Изобретение относится к нанесению химических покрытий на различные изделия, особенно сложнопрофильные, и порошковых материалов с целью упрочнения несущих поверхностей деталей, восстановления изношенных деталей, применения абразивных металли:ифов;жных порошков в свободном состоянии и алмазно-абразивном инструменте.
Нанесение химических покрытий и композиционных на основе химического никеля
позволяет повысить срок службы деталей, подвергающихся ускоренному износу, от 2- 5 до 10-20 раз, тем самым снизить материальные и трудозатраты на изготовление новых изделий и их переработку.
Применение алмазных, кубонитовых или других тугоплавких порошковых материалов с покрытиями в инструменте и свободном состоянии позволяет повысить производительность обработки различных
труднообрабатываемых материалов в 2-5 раз.
Кроме того, процесс химического восстановления никеля по своему химизму и кинетике очень сложный и нестабильный во 5 времени. В этой связи автоматизация ведения процесса и его контроль являются очень актуальными, Изобретение позволяет не- посредственно в процессе химического восстановления с высокой точностью 10 определить и контролировать скорость реакции выделения никеля путем подачи кратковременных анодных импульсов тока на анод-свидетель и фиксирования одновременно с подачей импульсов функциональ- 15 ной зависимости Е f(t) с последующей математической обработкой кривых для оценки численных значений скорости осаждения никеля, толщины покрытия, выработки основных компонентов раствора.20
Предлагаемый способ позволяет вести непрерывный и точный контроль процесса, своевременно корректировать раствор и поддерживать практически постоянную скорость осаждения, повысить качество по- 25 крытия.
Известен гравиметрический метод определения скорости химического восстановления. МаСсу осажденного никеля определяют с помощью установки для авто- 30 матического контроля привеса образца в течение опыта. Чувствительный элемент установки - диодный механотрон с подвесным анодом марки 6МХ2Б включен по симметричной мостовой схеме. Механическая 35 схема этой установки сконструирована на базе установки гидростатического взвешивания.
Зная привес осажденного металла за фиксированное время и площадь покрывав- 40 мой поверхности, рассчитывают скорость реакции восстановления.
Существенные недостатки способа заключаются в следующем: гравиметрический метод контроля скорости приемлем только 45 для лабораторных исследований и совершенно непригоден для серийного производства; метод не позволяет измерить скорость реакции без достижения определенной массы покрытия, превышающей 50 пределы измерения используемых весов.
Известен способ определения скорости химического никелирования, основанный на использовании прибора для оценки ско- рости вакуумного осаждения металлов. 55
Метод основан на облучении нанесен-, ного покрытия пучков электронов и расчете толщины по уширению рентгеновских линий. Существенными недостатками этого способа являются сложность аппаратурного оформления; необходимость дополнительной защиты от ионизированного облучения.
Ближайшим аналогом (прототипом) предлагаемого способа является кулостати- ческий метод оценки бестокового процесса осаждения 4. Суть метода заключается в следующем.
Образец-свидетель погружается в ванну химического восстановления. Одновременно через вспомогательный электрод он поляризуется до величины поляризационного потенциала tj() в несколько милливольт. По окончании поляризации измеряется зависимость ) и по КРИ вой рассчитывается значение поляризационного сопротивления реакции. После того, как потенциал (/(t)) возвращается к потенциалу реакции EELP образец-свидетель вновь поляризуется до величины поляризационного напряжения 50 мВ или больше Оценивается зависимость Щ-у. По этой кривой рассчитывается анодный коэффициент Таффеля реакции (). После возвращения потенциала к потенциалу реакции образец вновь поляризуют до достижения напряжения - 50 Мв или более и снова получают зависимость Щ- f}. По этой кривой рассчитывают катодный коэффициент Таффеля реакции(бс). Зная величину поляризационного сопротивления реакции (RELP) и Таффелевских коэффициентов (ЯаИ//с), рассчитывают величину плотности тока реакции: - , Д, &
lELP 2,3 ) RELP где /За - коэффициент Таффеля (анодный);
- коэффициент Таффеля (катодный);
RELP - поляризационное сопротивление.
