1
(21)4619638/07.
(22)13.12.88
(46) 23.07.91.Бюл. Ms 27
(71)Всесоюзный проектно-конструкторский и технологический институт светотехнической промышленности
(72)В.М.Налуковый (53)621.313.44(088.8)
(56)Патент ФРГ № 2638780, кл. Н01 F 27/24, 1977.
(54) СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТО- ПРОВОДА
(57)Изобретение относится к электротехнике, в частности к технологии изготовления
мэгнитопровода, состоящего из Е-и L-об- разных пластин, используемой преимущественно в балластном устройстве газоразрядных ламп. Цель изобретения - повышение точности изготовления пластин магнитопровода. Е-образные пластины 1 выштамповывают попарно противолежащими и плотно входящими одна в другую край- ними плечами, одну пару L-образных пластин 4 и 5 выштамповывают из свободных участков, образованных между Е-об- разными пластинами, а другую пару - из свободных участков между соседними парами Е-образных пластин. 3 ил.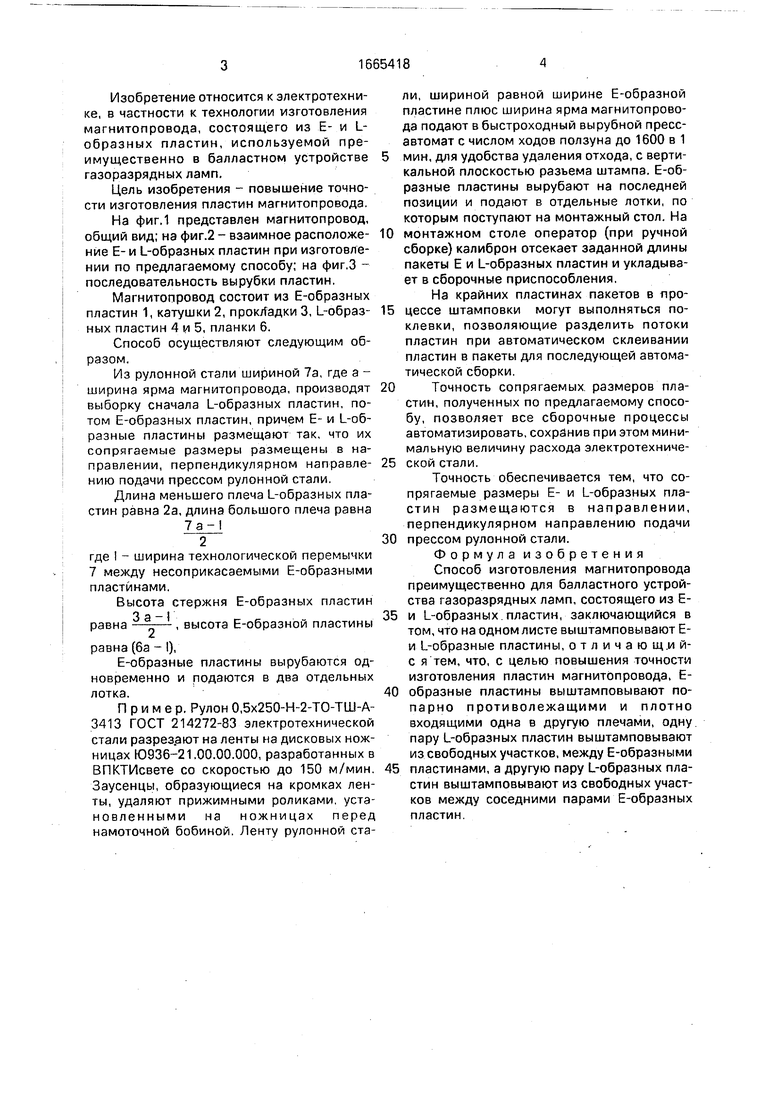
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода | 1980 |
|
SU1083926A3 |
| Способ изготовления магнитопровода дросселя балластного устройства | 1985 |
|
SU1343452A1 |
| Балластный дроссель для газоразрядных ламп | 1987 |
