Фиг. Ц
Изобретение относится к стоматологии, в частности к изготовлению протезов, покрытых облицовочным слоем и может быть использовано как при изготовлении одиночных коронок, мостовидных протезов, так и для литых культевых вкладок.
Целью изобретения является упрощение конструкции, повышение прочностных характеристик протеза и сокращение времени изготовления протеза.
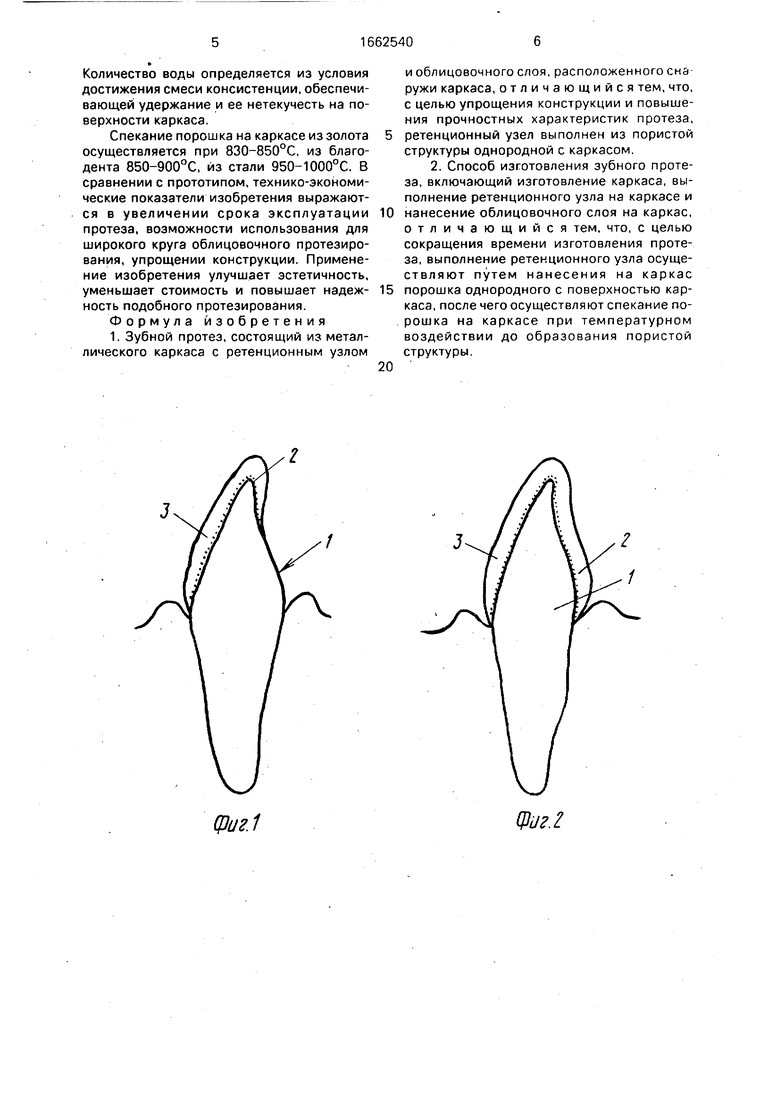
На фиг,1 изображена коронка с облицованной вестибулярной поверхностью, поперечный разрез; на фиг.2 - то же, с полной облицовкой коронки; на фиг.З - литая куль- тевая вкладка с облицованной вестибулярной поверхностью, поперечный разрез; на фиг.4 - то же, с полной облицовкой; на фиг.5 - узел I на фиг.4 (ретенционный узел в увеличенном виде).
Зубной протез содержит металлический каркас 1, который в зависимости от обстоятельств может быть представлен штампованной или литой коронкой, литой культевой вкладкой или мостовидным протезом, с ретенционным узлом 2 в виде пористой структуры однородной с каркасом 1, жестко связанной за счет спекания порошка с каркасом 1. Спекание металлического порошка с каркасом 1 обеспечивает получение на поверхности пор, посредством которых осуществляется удержание облицовочного слоя 3.
Изготовление предлагаемого зубного протеза осуществляют по следующей технологии.