Отсюда скорость реакции химического восстановления определяют по формуле М
где
VELP М
п
IELP ,
- электрохимический эквивалент
п F никеля;
IELP - плотность тока реакции.
Недостаток известного способа заключается в том, что необходимо одновременно получать не менее трех электрохимических характеристик, используя несколько режимов поляризации от расчета поляризационного сопротивления и коэффициентов Таффеля.
Кроме того, значительное влияние на точность определения скорости осаждения оказывает природа (тип комплексорбразо- вания) раствора химической металлизации.
Точность измерения из-за этого снижается на 15-20%. Таким образом, метод не является универсальным и носит больше частный характер определения скорости для данного состава раствора (данного процесса), т.е. в каждом конкретном случае, используя несколько режимов поляризации, необходимо рассчитывать частные значения величины поляризационного сопротивления.
Цель изобретения - повышение точности непрерывного контроля за процессом восстановления, упрощение математической обработки, поддержание постоянной высокой скорости осаждения и повышение качества покрытия.
Цель достигается тем, что в способе определения скорости бестокового восстановления никеля, включающем поляризацию анода-свидетеля кратковременными импульсами, регистрацию кривых (t), их ма- тематическую обработку, согласно изобретению поляризацию анода-свидетеля осуществляют импульсами продолжительностью - с с анодной плотностью тока AI, 1д2. определяющей тангенсы углов наклона tg (p и tg p2 касательных к кривым зависимости (t) не менее 5 В/с, а математическую обработку осуществляют по зависимости
g i-Ai tq ( - JA2 tg p .Ptg (pi tg p где v - скорость реакции бестокового восстановления никеля;
q - электрохимический эквивалент никеля;
р- плотность сплава никель-фосфор;
|Д2, AI - анодные плотности тока;
tg pr, tg (pi - тангенсы углов наклона касательных к кривой зависимости Е f(t).
Как показали патентные исследования, предлагаемые признаки не известны, еле-, довательно изобретение соответствует критерию существенных отличий.
Как будет показано ниже (см. примеры) при выходе за предлагаемые пределы цель изобретения не достигается.
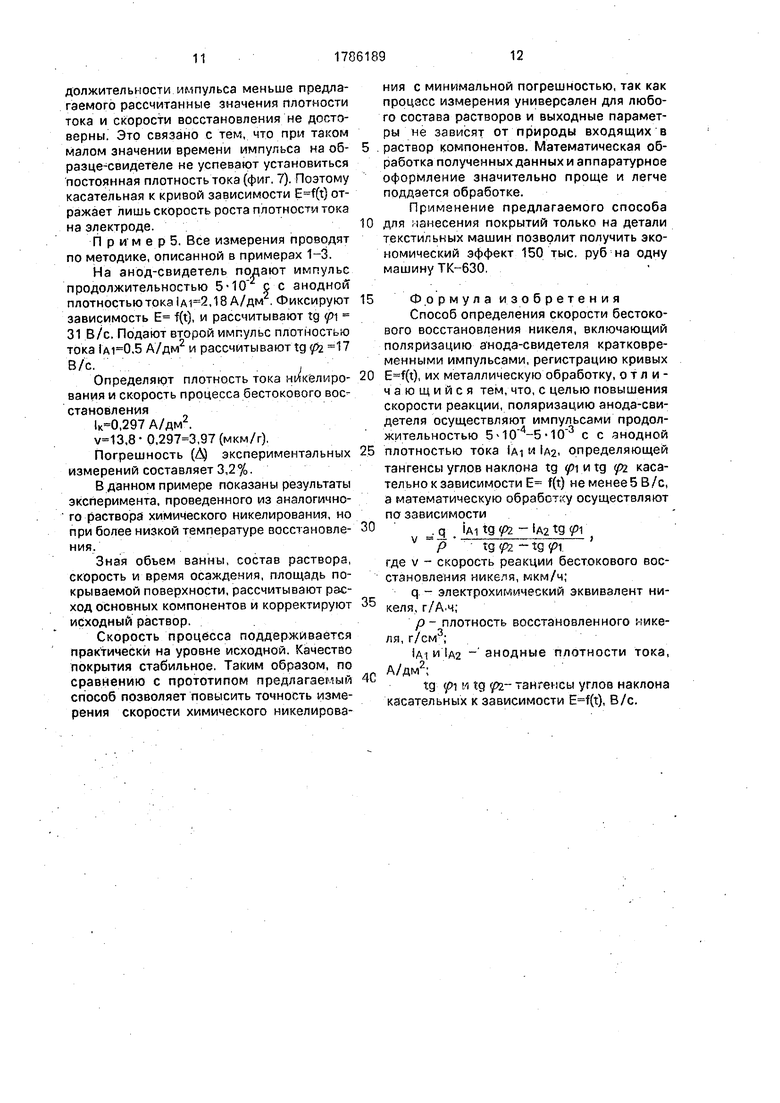
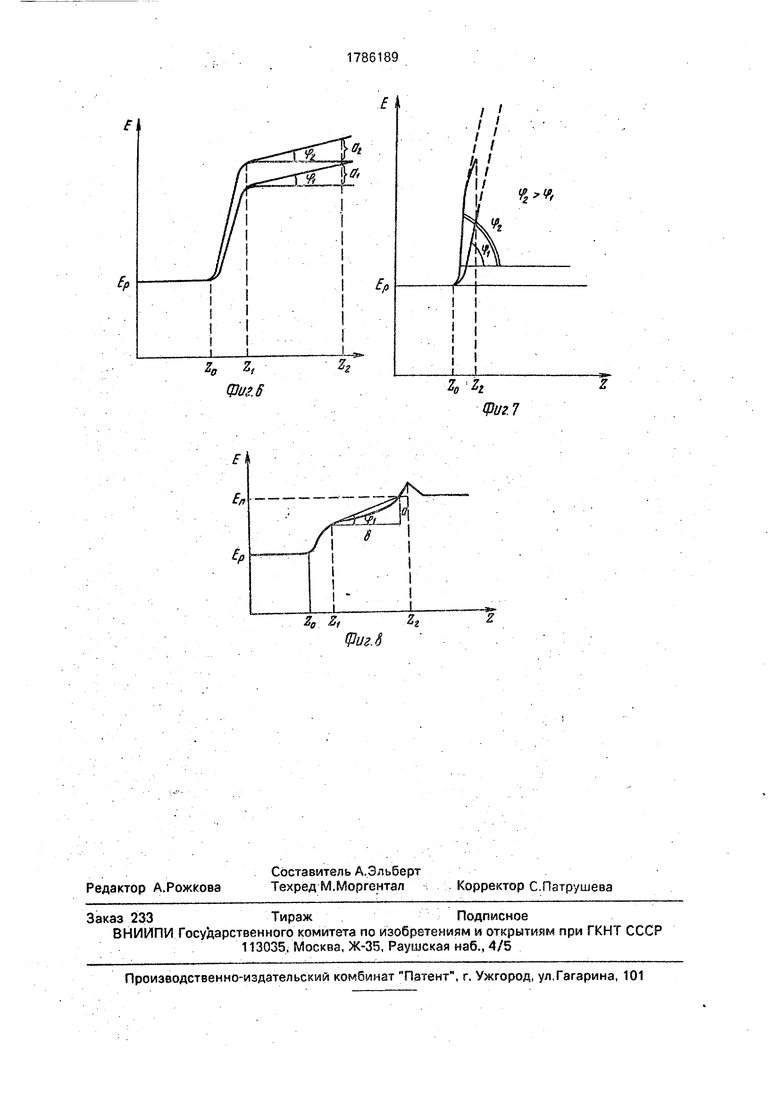
На фиг. 1 представлена схема устройства, реализующего предлагаемый способ; на фиг. 2,4-8 приведены кривые зависимостей (t); на фиг. 3 приведены гистограммы изменения скорости восстановления во времени.
