В существующих способах электрической дуговой сварки и резки электроды имеют форму прутков или стержней. Однако, примеиение стержневых электродов связано с рядом неудобств, понижающих ценность дуговой сварки и резки. Стержни быстро сгорают и требуют частой замены, быстрое сгорание стержня требует непрерывной подачи его Для поддержания необходимой постоянной длины дуги, что очень усложняет работу. Для избежания частой смены металлических проволочных электродов был предложен способ, так называемой «автоматической дуговой электросварки, в котором электродом служит гибкая металлическая проволока значительной длины, намотанная на катушку, при чем особым аппаратом проволока автоматически сматывается с катушки и подается в дугу по мере сгорания. Способ этот требует сложной аппаратуры, применим только для гибкой электродной проволоки и ограничивает применение покрыты обмазкой электродов.
Предлагаемое изобретение касается электрической сварки я резки и имеет целью устранение указанных недостатков.
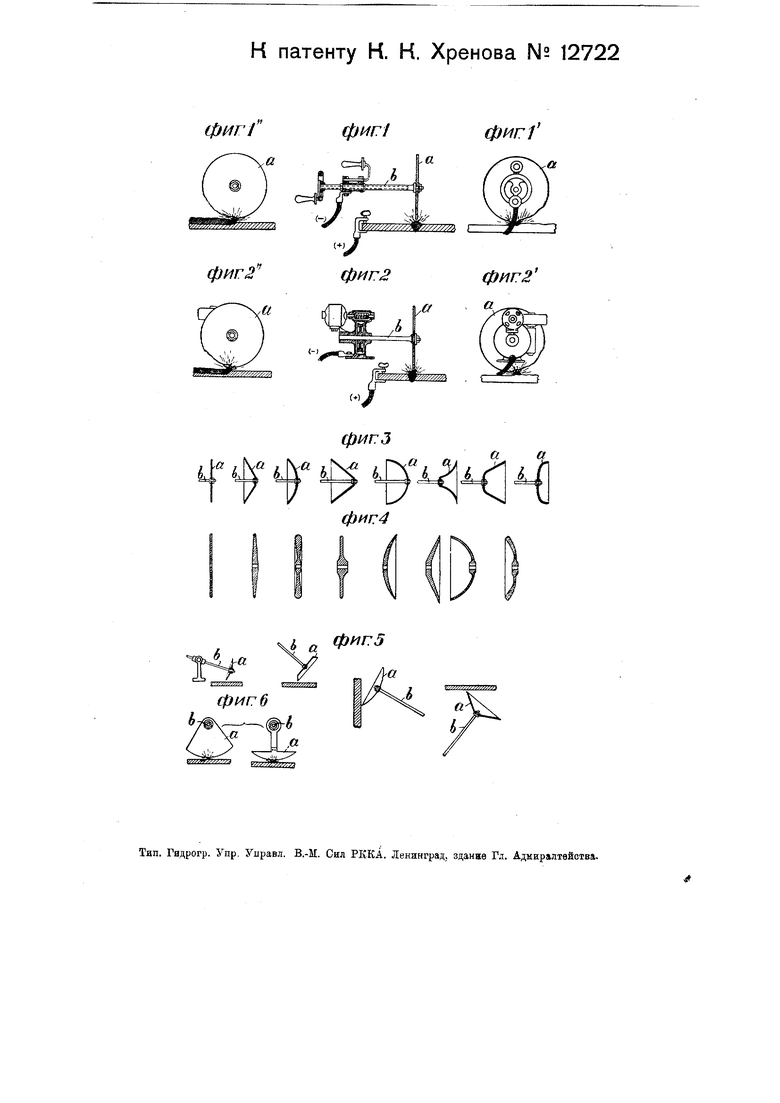
На чертеже фиг. 1 изображает продольный вертикальный разрез устройства для непрерывной дуговой электрической сварки с ручным вращением электрода плавления; фиг. 1 и фиг. 1 - вид его спереди и сзади; фиг. 2 - продольный вертикальный разрез устройства с электродами плавления, приводимыми во вращение электромотором; фиг. 2 и его спереди и сзади; фиг. 3 - различные формы выполнения осей с электродами; фиг. 4-возможные поперечные сечения электродов; фиг. 5-различные положения электродов нри сварке горизонтальных, вертикальных и потолочных швов; фиг. 6-электроды в форме отрезков дисков для качательного движения.
В качестве электродов а плавления применяются не стержни, а плоские или фасонные диски или секторонли сегментообразные отрезки дисков, насаживаемые на ось Ъ и нриводимые во врап1;ательное или качательное движение. Дуга зажигается на ребре диска, который по мере оплавления и обгорания поворачивается около оси d, так что в дугу поступает все время новый электродный материал.
Постепенно диаметр диска уменьшается и материал его может быть использован почты полностью, позволяя осуществить длительную непрерывную сварку.
Дисковый электрод может быть изготовлен из любого материала, требующегося для сварки-пз металла, угля, графита и т. п. Форма электрода выбирается соответсйзенно его назначению. Поверхность дисковых электродов может покрываться любой обмазкой, применяющейся при дуговой электросварке. Вращение или качание дисковых электродов а на оси Ъ или вместе с осью Ъ может осуществляться ручным (фиг. 1) или ножным приводом, электродвигателем (фиг. 2), соленоидом, электромагнитом, сжатым воздухом, заводной пружиной и т. п., при чем может быть осуществлено как автоматическое изменение угла поворота электрода вокруг оси, так и подача его в радиальном направлении
вместе с осью по мере уменьшения радиуса электрода. Помимо основного поворотного движения электрода и подачи его в радиальном направлении электроду может быть придано колебательное движение вдоль оси вращения поперек сварочного шва для нолучения более широкой наплавки, так называемого, уширенного «валика или «дорожки наплавленного металла.
П р е д 3| е т патента.
Устройство для непрерывной дуговой электрической сварки л резки, характеризующееся применением вращающихся, качающихся или, вообще, иоворотно закрепленных па оси Ъ электродов и плавления, имеющих форму плоских или фасонных дисков или колец, либо секторо- или сегментообразных отрезков дисков или колец или же форму других тел вращения.
фиг фиг1
фиг2
-о.,а
фиг2
3 . с
фигЗ
, а , , / 1 7 /
Lu Ш bj Щ
фиг4
а а
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для автоматической прерывистой подачи электродной проволоки при электрической дуговой сварке | 1930 |
|
SU25654A1 |
| Способ электрической дуговой | 1930 |
|
SU26005A1 |
| Электрод для воздушно-дуговой резки металлов | 1989 |
|
SU1652038A1 |
| Электрод для наплавки | 1991 |
|
SU1779517A1 |
| Механизм для автоматической подачи электродной проволоки при дуговой электрической сварке | 1931 |
|
SU39286A1 |
| Электрод для дуговой сварки деталей из разнородных сталей и способ дуговой сварки деталей из разнородных сталей | 2022 |
|
RU2791021C1 |
| Трансформатор для дуговой сварки | 1945 |
|
SU67064A1 |
| Электролизер с биполярными электродами | 1926 |
|
SU7934A1 |
| Способ холодной сварки | 1957 |
|
SU116061A1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1934 |
|
SU39894A1 |
фиг5