После обработки протезируемого зуба снимают слепок, по которому отливают модель. .Изготовляется :ч коронка-колпачок на протезируемый зуб стандартной толщины 0,28-0,30 мм. После припасовки коронки во рту снимают повторную мерку с колпачком, а затем отливают слепок из обычного гипса. Недостающая высота колпачка до нужного уровня зубного ряда должна быть не менее 1 мм. Те же показания должны иметь опрок- симальная, медиальная и вестибулярная стороны. Пришеечный участок колпачка допускает и более узкие расстояния по отношению к соседним зубам,
Для подобного протезирования возможно использование не только штампованных коронок, но и литых. При этом отливается совершенно гладкая коронка- колпачок, т.е. без каких-либо ретенционных пунктов. На подготовленный таким образом металлический колпачок (или мостовидный каркас металлического протеза) наносят однородный с ним металлический порошок. Для удержания порошка на поверхности каркясз его смешивают с водой и наполнителем, в качестве которого используют буру с борной кислотой (порошок) в соотношении 1:1. При этом ось делают такой консистенции, чтобы обеспечивалось ее удержание на
поверхности каркаса. Ретенционную кашицу наносят шпателем на вестибулярную поверхность с заходом на режущий край коронки колпачка, создавая при этом ретенционный бортик для надежного крепления
0 облицовки. Смесь наносят с небольшим заходом на боковые стороны колпачка. Толщина нанесенного ретенционного покрытия должна составлять не менее 0,2 мм, а в некоторых местах, если позволяют условия,
5 могут достигать и 0,3-0,5 мм. Подготовленный таким образом каркас подвергают термической обработке, обеспечивая спекание порошка с поверхностью каркаса. Порошок, спекаясь на каркасе, не меняет своего мес0 тонахождения, лишь получает небольшую естественную усадку. В том случае, если нанесенный слой ретенционного порошка оказывается недостаточным, его можно добавить. Термическую обработку можно
5 осуществлять как в муфельной печи, так и с помощью обычной стоматологической горелки. После нанесения слоя порошка, исполняющего роль ретенционного узла, осуществляют процесс отбеливания карка0 са с применением соответствующего данному металлу кислотного отбела. Затем известными способами производят восковую моделировку облицовочного слоя с последующей заменой его на пластмассу.
5 Пластмасса, полимеризуясь, заполняет поры ретенционного узла 2, обеспечивая надежное удержание облицовочного слоя 3 на каркасе 1,
Данная технология одинаково приемле0 ма для изготовления одиночных штампованных коронок, мостовидных протезов, литых культевых вкладок.
Для изготовления каркаса были использованы: золото, благодент, сталь и КХС (ко5 бальто-хромовый сплав). В качестве порошка, образующего ретенционный узел, на каркасе из золота используется порошок из золота и золотого припоя, взятые в соотношении 1:1; для каркаса из благодента
0 (культевых литых вкладок) - порошок из благодента и золотого припоя .в соотношении 1:1; для каркасов из стали - порошок из стали и стального припоя в соотношении 1:1 для каркасов из слава КХС - порошок из
5 КХС и стального припоя (либо порошок КХС и порошок стали) 1:1. Подготовку смеси, образующей ретенционный узел, осуществляют смешиванием на воде соответствующего порошка с бурой, взятого в соотношении 10% от объема соответствующего порошка.
Количество воды определяется из условия достижения смеси консистенции, обеспечивающей удержание и ее нетекучесть на поверхности каркаса.
Спекание порошка на каркасе из золота осуществляется при 830-850°С, из благо- дента 850-900°С, из стали 950-1000°С. В сравнении с прототипом, технико-экономические показатели изобретения выражаются в увеличении срока эксплуатации протеза, возможности использования для широкого круга облицовочного протезирования, упрощении конструкции. Применение изобретения улучшает эстетичность, уменьшает стоимость и повышает надежность подобного протезирования. Формула изобретения 1. Зубной протез, состоящий из металлического каркаса с ретенционным узлом
0
5
0
и облицовочного слоя, расположенного сна ружи каркаса, отличающийся тем, что, с целью упрощения конструкции и повышения прочностных характеристик протеза, ретенционный узел выполнен из пористой структуры однородной с каркасом.