Устройство, реализующее способ, содержит электрохимическую ячейку 1 (см. фиг. 1), вспомогательный электрод 2, электрод сравнения 3 и рабочий электрод 4, вы- полняющий роль анода-свидетеля (образца-свидетеля). Устройство также соv Ј
держит импульсный источник питания 5 и регистрирующий прибор 6.
Образец-свидетель 4 должен иметь предварительно полированную поверх- 5 ность, чтобы активная покрываемая поверхность максимально приближалась к истинной, с тонким слоем нанесенного химического никеля.
Способ осуществляется следующим об0 разом.
С импульсного источника питания через вспомогательный электрод 2 на образец- свидетель 4 подается серия кратковременных импульсов продолжительностью 5
5 10 -5 10 ее анодной плотностью тока, определяющей тангенс угла наклона касательной к зависимости (t) не менее 5 В/с. Для этого подают два-три пробных импульса с возрастающей плотностью анодного то0 ка, фиксируя на регистрирующем приборе 6 при каждом импульсе tg угла наклона касательной к заиисимости (t). Анодная плотность тока, при которой достигается tg ip - 5 В/с и несколько более, является, базовой
5 для определения скорости химического никелирования данного раствора. Следует учитывать также, что потенциал реакции имеет стабильное значение Ер (фиг. 2) и определяется только составом раствора. Поэ0 тому импульсную поляризацию анода следует начинать при его установившемся значении.
Таким образом, достигнув базовой величины igtp угла ; 5 В/с (tg p) и зафикси5 ровав соответствующую анодную плотность тока (IAI), осуществляют следующую импульсную поляризацию образца-свидетеля с такой же продолжительностью импульса -5-10 с и соответствующей фикса0 цией tg (p2 и 1д2. При этом tg p tg да, а
.
На фиг. 2 приведены типичные кривые зависимости (t),
где to - время начала импульсной поляриза- 5 ции;
И - время установления требуемой плотности тока на образце-свидетеле;
t2 время окончания подачи импульсов,
T.e.t2-to 5-10 4-5-10 3c,
Зная значения tg р и tg pi ( тг).
определяем катодн/ю плотность тока 1к т.е. такую плотность тока, при которой за равное время при электролизе выделяется та- 5 кое же количество металла, при выходе его по току 100%, ло формуле
Ai tQ (pi - JA2 ; tg if tg pi - tg $
(3)
Скорость реакции бестокового восстановления никеля тогда будет определяться А
v
А
z-F-я
(4)
где р q - электрохимический эквивалент никеля;
р- плотность никеля, или
,8 1к(мкм/ч).
Как показывает анализ погрешностей, найденных как отношение теоретических значений скорости к практической, определенной гравиметрическим методом, только приведенные в предлагаемом способе пределы измерений позволяют получать достоверные с наименьшей по грешностьЮ значения.
Таким образом, зная значение скорости реакции бестокового восстановления никеля, состав используемого раствора/рабочие параметры ванны, несложно рассчитать убыль основных компонентов, своевременно и точно произвести корректировку раствора и получить необходимое качество покрытия.
Например, известно,, что объем ванны химического никелирования составляет 50 л (v). Покрываемая поверхность деталей - дм2 ( см2). В состав раствора входит NiSCM 7H20 30 г/л, NaH2PO H20 20 г/л и некоторое количество комплексообра- зователей, лигандов и стабилизатора, Содержание фосфора в покрытии 8%;
Следует по данным измерения скорости рассчитать количество соли никеля и восстановителя, требуемое для восполнения убыли их по реакции при коэффициенте использования гипофосфита, равном 0,4, Время измерения скорости - каждые 10 мин в течение 1ч.
В результате;измерений.и расчета скорости реакции бестокового выделения никеля установлено, что средняя скорость за время t составила 25 мкм/ч (см. фиг, 3).
За это время осадился объем покрытия VnoKp SnoB. ; 5покр. Толщину Inonp определяем по данным скорости
25 -10 4 17 ,17. см.
