Изобретение относится к сварке, в частности к электродам для воздушно-дуговой резки металлов.
Цель изобретения - повышение производительности резки и упрощение изготовления.
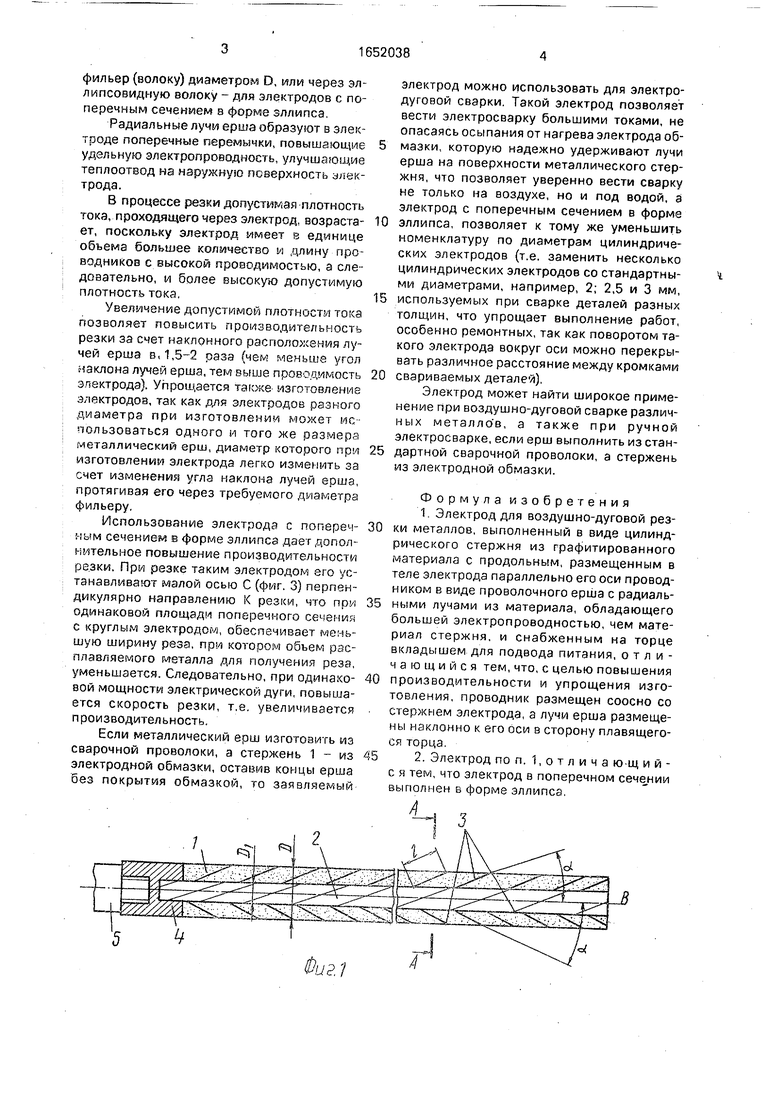
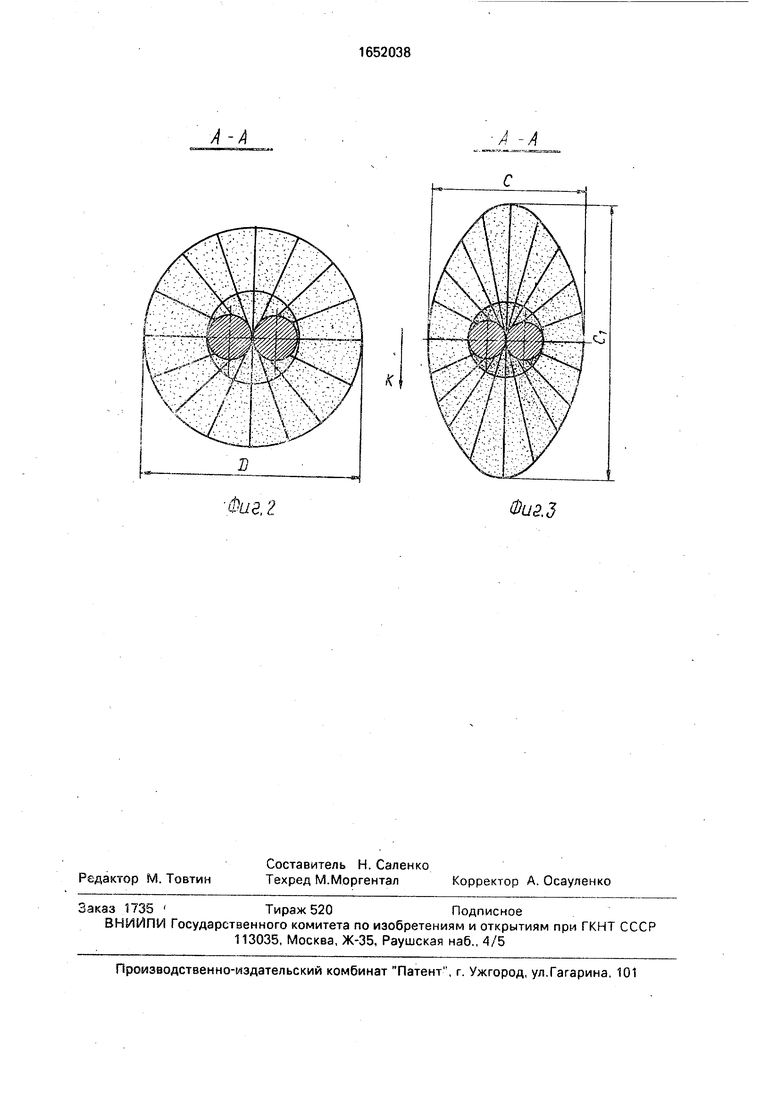
На фиг, 1 изображен электрод, осевой разрез; на фиг. 2 - сечение А-А на фиг 1, на фиг. 3 сечение А-А на фиг 1, при выполнении электрода по п. 2 формулы.