2. Способ изготовления зубного протеза, включающий изготовление каркаса, выполнение ретенционного узла на каркасе и нанесение облицовочного слоя на каркас, отличающийся тем, что, с целью сокращения времени изготовления протеза, выполнение ретенционного узла осуществляют путем нанесения на каркас порошка однородного с поверхностью каркаса, после чего осуществляют спекание порошка на каркасе при температурном воздействии до образования пористой структуры.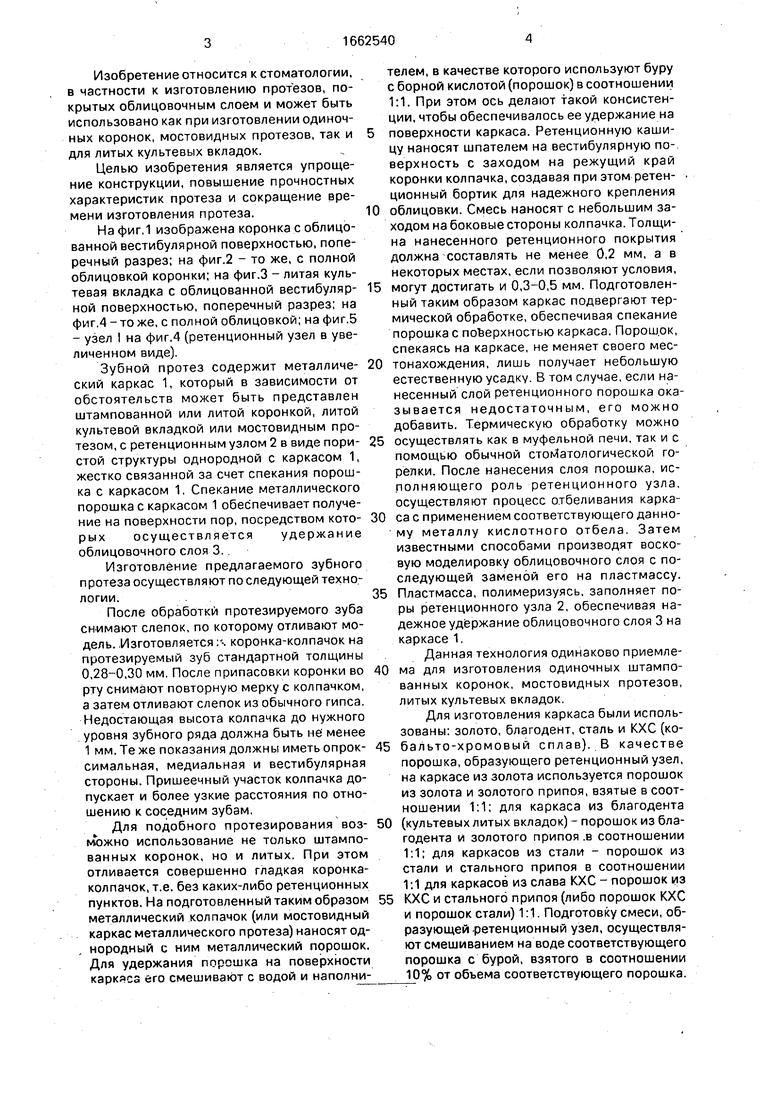
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНОГО НЕСЪЕМНОГО ЗУБНОГО ПРОТЕЗА | 2000 |
|
RU2177276C1 |
| ЗУБНАЯ КОРОНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2054900C1 |
| СПОСОБ НАНЕСЕНИЯ ОБЛИЦОВОЧНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ЗУБНЫХ ПРОТЕЗОВ | 1991 |
|
RU2054902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ЗУБНОГО ПРОТЕЗА | 1996 |
|
RU2098044C1 |
| Способ изготовления металлокерамических зубных протезов | 1988 |
|
SU1560177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ КОРОНОК ИЗ ДИОКСИДА ЦИРКОНИЯ | 2016 |
|
RU2631104C1 |
| Способ изготовления металлокерамических зубных коронок | 1989 |
|
SU1669444A1 |
| СПОСОБ ФОРМИРОВАНИЯ АДГЕЗИВНО-ОПАКЕРНОЙ СИСТЕМЫ В МЕТАЛЛОГЕЛИОКОМПОЗИТНЫХ ЗУБНЫХ ПРОТЕЗАХ | 2002 |