покр60
VnoKp 1 10 4 .Ю М.П Масса покрытия: ( г/см3) V, v тпокр 4,17« ,,3Ј г, .. Отсюда чистого никеля: (100-8)92% или 33,36«0,,69 (NI) 30,69
или
59
- 0,52 ммоль.
На 0,52 ммоль никеля с учетом коэффициента использования гипофосфита израс0 52
ходовалось или 1,3.,84 (г) гипофосфита. Соли никеля 0,52-280,,07 (г).
Таким образом, для корректировки через 10 мин необходимо добавить раствор, содержащий в своем составе NaH2P02 H20 137,84 г NIS04-7H20 ; 146.07 г
- Весь процесс измерения скорости, расчета данных, корректирования раствора может быть полностью автоматизирован при соответствующем аппаратурном оформлении с использованием средств вычислительной техники, сопряженных с приборами, ответственными за корректировку раствора, подачу анодных импульсов, регистрацию потенциала электрода,
Кроме того, известно, что без корректировки или непрерывной капельной корректировки скорость никелирования быстро падает и чаще всего из-за неточного видения процесса раствор полностью самопроизвольно разлагается. Изобретение
позволяет четко контролировать процесс во времени, поддерживать высокую скорость осаждения и получать хорошее качество покрытия длительное время при многоразовом использовании раствора.
Примеры конкретного выполнения. П р и м е р 1. Выполнение измерений проводят по схеме, приведенной на фиг. 1. Вч ванне, где осуществляют процесс хими-ческой металлизации, помещают анод-свидетель 2 площадью 0,02-0,05 дм . С помощью базового комплекса потенциоста- та марки ПИ 50-1,1 или другого ему подобного, обеспечивающего подачу
импульсного сигнала, подают на анод-свидетель первый импульс продолжительностью 5-10 с и плотностью тока (IA), равной 2 А/дм2. Фиксируют зависимость E-f(t) на экране запоминающего осциллографа (РП),
например, марки С9-8 (фиг. 4). В данном случае при использовании нижнего предела Продолжительности импульсов и низкой плотности тока зависимость (t) будат иметь вид (см. фиг; 4), где
Ер - потенциал реакции бестокового восстановления никеля (const для данного раствора);
to - время начала импульса (точка отсчета): ,... .
ti-времяустановления на образце-свидетеле задаваемой и:
ts - время бкончания импульса.
Я1
После определения tg р -т- подают второй импульс плотностью лчэка ,37
А/дм2 и определяют tg {% -тг 8,7 В/с,
32 b
Полученные численные данные подставляют в формулу (3) и определяют плотность тока никелирования
i IAI tg (pi - 2 tg tg pi - tg p
2 -8,7 -2.37-5
1,5(А/дм2).
8,7 - 5
Тогда скорость реакции бестокового восстановления никеля будет равна А
10
15
v
бочей ванны, объем электролита, общую площадь покрываемой поверхности и скорость процесса в любой период времени, рассчитывают выработку компонентов, коэффициент использования соли никеля и восстановителя. По полученным результатам проводят корректировку раствора. Приведенный контроль процесса бестокового восстановления никеля позволяет получать качественные с хорошей адгезией к поверхности покрытия.
П р и м е р 3. Выполнение измерений проводят по схеме, приведенной на фиг. 1. Площадь анода-свидетеля 0,02-0,05 дм2. Сначала подают на анод-свидетель первый
20
IK 13,8-1,5- 20,7 (мкм/г). По- импульс продолжительностью 2, с и/
плотностью тока ,18 А/дм2. Фиксируют на экране осциллографа зависимость (t)
(фиг.6).0пределяем tg рч 5(В/с)Лодаем второй импульс плотностью тока 1 ,55А/дм2
32
и определяем 7,4(В/с).Получен- .
ные численные данные используют для расчета 25 плотности тока и скорости никелирования
Z-F-p грешность определения составляет 1 %,
Погрешность определялась в сравнении с гравиметрическим методом определения скорости восстановления химического никеля.
