Область техники, к которой относится изобретение
Изобретение является способом и относится к технологии модификации поверхностных слоев изделий из металлических материалов. Изобретение может быть использовано для модификации поверхности металлообрабатывающего инструмента и деталей машин в инструментальной, сельскохозяйственной, автомобильной, металлургической промышленности и др.
Уровень техники
Известен способ и устройство для плазменно-детонационной обработки металлических изделий (EUROPEAN PATENT, application number: 91907287.6. INT. cl.5: C23C 4/00, B05B 7/20, publication number: 0531527 A1. METHOD AND DEVICE FOR PLASMA-DETONATION WORKING OF METAL ARTICLES) [1]. По этому способу в генераторе плазмы осуществляется одновременное заполнение двух камеры сгорания - реакционной и детонационной горючей газовой смесью и порошковым материалом, из металлов III, IV, V, VI группы периодической таблицы. Инициирование детонации осуществляют в детонационной камере сгорания, в месте смешивания компонентов горючей газовой смеси. В реакционной камере детонационный режим сгорания осуществляют в электрическом поле. Этот способ используют в машиностроении для упрочняющей обработки изнашиваемых поверхностей деталей машин и инструмента. Сущность изобретения: создание высокоэнергетической струи продуктов сгорания и порошковых материалов и обработка этой струей металлических изделий. При этом на поверхности осаждаются порошковый материал и продукты плазмохимического синтеза. Кроме того, за счет быстрого нагрева и охлаждения слоя материалов на поверхности изделия, осуществляется перекристаллизация и создание слоя из микрокристаллических сплавов и соединений.
Недостатком этого способа для плазменно-детонационной обработки металлических изделий является то, что в способе используется порошковый материал, который наносится на модифицируемую поверхность, искажая геометрические параметры изделия. Кроме того, нагрев модифицируемой поверхности осуществляется плазменной струей, за счет конвективного механизма тепломассопереноса, что ограничивает скорость нагрева и, как результат, градиенты изменения температуры модифицируемого слоя. В результате на поверхности изделия формируется слой с микроструктурными изменениями. Этот процесс обработки металлических изделий имеет низкую эффективность из-за того, что поверхность изделия необходимо подвергать финишной абразивной обработке, чтобы обеспечить требуемую шероховатость и точность. Учитывая, что модифицируемая поверхность изделия может иметь большую площадь, известный способ достаточно трудоемкий и требует расхода порошкового материала.
Известен способ упрочнения инструмента (ПАТЕНТ РФ №2239001, МПК7 C23C 28/02, C21D 9/22. Способ упрочнения инструмента, заявка: 2003111257/02, 18.04.2003) [2], включающий нанесение износостойкого покрытия и импульсное (5-10 импульсов) высокоэнергетическое воздействие на поверхность инструмента до и после нанесения покрытия. При этом совмещают газодинамическую обработку поверхности инструмента струей плазмы, содержащей легирующие элементы, и пропускание через поверхностный слой инструмента и слой покрытия электрического тока, с последующим периодическим отводом тепла от поверхности инструмента.
К недостаткам этого известного способа относится то, что послойное нанесение и припекание покрытий ведет к увеличению размера изделия. Необходима финишная, формообразующая обработка. Нанесение покрытия ограничивает возможность легирования поверхностного слоя изделия.
Основной задачей, решаемой заявляемым изобретением, является исправление указанных недостатков, а именно образование упрочненного слоя за счет легирования из осажденного слоя и формирования нанокристаллических материалов путем интенсивного пластического деформирования, инициируемого градиентами температур в модифицируемом слое.
Наиболее близким к предлагаемому изобретению является способ упрочнения изделий из металлических материалов с получением наноструктурированных поверхностных слоев (ПАТЕНТ РФ №2418074. Опубликован 10.05.2011) [3]. Этот способ предусматривает обработку поверхности изделия потоками высокотемпературной импульсной плазмы. Поверхность изделия предварительно плакируют припоем на основе быстро закаленных сплавов, а обработку плакированной поверхности проводят в камере - потоками высокотемпературной импульсной самостягивающейся плазмы, путем воздействия на всю плакируемую поверхность каждым импульсом с числом импульсов и их длительностью, выбираемыми из условия получения наноструктурированных поверхностных слоев. В качестве припоя на основе быстро закаленных сплавов используют сплавы на основе никеля, а в качестве плазмообразующего газа используют азот. Обработку потоками высокотемпературной импульсной плазмы проводят при плотности энергии потока плазмы Q=13-31 Дж/см2 с числом импульсов воздействия от 2 до 5 при длительности импульсов 15-20 мкс.
Недостатки этого известного способа-прототипа: необходимость плакировать поверхность изделия специальным припоем на основе быстро закаливаемых сплавов. Кроме того, для структурирования плакированной поверхности, по способу, используется струя плазмы, которая обеспечивает конвективный механизм теплообмена. Известно, что конвективный механизм теплообмена малоэффективен для создания необходимого для наноструктурирования уровня градиентов температур. Для компенсации этого недостатка, по способу [3] используют плакирование поверхности специальными сплавами. Необходимость проведения процесса плакирования поверхности ограничивает производительность обработки, осложняет или делает не возможной обработку крупных изделий. Кроме того, сама технология плакирования и обработка плакированной поверхности в специализированной камере ограничивает возможность технологии.