Электрод выполнен в виде цилиндрического диаметром D стержня 1 из графитиро- ванного материала, внутри которого соосно размещен проводник 2, выполненный в виде цилиндрического проволочного ерша, радиальные лучи 3 которого размещены .наклонно к его оси под углом а в сторону
плавящегося торца В. Ерш выполнен измате- оиала, например л.еди электропроводность которого больше чем у основного материала (графитированного материала стеожня 1) В торце электрода 1 закрепив, еталличе- ский вкладыш 4 соединенно ь с проводником 2 и служащий для подсоединения резьбового хвостовика 5 источника питания В поперечном сечении электосд имеет круглую (фиг 2) или эллипсовидную фиг 3) форму
Наклон лучей 3 проволочного ерша 2 под требуемым утлом (величину угла выбирают в поеделах 20-60 градусов) получают путем протяжки цилиндрического ерша с радиальными лучами и наружным диаметром DI t- 21, где 1 - длина радиальных лучей ерша, a DI - диаметр стержня ерша через
фильер (волоку) диаметром D, или через эллипсовидную волоку - для электродов с поперечным сечением в форме эллипса.
Радиальные лучи ерша образуют в электроде поперечные перемычки, повышающие удельную электропроводность, улучшающие теплоотвод на наружную поверхность электрода.
В процессе резки допустимая плотность тока, проходящего через электрод, возраста- ет, поскольку электрод имеет в единице объема большее количество и цлину проводников с высокой проводимостью, а следовательно, и более высокую допустимую плотность тока.
Увеличение допустимой плотности тока позволяет повысить производительность резки зз счет наклонного расположения лучей ерша в, 1,5-2 раза (чем меньше угол наклона лучей ерша, тем выше проводимость электрода). Упрощается изготовление электродов, так как для электродов разного диаметра при изготовлении может использоваться одного и того же размера металлический ерш, диаметр которого при изготовлении электрода легко изменить за счет изменения угла наклона лучей ерша, протягивая его через требуемого диаметра фильеру.
Использование электрода с попереч- ным сечением в форме эллипса дает дополнительное повышение производительности резки. При резке таким электродом его устанавливают малой осью С (фиг, 3) перпендикулярно направлению К резки, что при одинаковой площади поперечного сечения с круглым электродом, обеспечивает меньшую ширину реза, при котором объем расплавляемого металла для получения реза, уменьшается. Следовательно, при одинако- вой мощности электрической дуги, повыша- егся скорость резки, т.е. увеличивается производительность.
Если металлический ерш изготовить из сварочной проволоки, а стержень 1 - из электродной обмазки, оставив концы ерша без покрытия обмазкой, то заявляемый
электрод можно использовать для электродуговой сварки. Такой электрод позволяет вести электросварку большими токами, не опасаясь осыпания от нагрева электрода обмазки, которую надежно удерживают лучи ерша на поверхности металлического стержня, что позволяет уверенно вести сварку не только на воздухе, но и под водой, а электрод с поперечным сечением в форме эллипса, позволяет к тому же уменьшить номенклатуру по диаметрам цилиндрических электродов (т.е. заменить несколько цилиндрических электродов со стандартными диаметрами, например, 2; 2,5 и 3 мм, используемых при сварке деталей разных толщин, что упрощает выполнение работ, особенно ремонтных, так как поворотом такого электрода вокруг оси можно перекрывать различное расстояние между кромками свариваемых деталей).
Электрод может найти широкое применение при воздушно-дуговой сварке различ- ных металлов, а также при ручной электросварке, если ерш выполнить из стандартной сварочной проволоки, а стержень из электродной обмазки.
Формула изобретения
1.Электрод для воздушно-дуговой резки металлов, выполненный в виде цилиндрического стержня из графитированного материала с продольным, размещенным в теле электрода параллельно его оси проводником в виде проволочного ерша с радиальными лучами из материала, обладающего большей электропроводностью, чем материал стержня, и снабженным на торце вкладышем для подвода питания, отличающийся тем, что, с целью повышения производительности и упрощения изготовления, проводник размещен соосно со стержнем электрода, а лучи ерша размещены наклонно к его оси в сторону плавящегося торца.
