации поверхности полимеров в низкотемпературной плазме тлеющего разряда | 2019 |
|
RU2751348C2 |
| ПЛАЗМЕННЫЙ УСКОРИТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 1996 |
|
RU2108692C1 |
| СПОСОБ МОДЕЛИРОВАНИЯ УДАРНО-СЖАТОГО СЛОЯ В УСЛОВИЯХ ДУГОВОГО РАЗРЯДА | 2017 |
|
RU2661345C1 |
| ПЛАЗМЕННЫЙ УСКОРИТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 1992 |
|
RU2022493C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАЗМЕННОГО ИСТОЧНИКА ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2370002C1 |
Изобретение относится к способам поверхностной обработки импульсной плазмой и может быть использовано в авиационной и металлообрабатывающей промышленности. Целью изобретения является повышение энергетического КПД процесса обработки, увеличение глубины модифицированного слоя путем регулирования времени обработки. Обрабатываемые детали помещают в камере. В полости камеры размещают электроды коаксиально обрабатываемой поверхности. Перед возбуждением плазменного разряда камеру вакуумируют и подают в нее газ. Затем возбуждают плазменный разряд. При этом длительность разряда, амплитуду тока и период колебаний выбирают из приведенных математических зависимостей. Так как плазменный разряд в зазоре является основным источником диссипации энергии, а пристеночный слой плазмы тонкий, практически вся энергия, переданная в разряд, поступит на обрабатываемую поверхность, что обеспечит высокий КПД передачи энергии от источника к обрабатываемой поверхности. 1 ил.
| Способ обработки металлических деталей импульсной плазмой | 1986 |
|
SU1407384A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