Техническим результатом предлагаемого изобретения является расширение области применения способа, а также реализация возможности создания нанокристаллических материалов на рабочей поверхности металлических изделий без предварительного плакирования специальным припоем.
Сущность изобретения
Поставленная задача решается тем, что способ упрочнения поверхности изделий из металлического материала включает в себя известные по прототипу признаки: обработку поверхности потоками высокотемпературной импульсной самостягивающейся плазмы, с числом импульсов и их длительностью, выбираемыми из условия получения наноструктурированных поверхностных слоев. В способе имеются и отличительные признаки: каждое импульсное воздействие плазмы на поверхностный слой изделия сопровождается воздействием электрического тока от емкостно-индуктивного накопителя, который коммутируется плазмой в цепи между электродом плазменного генератора и упрочняемой поверхностью. Кроме того, изменяя состав, температуру и сопротивление коммутирующей струи плазмы, можно изменять скорость плазменной струи и управлять подключением упрочняемой поверхности катодом или анодом на любое необходимое число импульсов обработки. Одновременно с воздействием потока импульсной плазмы осуществляется ввод высокоамплитудных акустических и магнитных колебаний в упрочняемую поверхность и паров металлов в плазму.
Изобретение включает в себя существенные признаки, не известные ранее: состав, сопротивление и температуру коммутирующей струи плазмы изменяют за счет управляемого импульсного ввода горючего газа в междуэлектродный зазор плазменного генератора. Это позволяет производить осаждение ионов легирующих элементов за те импульсы, когда поверхность изделия - катод, и более интенсивно нагревать осажденный слой и упрочняемую поверхность потоком электронов за импульсы, когда поверхность изделия - анод. Интенсивный нагрев потоком электронов эффективен для скоростного нагрева поверхностного слоя, сопровождаемого высокими градиентами температур, интенсивной пластической деформацией материала поверхностного слоя и усилением диффузионных процессов.
Электрический ток 4000-6000 А, проходящий по плазменной струе, генерирует импульсное магнитное поле. Ввод паров металлов обеспечивает увеличение проводимости плазмы, эффективный плазмохимический синтез и осаждение продуктов синтеза на поверхность изделия. Пары металлов в плазму вводят из эродируемого металлического электрода при подключении его анодом. Ввод под каждый импульс плазменной обработки интенсивных акустических колебаний усиливает фонон-электронное взаимодействие в металлическом изделии, что увеличивает теплопроводность металла и повышает градиенты температур, которые обуславливают эффективность деформирования и создания нанокристаллических материалов.
В плазму вводят металлические элементы из эродируемого электрода и газы. Эти элементы комплексно легируют поверхностный слой изделия. Эродируемый электрод изготавливается из различных порошков методами порошковой металлургии.
Использование вышеприведенных существенных признаков обуславливает высокое качество формируемого слоя нанокристаллических материалов на основе металлического материала изделия, а также экономное расходование легирующих элементов и полное исключение затрат на создание плакирующего слоя (по прототипу).
Техническая сущность и принцип действия
Способ упрочнения поверхности изделий из металлического материала включает обработку поверхности потоками высокотемпературной импульсной самостягивающейся плазмы, путем воздействия импульсами плазмы, содержащей легирующие элементы, с числом импульсов и их длительностью, выбираемыми из условия получения наноструктурированных поверхностных слоев. В процессе обработки поверхности потоком импульсной плазмы, поверхностный слой изделия подвергается воздействию акустических и магнитных колебаний. Кроме того, поток плазмы коммутирует электрическую цепь между электродом плазменного генератора и упрочняемой поверхностью, причем состав плазмообразующей среды, значения сопротивления плазменной струи, индуктивности, емкости накопителя, скорости потока плазмы и расстояние между электродом плазменного генератора и обрабатываемой поверхностью, подбираются так, чтобы обеспечивать управляемое подключение упрочняемой поверхности катодом или анодом. При таком воздействии на поверхность изделия в управляемом режиме осаждается покрытие (катод), а затем слой покрытия, совместно с поверхностным слоем материала изделия, нагревается импульсным потоком электронов (анод). Для формирования покрытия в плазму вводят пары металлов и другие элементы.
При вводе горючей смеси газов в междуэлектродный зазор плазменного генератора, температура и проводимость струи плазмы, которая коммутирует индуктивно-емкостной источник энергии в промежутке от конца электрода до упрочняемой поверхности, возрастает. Регулировка скорости плазменной струи при вводе горючего газа позволяет обеспечить периодическое подключение поверхности изделия в виде катода или анода, что способствует осаждению легирующих элементов за один импульс, когда поверхность катод, и нагрев слоя упрочняемой поверхности преимущественно импульсным потоком электронов за последующий импульс, когда поверхность анод.
Плотность энергии на поверхности обрабатываемого изделия при импульсно-плазменной обработке зависит не только от энергии, запасаемой емкостным накопителем энергии, но и от параметров разрядного R-L-C контура источника. Зависимость полярности изделия по отношению к центральному электроду плазменного генератора от технологических параметров является важным фактом, влияющим на протекание химико-термических процессов на обрабатываемой поверхности.