Зная загрузку рабочей ванны, общую площадь покрываемой поверхности и скорость процесса в любой период времени, рассчитывают выработку компонентов, коэффициент использования основной соли и восстановителя. Полученные результаты позволяют проводить строгую корректировку раствора, тем самым поддерживать высокую (близкую к начальной) скорость процесса и необходимое качество покрытия,
Касательная к кривой зависимости (t) в этом случае практически совпадает с самой кривой,
П р и м е р 2. Выполнение измерений проводят по схеме, приведенной на фиг. 1, В рабочую ванну помещают анод-свидетель площадью 0,02-0,05 дм2. Как в примере 1, поляризуют первым импульсным сигналом анод-свидетель продолжительностью с и плотностью тока OAI) равной 2,18 А/дм2. Фиксируют на экране запоминающего устройства зависимость (t), которая будет иметь вид (см. фиг. 5),
После определения tg tp tr. подают второй импульс плотностью тока ,9
оЯО
А/дм и определяют tg #2 ,1 В/с.
Полученные численные данные подставляют в формулы (3) и (4) для определения плотности тока никелирования и скорости восстановления
2,18 -7,4 -2,55
30
35
40
45
50
2,18
к - ---
10,1 -2,9 -5
1,471 (А/дм2)
55
10,1 -5 ,8.1,,3 (мкм/ч). В данном опыте погрешность измерения (А) составляет 1,0%. Знаязагрузку.ра-7 Г5--- 1-406 (А/дм2),
,8 1,,4 (мкм/ч)./
Погрешность измерения в данном опы- те составляет Д 5,4%. Имея конкретные значения скорости процесса бестокового восстановления никеля и данные по загрузке ванны проводят своевременную корректировку раствора, поддерживая высокую скорость осаждения и необходимое качество покрытия. Коэффициент использования соли никеля составляет 8,6%, восстановителя-56%.
П р и м е р 4. Все измерения проводят по методике, описанной в примерах 1-3.
С помощью базового комплекса потен- циостата подают на анод-свидетеля первый импульс продолжительностью 2,510 с с анодной плотностью тока ,18 А/дм 2, Фиксируют зависимость (t) (см. фиг. 7), рассчитывают tg (p- 64 (В/с). Подают второй импульс плотностью тока ,9 А/дм2 и определяют
(B/c).
Рассчитывают плотность тока и скорость процесса бестокового никелирования 2,18 -89 -2,9 89 -64
1к
§1 о,34 (А/дм2)
.8 0,,6 (мкм/ч). Ошибка эксперимента составляет Д 77%. Таким образом, при снижении про0
5
бочей ванны, объем электролита, общую площадь покрываемой поверхности и скорость процесса в любой период времени, рассчитывают выработку компонентов, коэффициент использования соли никеля и восстановителя. По полученным результатам проводят корректировку раствора. Приведенный контроль процесса бестокового восстановления никеля позволяет получать качественные с хорошей адгезией к поверхности покрытия.
П р и м е р 3. Выполнение измерений проводят по схеме, приведенной на фиг. 1. Площадь анода-свидетеля 0,02-0,05 дм2. Сначала подают на анод-свидетель первый
импульс продолжительностью 2, с и
2,18 -7,4 -2,55
0
5
0
5
0
5
-7 Г5--- 1-406 (А/дм2),
,8 1,,4 (мкм/ч)./
Погрешность измерения в данном опы- те составляет Д 5,4%. Имея конкретные значения скорости процесса бестокового восстановления никеля и данные по загрузке ванны проводят своевременную корректировку раствора, поддерживая высокую скорость осаждения и необходимое качество покрытия. Коэффициент использования соли никеля составляет 8,6%, восстановителя-56%.
П р и м е р 4. Все измерения проводят по методике, описанной в примерах 1-3.
С помощью базового комплекса потен- циостата подают на анод-свидетеля первый импульс продолжительностью 2,510 с с анодной плотностью тока ,18 А/дм 2, Фиксируют зависимость (t) (см. фиг. 7), рассчитывают tg (p- 64 (В/с). Подают второй импульс плотностью тока ,9 А/дм2 и определяют
(B/c).