|
SU1458897A1 |
| Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах | 1986 |
|
SU1450764A3 |
| Балластный дроссель для газоразрядных ламп | 1982 |
|
SU1078475A1 |
| Способ изготовления магнитопроводов | 1982 |
|
SU1056286A1 |
| Балластный дроссель для газоразрядных ламп | 1985 |
|
SU1361644A1 |
| Дроссель для газоразрядных ламп | 1985 |
|
SU1410115A1 |
| Балластный дроссель для газоразрядных ламп | 1974 |
|
SU515316A1 |
| Магнитопровод дросселя балластного устройства | 1983 |
|
SU1374291A1 |
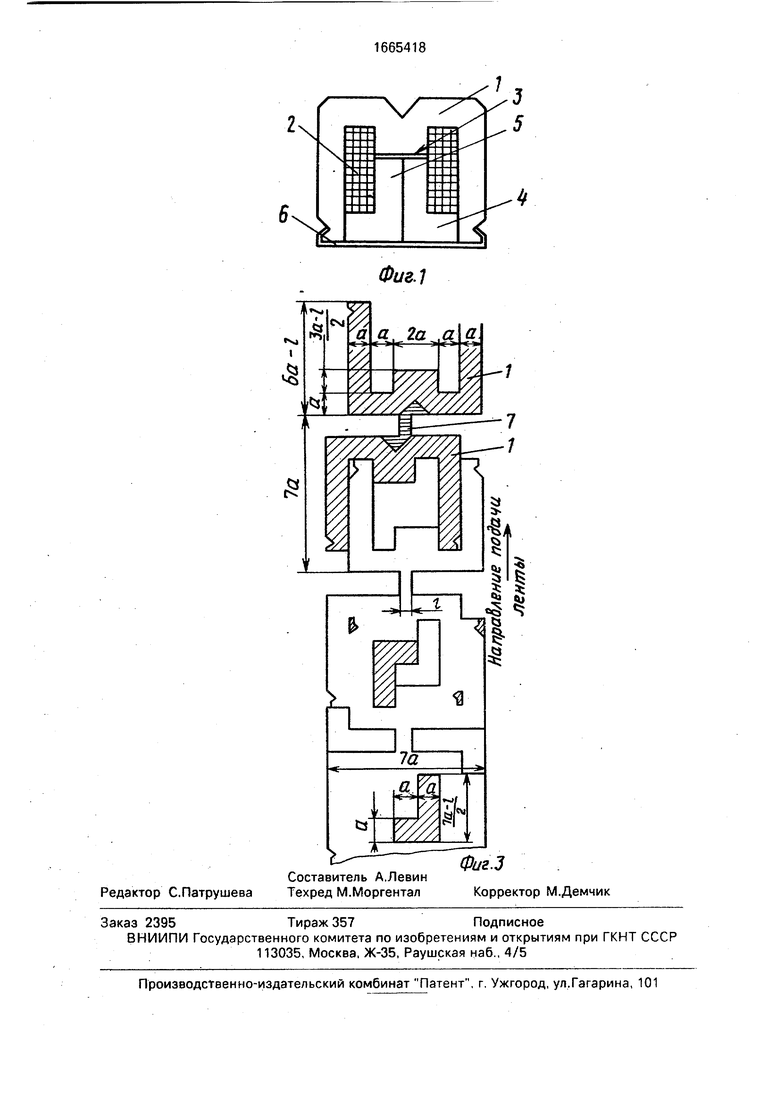
Изобретение относится к электротехнике, в частности к технологии изготовления магнитопровода, состоящего из E и L - образных пластин, используемой преимущественно в балластном устройстве газоразрядных ламп. Цель изобретения - повышение точности изготовления пластин магнитопровода. E-образные пластины 1 выштамповывают попарно противолежащими и плотно входящими одна в другую крайними плечами, одну пару L-образных пластин 4 и 5 выштамповывают из свободных участков, образованных между E-образными пластинами, а другую пару - из свободных участков между соседними парами E-образных пластин. 3 ил.