Оценка параметров плазмы в ударно-сжатом слое и тепловых потоков в изделие, в зависимости от напряженности электрического поля в межэлектродном зазоре плазменного генератора, показывает, что плотность энергии на поверхности обрабатываемого изделия в условиях импульсно-плазменной обработки максимальна, в случае, когда изделие является анодом, и может достигать 1010 Вт/м2 при напряженности электрического поля в межэлектродном зазоре 3,5·105 В/м. В случае, когда изделие - катод, тепловой поток снижается в несколько раз.
Как упоминалось выше, в случае положительной полярности изделия наиболее эффективно используется энергия импульсного электрического разряда, тепловой поток при этом максимален. С другой стороны, в том случае, когда поверхность изделия является катодом, электрическое поле оказывает превалирующее влияние на осаждение паров металлов и продуктов плазмохимического синтеза, составляющих плазму.
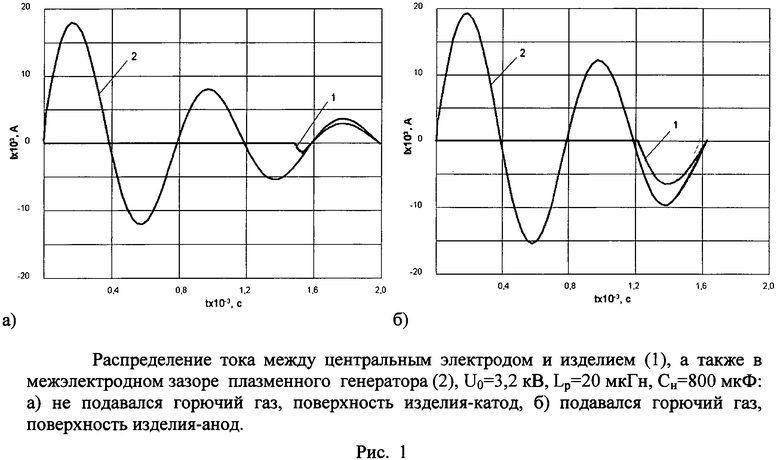
Процесс развития разряда в межэлектродном зазоре зависит от начальной проводимости среды в междуэлектродном зазоре. Подача горючей смеси в зазор способствует повышению температуры и, соответственно, изменению R-активного сопротивления разрядного контура. Плазма ускоряется из сопла генератора и замыкает электрическую цепь между центральным электродом и поверхностью заземленного изделия. В момент пробоя центральный электрод может находиться либо под отрицательным, либо положительным потенциалом относительно земли. На рис.1 приведены экспериментальные кривые распределения тока между коаксиальными электродами и между центральным электродом и изделием при вводе горючего газа в междуэлектродный зазор и без ввода.
Таким образом, с использованием существенных признаков изобретения возможно влиять на протекание химико-термических процессов на обрабатываемой поверхности металлического изделия. Установлено, что целесообразно варьирование параметрами разрядного контура, путем периодического ввода в междуэлектродный зазор плазматрона горючего газа. В случае положительной полярности изделия наиболее эффективно используется энергия импульсного электрического разряда, тепловой поток при этом максимален. С другой стороны, в том случае, когда обрабатываемый металл является катодом по отношению к центральному расходуемому электроду, электрическое поле может оказывать превалирующее влияние на осаждение паров металлов и продуктов плазмохимического синтеза из элементов, составляющих плазму.
После осаждения покрытия из паров металлов и продуктов плазмохимического синтеза осуществляется генерирование плазменной струи без ввода горючего газа, что обуславливает подключение поверхности изделия анодом и высокоэнергетическую ее обработку потоком электронов.
Такая обработка обеспечивает периодический ввод легирующих элементов и высокоградиентный нагрев поверхностного слоя изделия, что способствует интенсивному деформированию материала и реализации эффектов аномального массопереноса. Этот эффект усиливается с вводом акустических и магнитных колебаний.
Оптимальными являются такие режимы обработки: индуктивность цепи разряда - L=27 мкГн, емкость конденсаторной батареи - C=800 мкФ и напряжение на обкладках конденсаторной батареи - U=3 кВ. Расстояние до поверхности H=40 мм. Углубление электрода h=18 мм. Количество перекрытий зоны обработки К=5. Упрочняемая поверхность подключается катодом или анодом, в зависимости от проводимости плазменной струи.
Таким образом, изменяя проводимость плазменной струи, путем периодического ввода в междуэлектродный зазор плазматрона горючего газа, обеспечивается оптимизация режимов осаждения слоя легирующих элементов и нагрева этого слоя совместно с упрочняемой поверхностью. Способ осуществлялся с использованием в качестве горючего газа - пропан-бутан. Для ввода легирующих элементов использовался эродируемый электрод, изготавливаемый методами порошковой металлургии. В зависимости от технологических требований возможно использовать электрод из вольфрама, молибдена, титана. Можно использовать спеченную механическую смесь порошков из различных металлов. Температура упрочняемой поверхности изделия максимальная при подключении ее анодом. В этом случае, в поверхностном слое формируются высокоградиентные термические колебания, как результат, образуются сдвиговые напряжения, по величине превосходящие предел прочности материала. Интенсивное пластическое деформирование материала слоя величина обуславливает диспергирование и образования нанокристаллических материалов. С целью интенсификации этого процесса, упрочняемый слой подвергается одновременному воздействию акустических волн с интенсивностью 140-150 дБ и частотой в диапазоне 20-20000 Гц. Акустическое воздействие активирует фононы в материале, что существенно увеличивает проводимость среды, а колебания магнитного поля активируют магноны.
