Изобретение относится к гальванотехнике и может быть использовано для автоматического контроля и обеспечения заданной толщины покрытия при гальваническом процессе.
Цель изобретения - повышение точности получения покрытий заданной толщины за счет дискретной корректировки управляющего технологического параметра.
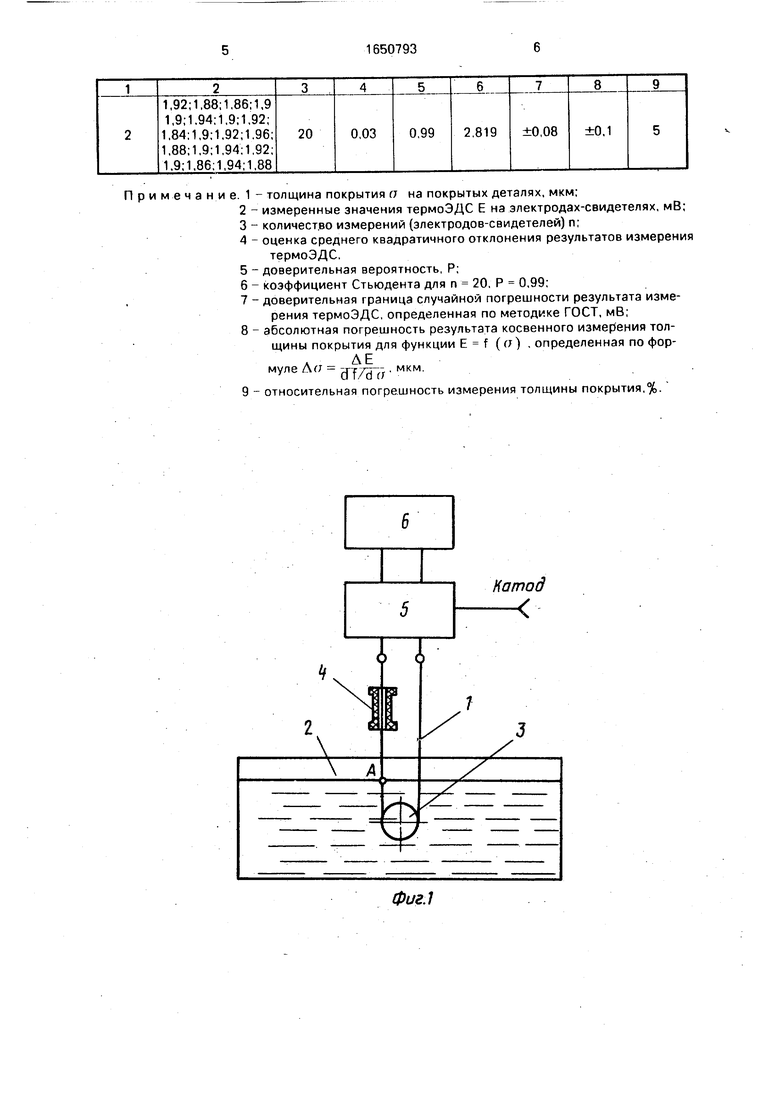
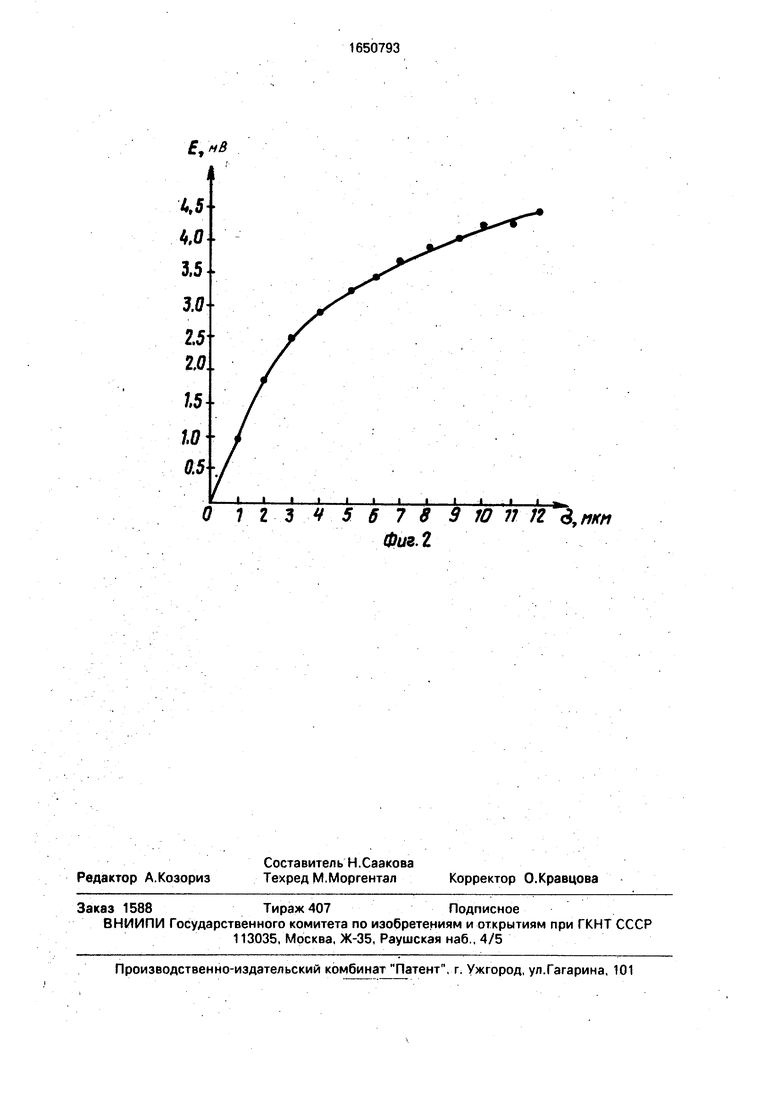
На фиг.1 изображена блок-схема устройства, реализующего предлагаемыйспособ; на фиг.2 - график зависимости термоЭДС от толщины (на примере медного покрытия для конкретного
электрода-свидетеля и температуры нагревателя)
Устройство (фиг 1) содержит электрод- свидетель 1, выполненный в виде проволоки и установленный в ванне 2, устройство 3 перемещения электрода-свидетеля 1, нагреватель 4, через который проходит электрод-свидетель 1, измерительную схему, состоящую из коммутатора 5 и потенциометра 6. Электрод-свидетель 1 соединен с коммутатором 5, который позволяят производить соединение электрода-свидетеля с катодом ванны 2 или потенциометром 6
о ел о VI ю со
Устройство работает следующим образом.
Электрод-свидетель 1 через коммутатор 5 подключают к катоду ванны 2 и погружают в электролит вместе с покрываемыми деталями (не показаны). Через определенное время (например, за 1 мин до расчетного окончания процесса) производят измерение текущего значения толщины покрытия.
