Изобретение относится к литейному производству и может быть использовано при получении отливок из углеродистых и легированных сталей по газифицируемым пенополистироловым моделям в формах из сыпучих наполнителей без связующих материалов.
Цель изобретения - упрощение технологического процесса получения отливок и повышение их качества за счет предотвращения поверхностного науглероживания.
При литье по газифицируемым пенополистироловым моделям наиболее интенсивное поверхностное науглероживание отливки происходит в тот период, когда металл в форме находится в жидком и твердо- жидком состояниях, так как коэффициент диффузии углерода в стали в этих состояниях чрезвычайно высок. Для предотвращения поверхностного науглероживания следует ускорить затвердевание отливки за счет увеличения скорости ее охлаждения, т.е. бысто о о
00 00
рейшего образования твердой корочки на поверхности отливки.
Для достижения такого эффекта в качестве сыпучего наполнителя формы может быть использована металлическая дробь, имеющая высокую теплоаккумулирующую способность, определяемую коэффициенВт.с0 5
том Ь/р 2500
ЧГ- К
Однако в данном
случае для предупреждения свариваемости заливаемого металла с дробью на газифицируемую модель необходимо нанести слой противопригарного покрытия, который способствует уменьшению скорости охлажде- ния отливки.
В качестве наполнителя формы используют смесь немагнитных сыпучих материа- лов из кварцевого и цирконового песков с общим значением коэффициента тепло- аккумулирующей способности смеси
N 1500-2500
Вт-с
0.5
Цирконовый пе
м2 К
сок обладает высокой теплопроводностью (при 1000°С удельная теплопроводность составляет 3,5 10 калДсм -с трэд), что обеспечивает большую скорость затвердевания отливок. В связи с этим применение смеси наполнителей позволяет изменять теплоаккумулирующую способность форм путем варьирования соотношений кварцевого и цирконового песков и регулировать ско- рость охлаждения отливки в зависимости от толщины ее стенки: с увеличением толщины стенки отливки возрастает теплосодержа-
0
5
0
5
0 5
ние и, следовательно, требуется увеличение скорости ее охлаждения.
Цирконовый песок по сравнению с кварцевым песком имеет исключительно высокие термостойкость, огнеупорность, термодинамическую устойчивость, а также инертность к заливаемой стали, особенно легированной. Поэтому смесь сыпучих материалов приобретает свойства противопригарного покрытия, что исключает из технологического процесса приготовление специального противопригарного покрытия, нанесение его на газифицируемую модель и сушку.
Предлагаемый способ осуществляют следующим образом.
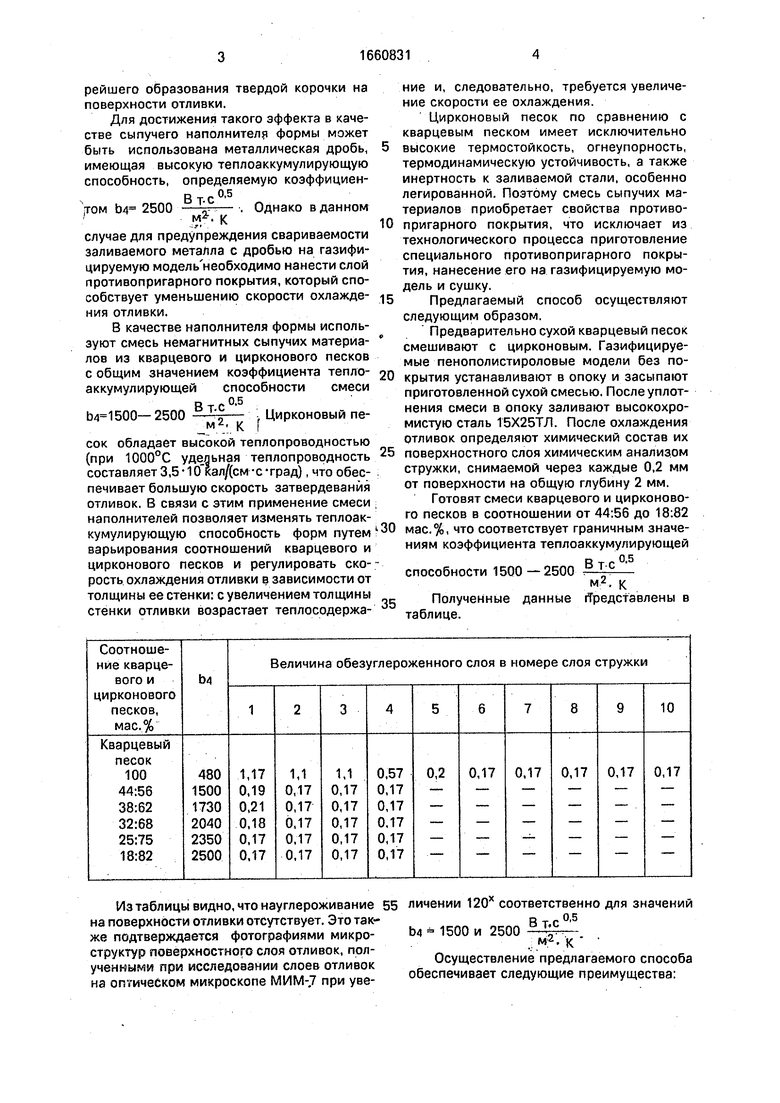
Предварительно сухой кварцевый песок смешивают с цирконовым. Газифицируемые пенополистироловые модели без покрытия устанавливают в опоку и засыпают приготовленной сухой смесью. После уплотнения смеси в опоку заливают высокохромистую сталь 15Х25ТЛ. После охлаждения отливок определяют химический состав их поверхностного слоя химическим анализом стружки, снимаемой через каждые 0,2 мм от поверхности на общую глубину 2 мм.