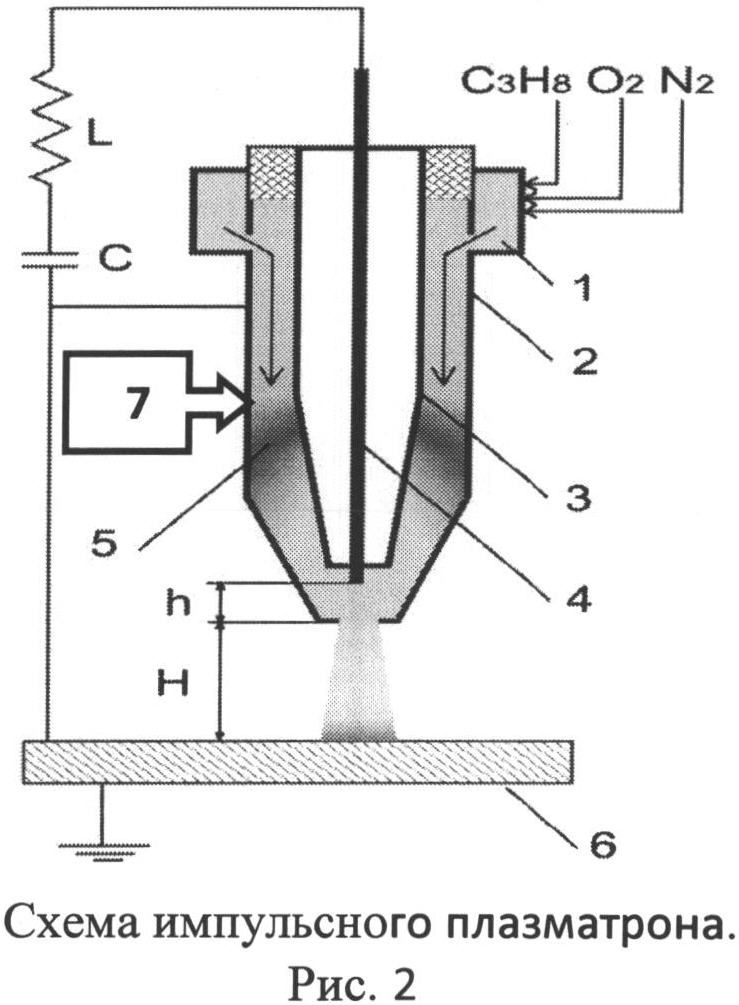
Например, для упрочняющей обработки изделий из инструментальных материалов, был изготовлен коаксиальный импульсный плазматрон, рис.2, который состоит из детонационной камеры 1, где осуществляется формирование горючей газовой смеси (C3H8, O2, N2) и инициирование ее сгорания; коаксиальных электродов 2 и 3. Частота детонации варьируется в пределах 1-10 Гц. По оси плазмотрона расположен расходуемый электрод 4, который испаряется и обогащает плазму элементами легирования.
В результате детонационного сгорания горючей смеси в камере 1, ионизированные продукты сгорания вводятся между коаксиальными электродами и осуществляют замыкание R-L-C контура источника питания. В межэлектродном зазоре плазматрона электрический ток протекает за фронтом детонационной волны 5, по проводящему объему газа, степень ионизации которого со временем увеличивается. Вокруг центрального электрода возникает азимутальное магнитное поле, которое взаимодействует с током I, протекающим в межэлектродном зазоре, и создает электромагнитную силу, которая ускоряет плазму. Кроме того, при протекании электрического тока выделяется тепло, которое за счет расширения нагретого объема газа, усиливает газодинамическое воздействие плазмы. Плазменный генератор имеет специальное устройство - 7, которое позволяет управлять вводом в междуэлектродный зазор горючего газа-пропана.
Плазменная струя замыкает электрическую цепь между расходуемым электродом 4 и поверхностью изделия 6. Тонкий слой материала на торце расходуемого электрода перегревается и разрушается при его подключении анодом. Это обеспечивает синхронизацию ввода в плазменную струю нагретых и ускоренных элементов из электрода.
В зоне торможения плазменной струи, на обрабатываемой поверхности, образуется слой ударно-сжатой плазмы, содержащей продукты эрозии электрода. Длительность взаимодействия этого слоя с поверхностью изделия составляет 0,4-0,6 миллисекунд, тепловой поток варьируется в пределах 0,3·105…1,4·106 Вт/см2. Тепловой поток регулируется параметрами R-L-C контура источника питания, расстоянием H и углублением электрода h (рис.2). Углубление электрода, в основном, влияет на диаметр пятна контакта плазмы с поверхностью изделия, обеспечивая изменение диаметра пятна от 8 мм до 25 мм. Это, в свою очередь, позволяет регулировать плотность теплового потока при одинаковой энергии импульса.