Для этого через коммутатор 5 отключают электрод-свидетель 1 от катода ванны 2 и перемещают электрод-свидетель 1 с помощью устройства 3 перемещения так, что место перехода с покрытой части электрода-свидетеля 1 на непокрытую (точка А, фиг.1) входит в нагреватель 4. Возникающий при этом сигнал термоЭДС регистрирую ется потенциометром 6. Толщина покрытия имеет функциональную зависимость с тер- моЭДС (фиг.2). На основании измеренного текущего значения толщины покрытия и времени покрытия электрода-свидетеля вычисляется действительное значение выхода металла по току rj для данного электролита по формуле
DK q т
где (7г -текущее значение толщины покрытия, мкм;
р- плотность металла покрытия, г/см ;
DK - плотность тока, А/дм ;
q - электрохимический эквивалент осаждаемого металла, г/(А.ч);
т- время покрытия электрода-свидетеля, мин.
На основании действительного значения выхода металла по току уточняют время покрытия деталей в ванне до заданной толщины по формуле
о р 60 .r
где а - заданная толщина покрытия,
мкм.
Результаты сходимости термоЭДС и толщины покрытия для нескольких электродов-свидетелей, размещенных одновременно в ванне, представлены в таблице.
Таким образом, использование предлагаемого способа управления процессом гальваноосаждения позволит повысить точность, что существенно для тонких покрытий. Например, в диапазоне 0-5 мкм
относительная погрешность измерения составляет ± 5% при доверительной вероятности по распределению Стьюдента Р 0,99.