Готовят смеси кварцевого и цирконового песков в соотношении от 44:56 до 18:82 мас.%, что соответствует граничным значениям коэффициента теплоаккумулирующей
В т г °-5
способности 1500 - 2500
м2. к
Полученные данные гТредставлены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья заготовок под давлением | 1989 |
|
SU1839122A1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ГАЗИФИЦИРУЕМЫХМОДЕЛЕЙ | 1972 |
|
SU346012A1 |
| Способ формовки | 1990 |
|
SU1740100A1 |
| Противопригарное покрытие для литья по газифицируемым моделям и способ его приготовления | 2016 |
|
RU2639101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2245216C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2285577C1 |
| Противопригарная краска для литейных форм и стержней | 1980 |
|
SU876259A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ОТЛИВОК | 2008 |
|
RU2391177C2 |
| ПРОТИВОПРИГАРНАЯ ТЕПЛОИЗОЛЯЦИОННАЯ КРАСКА ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2007 |
|
RU2355505C1 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2475331C2 |
Изобретение относится к литейному производству и может быть использовано при получении отливок из углеродистых и легированных сталей по газифицируемым пенополистироловым моделям в формах из сыпучих наполнителей без связующих материалов. Цель изобретения - упрощение технологического процесса получения отливок и повышение их качества за счет предотвращения поверхностного науглероживания. В качестве наполнителя формы используют смесь немагнитных сыпучих материалов из кварцевого и цирконового песков с общим значением коэффициента теплоаккумулирующей способности смеси 1500 - 2500 Вт.с°,5/м2.К при содержании в ней 56 - 82 мас.% цирконового песка. Способ позволяет исключить из техпроцесса операции приготовления, нанесения и сушки противопригарных покрытий на газифицируемой модели, снизить трудоемкость регенерации сыпучего наполнителя и механообработки отливок. 1 табл.
Из таблицы видно, что науглероживание 55 личении 120х соответственно для значений
на поверхности отливки отсутствует. Это также подтверждается фотографиями микроструктур поверхностного слоя отливок, полученными при исследовании слоев отливок на оптическом микроскопе МИМ-.7 при увеВ т.с
0,5
D4 - 1500 и 2500 .,
. м. к
Осуществление предлагаемого способа обеспечивает следующие преимущества:
В т.с
0,5
D4 - 1500 и 2500 .,
. м. к
Осуществление предлагаемого способа обеспечивает следующие преимущества:
повышение качества отливок и снижение трудоемкости их механообработки за счет предотвращения поверхностного науглероживания;
повышение производительности труда и упрощение технологического процесса получения отливок за счет исключения операций приготовления, нанесения на модель и сушки противопригарного покрытия и снижения трудоемкости регенерации смеси сыпучих наполнителей.
Формула изобретения
Способ получения стальных отливок по газифицируемым пенополистироловым моделям, включающий установку газифицируемой модели в контейнер, заполнение его
0
сыпучим наполнителем, уплотнение наполнителя, заливку формы и охлаждение отливки за счет теплообмена с наполнителем, отличающийся тем, что, с целью упрощения технологического процесса за счет ликвидации операций нанесения на модель и сушки противопригарного покрытия, а также повышения качества отливок за счет предотвращения поверхностного науглероживания, в качестве наполнителя используют смесь немагнитных сыпучих материалов из кварцевого и цирконового песков с общим значением коэффициента теплоаккумулирующей способности смеси
1500-2500
В т-с
0,5
при содержании в
,м.К ней 56-82 мас.% цирконового песка.
| Васин Ю.П | |||
| Противопригарные материалы в литейном производстве | |||
| Южно-Уральское книжное издательство, 1966, с.8- 12,16,17, табл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Кобяси Кэйдзи | |||
| Тютандзо, Cast and Forg, 1972, 25, №2, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Modern Casting, 1979,69, №12, c.61-63 | |||
| Литье по газифицируемым моделям, Киев, ИПЛ АН УССР, 1979, с.3-12 | |||