Ввод горючего газа в междуэлектродный зазор плазменного генератора влияет на полярность изделия по отношению к расходуемому электроду в процессе обработки. Динамика изменения тока во времени между центральным электродом и изделием приведена на рис.1. Ввод горючей смеси приводит к изменению полярности. Полярность изделия является важным фактором, который влияет на химико-термические процессы в модифицируемом слое поверхности. В случае положительной полярности (изделие-анод) наиболее эффективно используется энергия импульсного разряда, тепловой поток при этом максимален. В том случае, когда обрабатываемое изделие является катодом, электрическое поле оказывает превалирующее влияние на сорбцию элементов, составляющих плазму и активацию плазмохимического синтеза.
К особенностям разработанного устройства относится также то, что имеется возможность ввода в плазму различных элементов легирования (C, N, W, Mo, Cr, Ti, V, Al, Si и др.), которые осаждаются на поверхность в момент, когда она включена катодом. Упругопластическое деформирование поверхностного слоя, в сочетании с электромагнитным воздействием за счет протекания импульсного тока (до 6 кА) через обрабатываемое изделие, когда оно является анодом, интенсифицирует механизмы массопереноса и диспергирования кристаллов.
Примеры выполнения способа
Экспериментальные работы показали, что в течение 3-5 миллисекунд между импульсами на поверхность натекают и конденсируются продукты плазмохимического синтеза из межэлектродного зазора. Последующий плазменный импульс оплавляет тонкий поверхностный слой, перемешивая и насыщая его легирующими элементами.
Оценка тепловых потоков на основе теоретического анализа нестационарного уравнения теплопроводности показала изменение температуры по времени за один импульс длительностью τ=0,6 мс и мощностью q=7,2·108 Вт/м2 на различном расстоянии от поверхности при обработке стали. Численный анализ показал, что скорости нагрева и охлаждения достигают 107 К/с, а градиенты температур, по толщине модифицированного слоя, достигают величин 2,5·107 К/м. За время между импульсами, при частоте 2 Гц, нагретые до температур плавления поверхностные слои успевают остыть. Многократное импульсно-плазменное воздействие на поверхность приводит к периодическому деформированию поверхностных слоев, фазовому наклепу и измельчению структуры.
Экспериментальные работы, по проверке эффективности изобретения, проводились на штамповой стали типа 4Х5МФ1С. Эта сталь применяется для изготовления инструмента, работающего в условиях длительных теплосмен до температур 630°C (например, пресс-штемпель, иглы для прошивки труб, молотовые и прессовые вставки, инструмент для высадки заготовок и т.д.). Для повышения теплостойкости рабочего слоя инструмента предполагалось повысить содержание вольфрама, кремния, азота и углерода в поверхностном слое, а также измельчить кристаллическую структуру до наноуровня. Были установлены следующие технологические параметры импульсно-плазменной обработки: индуктивность цепи разряда L=27 мкГн, емкость конденсаторной батареи С=800 мкФ и напряжение на обкладках конденсаторной батареи U=3 кВ. Расстояние до поверхности H=40 мм. Углубление электрода h=18 мм. Количество перекрытий зоны обработки К=5. Эродируемый электрод - вольфрам.
Исследовали влияние периодического ввода горючего газа на эффективность процесса упрочнения. Импульсы с вводом горючего газа и без ввода следовали один за другим. Результаты исследования приведены в таблице 1.
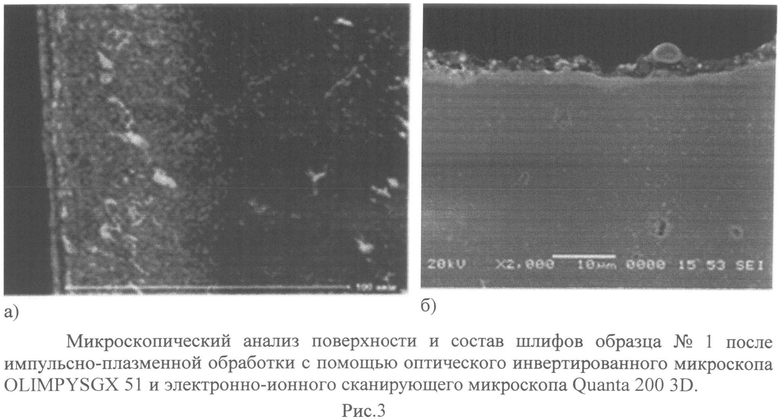
При обработке образца №1 без периодического ввода пропана в междуэлектродный зазор плазменного генератора, поверхность изделия была анодом, а эродируемый электрод - катодом. Нагрев поверхности преимущественно электронами определяется высокой плотностью энергии, что обеспечило измельчение структуры поверхностного слоя, за счет высоких градиентов температур, но поэлементный анализ не обнаружил в модифицированном слое элементов, составляющих плазму. Это, по-видимому, обусловлено высокой температурой, испарением и разрушением тонкого поверхностного слоя. Как доказательство этого видны капли и шарики материала на поверхности образца (рис.3б). На рис.3 приведены фотографии шлифа поперечного сечения поверхностных слоев образца №1. Фотография, полученная с помощью оптического инвертируемого микроскопа OLIMPYSGX 5, при увеличении в 500 раз (рис.3а). Фотография, полученная с помощью электронно-ионного сканирующего микроскопа Quanta 200 3D, при увеличении в 2000 раз (рис.3б).