2.Электрод поп. 1,отличающий- с я тем, что электрод в поперечном сечении выполнен в форме эллипса.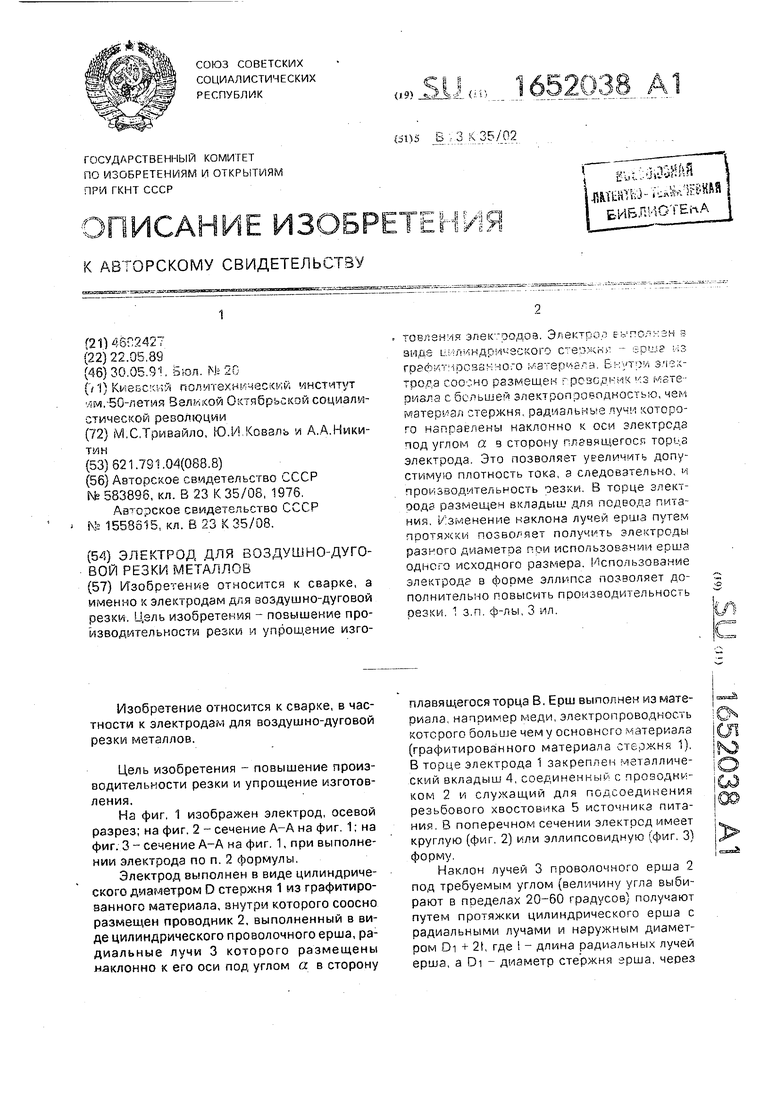
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для воздушно-дуговой резки металлов | 1988 |
|
SU1558615A1 |
| Электрод для дуговой сварки | 1988 |
|
SU1518103A1 |
| Устройство для непрерывной дуговой электрической сварки и резки | 1928 |
|
SU12722A1 |
| Электрод для воздушно-дуговой резки металлов | 1976 |
|
SU583896A1 |
| ТОКОПРОВОДЯЩИЙ НАКОНЕЧНИК ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220037C2 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2244615C1 |
| Высокопрочный провод и способ его изготовления | 2016 |
|
RU2666752C1 |
| ТОКОПРОВОДЯЩИЙ НАКОНЕЧНИК ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220036C2 |
| Электрододержатель | 2018 |
|
RU2689459C1 |
Изобретение относится к сварке, а именно к электродам для воздушно-дуговой резки. Цель изобретения - повышение производительности резки и упрощение изго оелен-io элек OQ,DO 3 Эпект -о- эн s змцэ in Л лндр : .п - юсзз1--icro a E т)/, зчСч- рода сосгно размешен poycoi з оизла с большем злектсоп эородкос ь с, че. материал гтержня радиальные чотсро- го направлены накгочко к оси электрода под углом а в скорому гггвящегосп торьа электрода Это позволяет увеличить допустимую плотность тока г следовательно и производительность оезки В торце згект- оода размещен вкладыш длл подвода питания. i/ зме ение наклона ерша путем протяжки позволяет получить электроды разного диаметог 7и использовании еоша одного исходього размера Использование электроде в оЬооме эллипса позволяет дополнительно повысить производительность оезчи 1 з п ф-лы 3 /л
А/г 7
А-А
Л
Фиг. г
А -А
пг
Физ.З
| Электрод для воздушно-дуговой резки металлов | 1976 |
|
SU583896A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для разделения штучных грузов | 1988 |
|
SU1558515A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