Рассчитывают плотность тока и скорость процесса бестокового никелирования 2,18 -89 -2,9 89 -64
1к
§1 о,34 (А/дм2)
.8 0,,6 (мкм/ч). Ошибка эксперимента составляет Д 77%. Таким образом, при снижении продолжительности импульса меньше предлагаемого рассчитанные значения плотности тока и скорости восстановления не достоверны. Это связано с тем, что при таком малом значении времени импульса на об- разце-свидетёле не успевают установиться постоянная плотность тока (фиг. 7). Поэтому касательная к кривой зависимости (t) отражает лишь скорость роста плотности тока на электроде. :
При-мер 5. Все измерения проводят по методике, описанной в примерах 1-3.
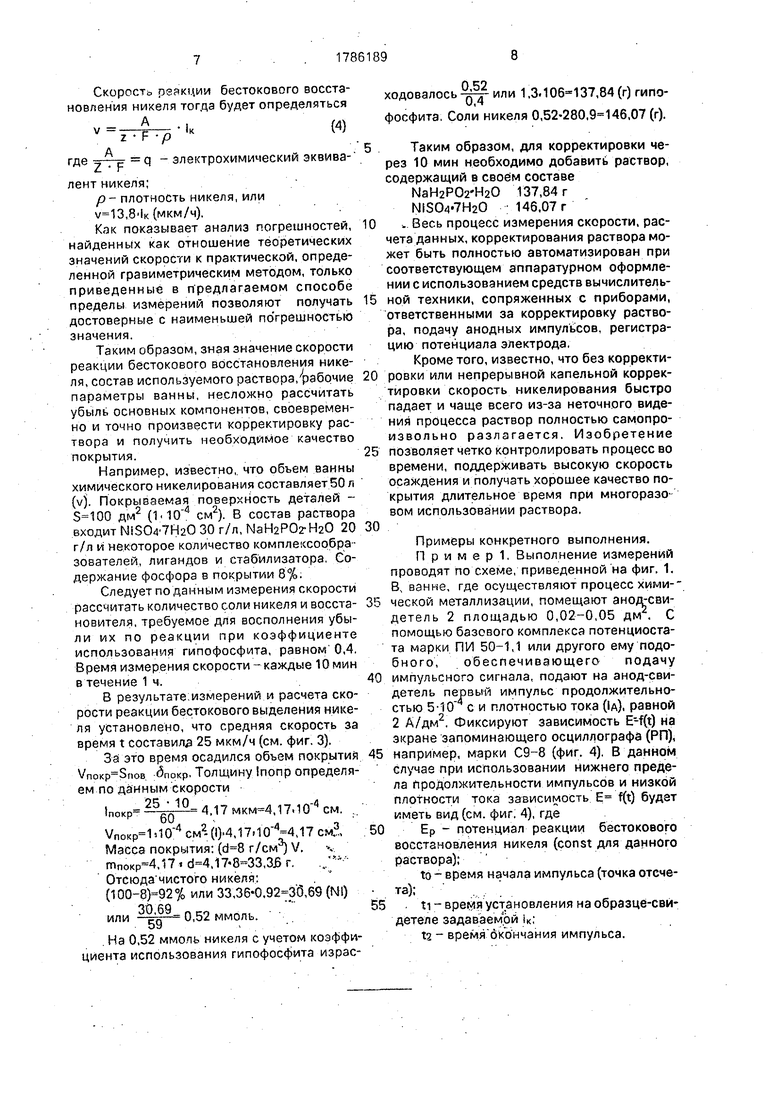
На анод-свидетель подают импульс продолжительностью 5-10 ее анодной плотностью тока ,18 А/дм . Фиксируют зависимость Е f(t), и рассчитывают tg (p 31 В/с. Подают второй импульс плотностью тока ,5 А/дм2 и рассчитывают tg 952 17
в/с..;.. - .-. . , :
Определяют плотность тока никелиро- вания и скорость процесса бестокового восстановления
,297 А/дм2.
,8 0,,97 (мкм/г).