;
/
L
/ /Ч
/
ч
5 ;5
Фиг.2
/ /Ч
/
(Л
С
3
о е ел
-
оо
Изобретение относится к электротехнике, в частности к технологии изготовления магнитопровода, состоящего из Е- и L- образных пластин, используемой преимущественно в балластном устройстве газоразрядных ламп.
Цель изобретения - повышение точности изготовления пластин магнитопровода.
На фиг.1 представлен магнитопровод, общий вид; на фиг.2 - взаимное расположение Е- и L-образных пластин при изготовлении по предлагаемому способу; на фиг.З - последовательность вырубки пластин.
Магнитопровод состоит из Е-образных пластин 1, катушки 2, прокладки 3, L-образных пластин 4 и 5, планки 6.
Способ осуществляют следующим образом.
Из рулонной стали шириной 7а, где а - ширина ярма магнитопровода, производят выборку сначала L-образных пластин, потом Е-образных пластин, причем Е- и L-об- разные пластины размещают так, что их сопрягаемые размеры размещены в направлении, перпендикулярном направлению подачи прессом рулонной стали.
Длина меньшего плеча L-образных пластин равна 2а, длина большого плеча равна 7а-1
2
где I - ширина технологической перемычки 7 между несоприкасаемыми Е-образными пластинами.
Высота стержня Е-образных пластин
равна --- , высота Е-образной пластины
равна (6а -1),
Е-образные пластины вырубаются одновременно и подаются в два отдельных лотка.
Пример. Рулон 0,5х250-Н-2-ТО-ТШ-А- 3413 ГОСТ 214272-83 электротехнической стали разрез.ают на ленты на дисковых ножницах Ю936-21.00.00.000, разработанных в ВПКТИсвете со скоростью до 150 м/мин. Заусенцы, образующиеся на кромках ленты, удаляют прижимными роликами установленными на ножницах перед намоточной бобиной. Ленту рулонной стали, шириной равной ширине Е-образной пластине плюс ширина ярма магнитопровода подают в быстроходный вырубной пресс- автомат с числом ходов ползуна до 1600 в 1
мин, для удобства удаления отхода, с вертикальной плоскостью разъема штампа. Е-образные пластины вырубают на последней позиции и подают в отдельные лотки, по которым поступают на монтажный стол. На
монтажном столе оператор (при ручной сборке) калиброн отсекает заданной длины пакеты Е и L-образных пластин и укладывает в сборочные приспособления,
На крайних пластинах пакетов в яроцессе штамповки могут выполняться поклевки, позволяющие разделить потоки пластин при автоматическом склеивании пластин в пакеты для последующей автоматической сборки.
Точность сопрягаемых размеров пластин, полученных по предлагаемому способу, позволяет все сборочные процессы автоматизировать, сохранив при этом минимальную величину расхода электротехнической стали.
Точность обеспечивается тем, что сопрягаемые размеры Е- и L-образных пластин размещаются в направлении, перпендикулярном направлению подачи
прессом рулонной стали.
Формула изобретения Способ изготовления магнитопровода преимущественно для балластного устройства газоразрядных ламп, состоящего из Еи L-образных пластин, заключающийся в том, что на одном листе выштамповывают Е- и L-образные пластины, отличающий- с я тем, что, с целью повышения точности изготовления пластин магнитопровода, Еобразные пластины выштамповывают попарно противолежащими и плотно входящими одна в другую плечами, одну пару L-образных пластин выштамповывают из свободных участков, между Е-образными
пластинами, а другую пару L-образных пластин выштамповывают из свободных участков между соседними парами Е-образных пластин
