3Э Указанная цель достигается тем, что плотность тока определяют- путем измерения напряжения, до которого заряжается электрическая емкость между обрабатываемой деталью и электролитом, причем обратная связь для поддер жания заданной средней плотности тока на обрабатываемых деталях осуществляется по напряжению заряда указанной емкости. На чертеже представлена блок-схема устройства, реализующего способ контроля. Устройство содержит ванну с элект ролитом 1, обрабатываемую деталь (ка тод) 2, анод 3, электрод , генератор 5 импульсов, измерительное устройство 6 для реализации предлага.емого способа. При погружении обрабатываемой детали - катода 2 в ванну с электролитом 1 на границе металл-электролит возникает двойной электрический слой емкость которого пропорциональна пло щади обрабатываемой детали 2, на поверхности которой она возникает .-дет электрическая емкость. возникающая между деталью (катодом) и электролитом; константа, сохраняющая свое значение для данного электролита.,и материала детали; площадь обрабатываемой де тали. , От генератора 5 на обрабатываемую деталь относительно анода подаются импульсы напряжения фиксированной длительности TTi, . Измерительное устройство 6 осуществляет измерение при ращения потенциала обрабатываемой де тали относительно электролита (элект род ) за время действия импульса Tj Величина этого напряжения Г ,(2) где р ток в цеп и обрабатываемой детали; С емкость двойного электрического слоя. Средняя плотность тока на обрабатываемой детали определяется выражениемб Из формул (1), (2) и (3) следует. к и) - константа измерения. Таким образом, приращение напряжения на емкости за время действия импульса напряжения длительностью пропорционально средней катодной плотности тока . Из уравнения (4) следует, что, опРеделив по образцу с известной плс Чадью константу измерения К, можно затем измерять среднюю плотность тока на деталях различной конфигурации. Заданная средняя плотность тока поддерживается воздействием на регулируемый генератор 5 обратной связью по напряжению ,, при этом амплитуда импульсов изменяется так, что Л (}з,од const. П р и м е р. Проводят техническую обработку различной конфигурации и площади покрываемой поверхности (печатные платы с металлизированными отверстиями, одно- и двухсторонние заготовки из фольгированного диэлектрика) в электролите сернокислого меднения. Состав электролита, г/л: CuSO. 190 N3.504 55 При погружении обрабатываемых деталей (катода) в электролит между деталью и электролитом создается емкость двойного электрического слоя, пропорциональная площади деталей, на поверхности которых она возникает. В цепи питания