Погрешность ( экспериментальных измерений составляет 3,2%.
В данном примере показаны результаты эксперимента, проведенного из аналогичного раствора химического никелирования, но при более низкой температуре восстановле- ния.
Зная объем ванны, состав раствора, скорость и время осаждения, площадь покрываемой поверхности, рассчитывают расход основных компонентов и корректируют исходный раствор.
Скорость процесса поддерживается практически на уровне исходной. Качество покрытия стабильное. Таким образом, по сравнению с прототипом предлагаемый способ позволяет повысить точность измерения скорости химического никелирования с минимальной погрешностью, так как процесс измерения универсален для любого состава растворов и выходные параметры не зависят от природы входящих в .раствор компонентов/Математическая обработка полученных данных и аппаратурное оформление значительно проще и легче поддается обработке.
Применение предлагаемого способа для нанесения покрытий только на детали текстильных машин позволит получить экономический эффект 150 тыс. руб на одну машину ТК-630.
Формула изобретения Способ определения скорости бестокового восстановления никеля, включающий поляризацию анода-свидетеля кратковременными импульсами, регистрацию кривых (t), их металлическую обработку, отличающийся тем, что, с целью повышения скорости реакции, поляризацию анода-свидетеля осуществляют импульсами продолжительностью 5 с с анодной плотностью тока AI м 1д2, определяющей тангенсы углов наклона tg pi касательно к зависимости Е f(t) не менее 5 В/с, а математическую обработку осуществляют по зависимости
5. А1 9 Ф2 А2 tg 1 Р tg pz
где v - скорость реакции бестокового восстановления никеля, мкм/ч;
q - электрохимический эквивалент никеля, г/А.ч;
р- плотность восстановленного никеля, г/ем-;
JAJ и 1д2 - анодные плотности тока, А/дм2;
tg f и tg pz тангенсы углов наклона касательных к зависимости (t), В/с.
Фиг. I



Использование: непрерывный контроль за процессом.бестокового осаждения никелевых покрытий, повышение точности и упрощение процесса измерения скорости никелирования,поддержание высокой скорости осаждения и повышение качества покрытия. Сущность способа заключается в том, что осуществляют поляризацию анода- свидетеля импульсами продолжительностью 5 с анодной плотностью тока, определяющей тангенс угла наклона касательной к кривой зависимости (t) величиной не менее 5 В/с и определения скорости по формуле Ј А1 Т9 № V Р 1д 2 tg p где v - скорость реакции бестокового восстановления никеля, мкм/ч; q - электрохимический эквивалент никеля, г/А х; р- плотность восстановленного никелевого покрытия, г/см3; IA- и )Д2 - анодные плотности тока, А/дм2; tg p и tg (pi - тангенсы углов наклона касательных к кривой зависимости (t), В/с. 8 ил. ел С х| 00 о 00 о
Ре/г. 2
z z z, z4 zf zsz Фиг.Э
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электродные процессы при катодном осаждении и анодном растворении металлов | |||
| Сб | |||
| тр | |||
| под ред | |||
| А.В.Городыского | |||
| Киев: Наук, думка, 1980 г, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Делимарский Ю.К., Андрийко А.А., Чернов Р.В | |||
| Автоматическая установка для гравиметрических и электрогравиметриче- ски-х измерений - Укр | |||
| хим | |||
| журн | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| МЕХАНИЧЕСКАЯ ТРАМБОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ЖЕРНОВОВ | 1923 |
|
SU1033A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Evaluation of Real Fime Rafe Monitor for Eleciroless Nickel Deposition | |||
| - By K.K, Kanarawa and Saad K | |||
| Doss | |||
| - J | |||
| Plating and Surface Fimishing | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Measurement of electroless plating rate forcopperand nickel baths byconlostafic method | |||
| Suruk M., Safo N. | |||
| Kamo Ken - ichi, Sato J.-J/ Electrochem | |||
| Soc, 1982, 129, N2 10, p | |||
| Прибор для определения содержания углекислоты в топочных газах | 1924 |
|
SU2183A1 |