Поверхность образца шероховата и имеет следы плавления и разбрызгивания материала. Рентгеноструктурный анализ подтвердил значительное окисление поверхности. Легирующие элементы в таких условиях окисляются и удаляются с поверхности вместе с разрушенным слоем основного металла образца. Измерение твердости поверхности показало, что твердость увеличилась до 831 HV1000, твердость материала образца на глубине 50 мкм увеличилась до 315 HV300.
Образец №2 обрабатывался на этом же режиме, но с периодическим вводом пропана в плазменный генератор. Это изменяло проводимость плазмы и, в конечном итоге, упрочняемая поверхность периодически, через раз, становилась катодом и через раз анодом. Такой механизм обработки обеспечивал эрозию расходуемого электрода-вольфрама и осаждение покрытия из материала электрода и газов, в результате последующего импульса, когда поверхность становилась анодом, легирования ее элементами - составляющими этого покрытия.
В результате импульсно-плазменной обработки образца был получен модифицированный поверхностный слой, рис.4. На рис.4 приведены фотографии поперечного сечения поверхностных слоев образца №2. Фотография, полученная с помощью оптического инвертируемого микроскопа OLIMPYSGX 5, при увеличении в 500 раз (рис.4а). Фотография, полученная с помощью электронно-ионного сканирующего микроскопа Quanta 200 3D, при увеличении в 2000 раз (рис.4б). Цифрами на рис.4б обозначены точки взятия проб для проведения химического анализа. Поверхностный слой имеет четкую границу с основным металлом. Исследование образца на просвечивающем электронном микроскопе, снабженном системой микроанализа, позволило определить, что модифицированный слой (точка 4, см. рис.4б) имеет высокое содержание вольфрама до 38 ат.% и кислорода - до 13.8 ат.%. В точке 2 кислород не обнаружен, а количество вольфрама составляет 19,38 ат.%. Далее содержание вольфрама плавно уменьшается до 4 ат.% на глубине 1 мкм (точка 4).
Кристаллическая структура модифицированного слоя близка к нанокристаллической. Поверхность модифицированного слоя отличается низкой шероховатостью.
Микротвердость поверхности составляет 1073 HV1000. Учитывая, что толщина слоя мала и при нагрузке 1000 г продавливается индентором, этот метод оценки твердости неточен и дает заниженные характеристики. На глубине 50 мкм нет видимых следов изменения структуры сплава, но твердость составляет 451 HV300, что почти в три раза выше, чем основы. Шероховатость поверхности не изменилась.
Результаты анализа образца на растровом электронном микроскопе с использованием энергодисперсионного детектора показали, что в поверхностном слое содержится углерод до 7 ат.%. Рентгенограммы образцов №1 и №2 отличаются. Поверхностные слои образца №2 менее окислены и имеют большую степень деформации кристаллической решетки.
Образец №3 обрабатывался с использованием режима, который соответствовал режиму обработки образца №2. Обработка образца №3 отличалась от обработки образца №2 составом легирующих элементов. Планировалось увеличить в поверхностном слое концентрацию основных элементов, влияющих на жаростойкость поверхностного слоя - вольфрам, азот и кремний. Вольфрам вводили в плазматрон в виде продуктов эрозии металлического электрода (стержня), азот и углерод в составе компонентов детонирующей смеси, а кремний вводился в реакционную камеру в виде суспензии. Учитывая, что сплав содержит достаточное количество хрома, планировалось за счет увеличения концентрации кремния получить на поверхности изделия хромосилицированный нанокристаллический слой.
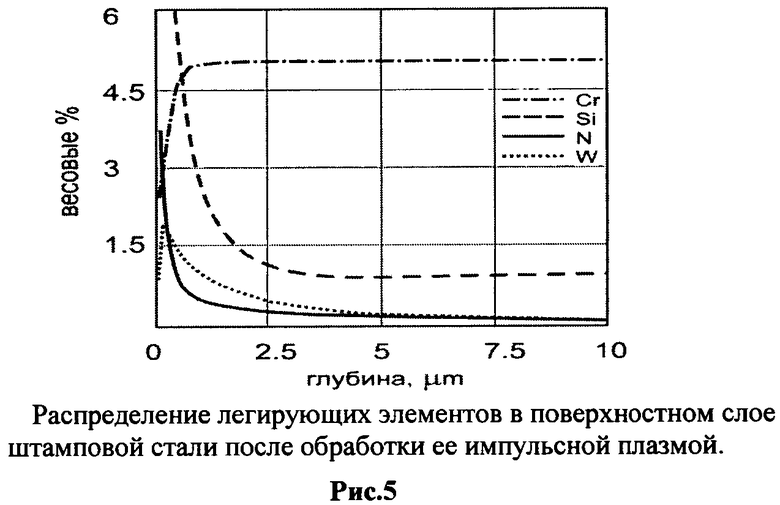
Известно, что хромосилицирование - это высокотемпературный процесс химико-термической обработки (950-1200°C). Детали, подвергшиеся хромосилицированию, обладают повышенной окалиностойкостью и кислотостойкостью, повышенным сопротивлением эрозии в области высоких температур до 800-1000°C. Распределение легирующих элементов по толщине модифицированного слоя находили с использованием атомно-эмиссионного спектрометра тлеющего разряда. Прецизионный количественный, послойный анализ штамповой стали после импульсно-плазменной обработки с вводом в плазму вольфрама, кремния и азота показал, что элементы легирования расположены на глубине до 5 мкм (рис.5). На рис.5 приведено распределение легирующих элементов в поверхностном слое штамповой стали после обработки ее импульсной плазмой.