|
RU2210337C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСЪЕМНОГО МЕТАЛЛОПОЛИМЕРНОГО ЗУБНОГО ПРОТЕЗА ЖЕВАТЕЛЬНОЙ ГРУППЫ ЗУБОВ | 2005 |
|
RU2290128C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО МЕТАЛЛОПЛАСТМАССОВОГО ЗУБНОГО ПРОТЕЗА | 1993 |
|
RU2071290C1 |
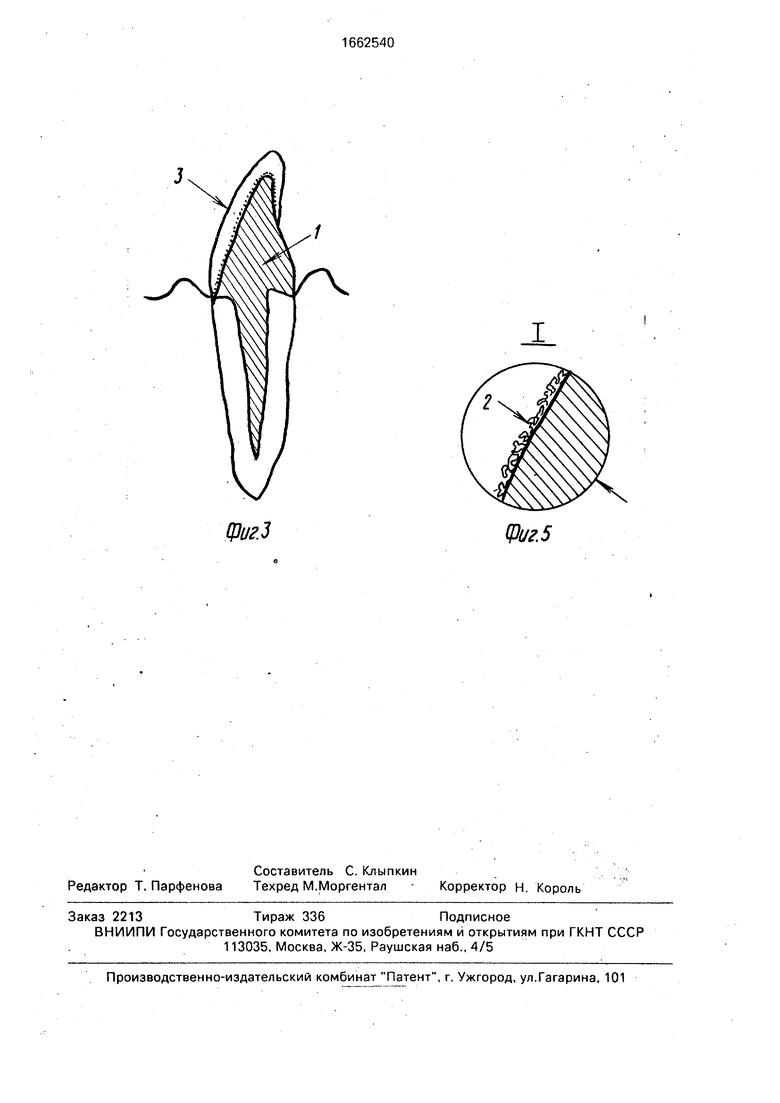
Изобретение относится к стоматологии. Цель изобретения - упрощение конструкции, повышение прочностных характеристик протеза и сокращение времени его изготовления. Зубной протез состоит из металлического каркаса 1 с ретенционным узлом 2 и облицовочного слоя 3, при этом ретенционный узел 2 выполнен из пористой структуры, однородной с каркасом 1. Способ изготовления зубного протеза включает изготовление каркаса 1, выполнение ретенционного узла 2 на каркасе 1 и нанесение облицовочного слоя 3 на каркас 1. При этом выполнение ретенционного узла 2 осуществляют путем нанесения на каркас 1 порошка, однородного с поверхностью каркаса 1, после чего осуществляют спекание порошка на каркасе 1 при температурном воздействии до образования пористой структуры. 2 с.п.ф-лы, 5 ил.
фиг.1
/
Фиг.
фиг.З
I
(Риг. 5
| Зубная коронка | 1984 |
|
SU1237197A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