Формула изобретения
Способ управления процессом гальваноосаждения, включающий определение те- кущей величиы толщины покрытия, вычисление действительного значения выхода металла по току и значения управляющего технологического параметра, отличающийся тем, что, с целью повышения точности получения покрытий заданной толщины за счет дискретной корректировки управляющего технологического параметра, в
электролит частично опускают длинномерный электрод-свидетель, размещают место перехода с покрытой части электрода-свидетеля на непокрытую в нагреватель, измеряют термоэлектродвижущую силу, по
графику определяют толщину покрытия, вычисляют действительное значение выхода металла по току /, а значение управляющего технологического параметра определяют по формуле
V- L/LieO,
DK q
где Гут - уточненное время нахождения деталей в ванне для получения покрытия заданной толщины, мин;
а- заданная толщина покрытия, мкм р- плотность металла покрытия, г/см ;
Dk - плотность тока. А/дм2,
q - электрохимический эквивалент осаждаемого металла, г/(А.ч).
Примечание. 1- толщина покрытия о на покрытых деталях, мкм;
2- измеренные значения термоЭДС Е на электродах-свидетелях, мВ;
3- количество измерений (электродов-свидетелей) п;
4- оценка среднего квадратичного отклонения результатов измерения
термоЭДС,
5- доверительная вероятность, Р;
6- коэффициент Стьюдента для п 20, Р 0,99;
7- доверительная граница случайной погрешности результата измерения термоЭДС, определенная по методике ГОСТ, мВ;
8- абсолютная погрешность результата косвенного измерения толщины покрытия для функции Е f (a) , определенная по форААЕ
муле Да , мкм
9- относительная погрешность измерения толщины покрытия,%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения толщины электропроводного покрытия | 1990 |
|
SU1776980A1 |
| Способ определения скорости бестокового восстановления никеля | 1990 |
|
SU1786189A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПЕЛЬТЬЕ НЕОДНОРОДНОЙ ЭЛЕКТРИЧЕСКОЙ ЦЕПИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2124734C1 |
| Способ определения температуры | 1990 |
|
SU1747945A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕПЛООБМЕНА ТЕРМОЭЛЕКТРИЧЕСКИХ ДАТЧИКОВ | 1992 |
|
RU2011979C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЙ ОСНОВЕ | 2002 |
|
RU2227909C2 |
| Способ геофизического исследования скважин | 1989 |
|
SU1817857A3 |
| ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ДВУХСЛОЙНЫХ ПРОВОДЯЩИХ МАТЕРИАЛОВ | 2003 |
|
RU2233441C1 |
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| Способ определения достоверности результатов измерения термоэлектрического преобразователя | 2022 |
|
RU2789611C1 |
Изобретение относится к гальванотехнике и может быть использовано для автоматического контроля и обеспечения заданной толщины покрытия при гальваническом процессе Цель изобретения - повышение точности получения покрытий заданной толщины за счет дискретной корректировки управляющего технологического параметра Способ управления процессом гальваноосаждения включает в себя определение текущей величины толщины ПОКРЫТИЯ вычисление действительного значения выхода металла по току и вычисление значения управляющего параметра, при этом в электролит частично опускают длинномерный электрод-свидетель, перемещают место перехода покрытой части электрода-свидетеля на непокрытую в нагреватель измеряют термоэлектродвижущую силу по графику определяют толщину покрытия, вычисляют действительное значение выхода металла по току, а значение управляющего технологического параметра вычисляют по формуле гут ( п р 60 )/ ( DK q где гут - уточненное время нахождения деталей в ванне для получения покрытия заданной толщины, (J - заданная толщина покрытия, р- плотность металла покрытия, DK - плотность тока, q - электрохимический эквивалент, г - действительное значение выхода металла по току Относительная погрешность измерения толщины составляет +5% 2 ил 1 табл со С
фиг.1
1 I 1 Ч 5 б 7 8 9 Ю 11 К &умм
Фиг. 2
| Установка для нанесения гальванопокрытий | 1984 |
|
SU1196422A2 |