В поверхностном слое штамповой стали был создан новый материал с высоким содержанием легирующих элементов. Этот материал имеет нанокристаллическую структуру. Импульсно-плазменная технология позволяет разрешить противоречие между высокими требованиями к рабочей поверхности (стойкость к разгару, твердость) и не менее жесткими требованиями к прочности (ударная вязкость) деталей штампов горячего деформирования металла. Кроме того, детали штамповой оснастки, как правило, отличаются большой массой и замена легированных сплавов с высоким содержанием вольфрама на низколегированные сплавы весьма актуальна.
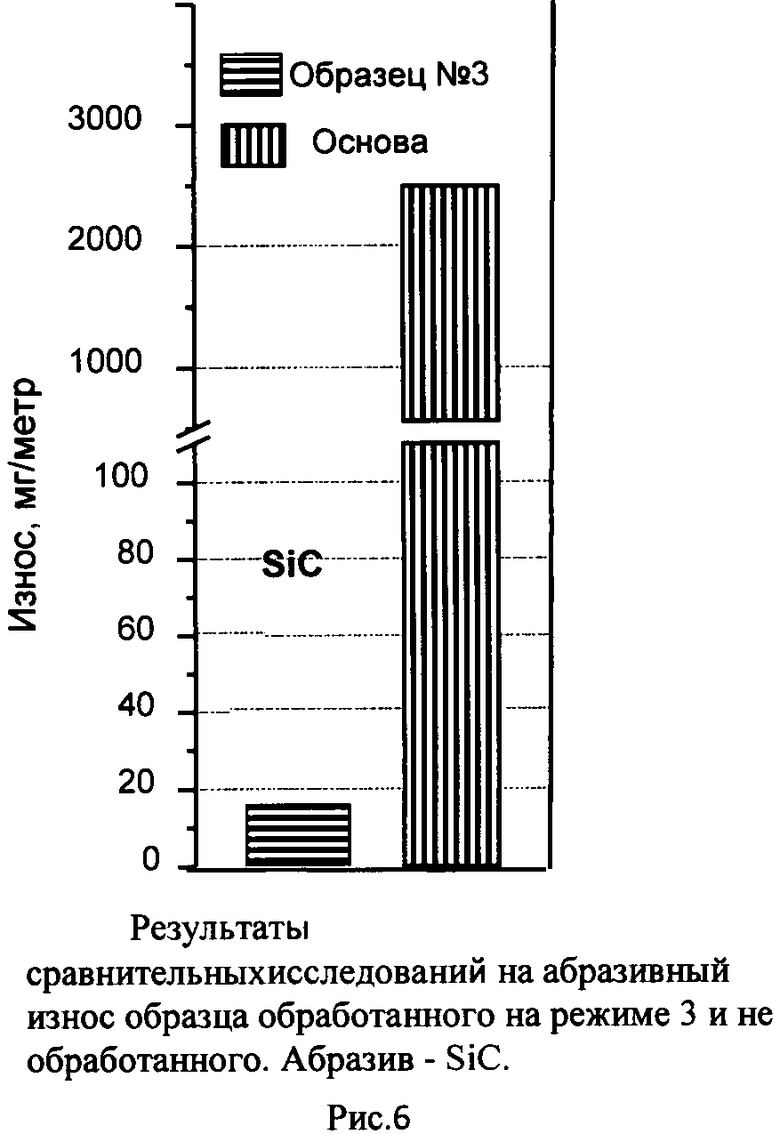
Учитывая, что штампы подвергаются и абразивному износу, были проведены испытания упрочненных образцов на износ. Испытание осуществляли на стенде с возвратно-поступательным движением цилиндрического штифта, имеющего диаметр 5 мм и изготовленного из SiC. Твердость карбида кремния 30 ГПа. Испытание образца, упрочненного на режиме 3, в сравнение с не упрочненным образцом, показало, что износостойкость поверхности после импульсно-плазменной обработки в сто раз выше, рис.6.
Результаты исследования коэффициентов трения приведены на рис.7. Модифицированная поверхность работает более стабильно. Коэффициент трения не имеет колебаний во времени и примерно постоянен в диапазоне 0,4. Коэффициент трения по не обработанной импульсной плазмой поверхности не постоянен во времени и допускает колебания от 0,4 до 0,8.
Анализ результатов испытаний показал, что упрочненный инструмент не имел отказов по причине хрупкого разрушения или излома. Причиной отказа инструмента служил только разгар рабочих поверхностей. Обработка изделия импульсной плазмой повысила содержание тугоплавких легирующих элементов в поверхности изделий, что увеличило срок службы поверхности инструмента до разгара, а применение сплава с высокой ударной вязкостью исключило отказы по причине хрупких разрушений.
Результаты экспериментов показали, что обработка поверхности изделия импульсной плазмой по предлагаемому способу сопровождается комплексным воздействием, что ускоряет массоперенос составляющих плазмы вглубь упрочняемой поверхности. В результате, после обработки, поверхностный слой содержит легирующие элементы (W, Si, N, C) на глубине 5-10 мкм. На глубину до 40 мкм проходит перекристаллизация инструментального сплава и формирование нанокристаллического материала.