гальванической ванны формируются импульсы тока фиксированной длительности ЮО мкс. Приращение потенциала катода относительНО потенциала электролита Д U за время действия импульса тока I tTp, оказывается пропорциональным средней катодной плотности тока ди К j. Настройка на заданную плотность - д тока 2 осуществляется по -tp детали S. л с известной площадью покрываемой поверхности S 0,1 dm путем установки тока источника 1, j S,
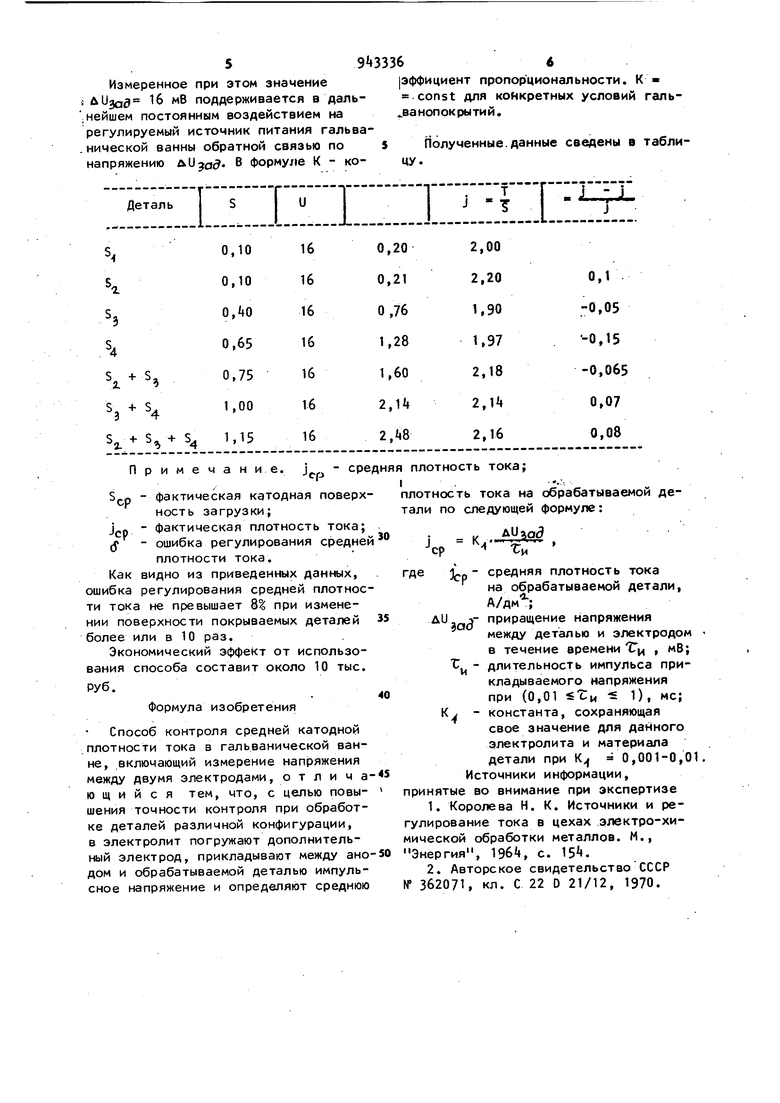
Измеренное при этом значение i лиза5 16 мВ поддерживается в даль;Нейшем постоянным воздействием на регулируемый источник питания гальванической ванны обратной связью по напряжению . В формуле К - коДеталь
|эффициент пропорциональности. К « const для конкретных условий галь ванопокрытий.
Полученные.данные сведены в таблицу. CLlZTjiaZEEi
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения площади катода в гальванической ванне | 1986 |
|
SU1439161A1 |
| Способ измерения площади деталей при гальваническом процессе | 1980 |
|
SU883197A2 |
| Устройство для измерения площади детали в гальванической ванне | 1987 |
|
SU1458446A1 |
| Способ определения площади деталей в гальванической ванне | 1986 |
|
SU1414879A1 |
| Способ измерения площади катода в гальванической ванне | 1984 |
|
SU1242546A1 |
| СПОСОБ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2008 |
|
RU2389830C2 |
| Способ контроля средней плотности тока в гальванической ванне | 1989 |
|
SU1664882A1 |
| Способ получения электрохимическим оксидированием покрытий на вентильных металлах или сплавах | 2019 |
|
RU2718820C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННОГО ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2010 |
|
RU2476628C2 |
| Устройство для плазменно-электролитной обработки изделий из вентильных металлов и их сплавов | 2021 |
|
RU2773771C1 |

Примечание, j - сре фактическая катодная поверхность загрузки; фактическая плотность тока; ошибка регулирования средней плотности тока. Как видно из приведенных данных, ошибка регулирования средней плотности тока не превышает В% при изменении поверхности покрываемых деталей более или в 10 раз. Экономический эффект от использования способа составит около 10 тыс. руб. Формула изобретения Способ контроля средней катодной .плотности тока в гальванической ванне, включающий измерение напряжения между двумя электродами, о т л и ч а ю щ и и с я тем, что, с целью повышения точности контроля при обработке деталей различной конфигурации, в электролит погружают дополнительный электрод, прикладывают между ано
дом и обрабатываемой деталью импульсное напряжение и определяют среднюю
1
W
I...
«M
O
Ж