Исследование износостойкости показало, что модифицированная по предлагаемому способу поверхность штамповой стали имеет в сотни раз большую износостойкость, чем не модифицированная. Коэффициент трения по торцу цилиндра из SiC для модифицированной поверхности стабильно низкий (0,4). В тех же условиях для необработанной стали коэффициент трения изменяется в пределах 0,4-0,8.
По способу предлагается использовать импульсно-плазменную технологию, которая относятся к ресурсосберегающим. Периодический ввод горючего газа в плазменный генератор позволяет управлять сменой полярности электрода и изделия, что существенно улучшает характеристики модифицированной поверхности, обеспечивает создание на поверхности изделия слоя новых нанокристаллических материалов. Кроме того, способ, в отличие от прототипа, осуществляется при более низком расходе легирующих элементов и электрической энергии, исключает дополнительные операции по нанесению плакирующего слоя и обеспечивает высокую производительность. Технология не требует затрат на очистку и подготовку изделия перед упрочняющей обработкой.
Источники
1. EUROPEAN PATENT, application number: 91907287.6 INT. cl.5: C23C 4/00, B05B 7/20, publication number: 0531527 A1. Method and device for plasma-detonation working of metal articles.
2. ПАТЕНТ РФ №2239001, МПК7 C23C 28/02, C21D 9/22. Способ упрочнения инструмента, заявка: 2003111257/02, 18.04.2003.
3. ПАТЕНТ РФ №2418074. Способ упрочнения изделий из металлических материалов с получением наноструктурированных поверхностных слоев. Заявка: 2009136941/02, 07.10.2009.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО ДЕТОНАЦИОННОГО УСКОРЕНИЯ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506341C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2007 |
|
RU2340703C1 |
| СПОСОБ ИМПУЛЬСНОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2007477C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2009 |
|
RU2418074C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2011 |
|
RU2479668C1 |
| Способ ионно-плазменного азотирования изделий из титана или титанового сплава | 2018 |
|
RU2686975C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОДУГОВЫХ ПЛАЗМАТРОНОВ | 2010 |
|
RU2455110C1 |


Изобретение является способом и относится к технологии модификации поверхностных слоев изделий из металлических материалов. Изобретение может быть использовано для модификации поверхности металлообрабатывающего инструмента и деталей машин в инструментальной, сельскохозяйственной, автомобильной, металлургической промышленности и др. Модификация химического состава и структуры поверхностного слоя осуществляется с целью его упрочнения и улучшения других эксплуатационных качеств. Поставленная задача решается путем введения в состав поверхностных слоев изделия легирующих химических элементов и уменьшения размера частиц образующих поверхностный слой при обработке поверхности изделия импульсными потоками плазмы с одновременным воздействием на поверхность импульсов электрического тока акустических колебаний и магнитного поля. Для оптимизации процесса обработки обрабатываемая поверхность управляемым способом подключается к электрической сети анодом или катодом. Управление полярностью подключения осуществляется при введении в состав плазмообразующей среды горючей газовой смеси. 5 з.п. ф-лы, 1 табл., 7 ил.
1. Способ упрочнения поверхности изделий из металлического материала, включающий обработку ее потоком высокотемпературной импульсной самостягивающейся плазмы с числом импульсов и их длительностью, выбираемыми из условия получения наноструктурированного поверхностного слоя, отличающийся тем, что каждое импульсное воздействие потока плазмы на поверхность изделия сопровождают воздействием электрического тока от емкостно-индуктивного накопителя, который коммутируют потоком плазмы между электродом плазменного генератора и упрочняемой поверхностью, при этом управляют изменением сопротивления и скорости коммутирующей струи потока плазмы с обеспечением импульсного подключения упрочняемой поверхности в качестве катода или анода с оптимальным числом и последовательностью импульсов воздействия на упрочняемую поверхность изделия потока плазмы и с одновременным воздействием акустических колебаний на упрочняемую поверхность и введением паров металлов в поток плазмы.
2.Способ по п.1, отличающийся тем, что сопротивление и скорость коммутирующей струи потока плазмы изменяют путем управляемого импульсного ввода в междуэлектродный зазор плазменного генератора смеси горючего газа с воздухом.
3. Способ п.2, отличающийся тем, что в качестве горючего газа используют пропан-бутан.
4. Способ п.1, отличающийся тем, что на упрочняемую поверхность воздействуют акустическими колебаниями, которые имеют уровень звукового давления в пределах 140-150 дБ и частоту до 20000 Гц.
5. Способ по п.1, отличающийся тем, что пары металлов в плазму вводят из эродируемого металлического электрода при подключении его в качестве анода.
6. Способ по п.5, отличающийся тем, что в междуэлектродный зазор плазменного генератора вводят суспензию, содержащую легирующие элементы.
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2009 |
|
RU2418074C1 |
| Способ плазменного упрочнения режущего инструмента | 1988 |
|
SU1622409A1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2007 |
|
RU2340703C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАЦИОНАРНОМ КОМБИНИРОВАННОМ РАЗРЯДЕ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ ПОНИЖЕННОГО ДАВЛЕНИЯ | 2009 |
|
RU2428521C2 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ МАТЕРИАЛА ПЛАЗМЕННОЙ ОБРАБОТКОЙ | 2011 |
|
RU2478141C2 |

