Изобретение относится к техноло- гии изготовления электроиндукционных аппаратов, в частности дросселей.
Целью изобретения явьяется снижение удельных потерь мощности в магни- топроводе.
На фиг. 1 изображен пакет пластин до гибки; на фиг. 2 - то же, после гибки в собранном изделии.
Магнитопровод, выполненный по предлагаемому способу состоит из пластин 1, катушки 2,, прокладки 3 и планки 4.
Способ осуществляется следующим образом.
Каждую пластину 1 пакета магнито- провода штампуют прямоугольной формы из электротехнической стали. В трех местах пластины 1 выштамповывают просечки а, Ь, с, d, е, f в виде равнобедренных треугольников, вершины прямых углов которых размещены зеркально к оси симметрии пластин и находятся в плоскостях, перпендику- ,лярных к линии надреза 1, равной развернутой длине ярма и проходящей по оси симметрии со стороны ярмообра- зующего конца. Пластины 1 собирают в пакет, гнут в местах просечек a,b,d, до Ш-образной формы и собирают с катушкой 2. После установки прокладки 3 (при сборке дросселей для газоразрядных ламп) пакет пластин 1 гнут перпендикулярно плоскости пластин в ослабленных просечками с и f сечениях до стыковки свободр1ых концов пластины 1 поверхностями h и с поверхностью q. После этого пакет пластин 1 магнитопровода зажимают планкой 4.
Пример. Рулон 0,5х250-Н-2-ТО -TI11-A-3413 электротехнической стали разрезают .на ленты шириной, равной ширине пластин на дисковых ножницахд со скоростью до 150 м/мин. Заусеницы образующиеся на кромках ленты, удаляются прижимными роликами, установленными на ножницах перед намоточной бобиной. Бобину с лентой устанавливают на разматъшающее устройство пресс автомата вырубного быстроходного с числом ходов ползуна до 1600 в минуту. Поштучно штампуемые прямоугольной формтз пластины с тремя просечками с каждой стороны, отверстием, разрезаемым по диаметру линией над- зеза, проходящей через ось симметрии пластины со стороны поверхности h
за вершины просечек а, d на 2 - 4 мм, подаются в лоток, перемещаясь в котором, деформируются в местах просечек а, Ь, d, 1 до Ш-образной формы и поступают Б монтажный стол. На монтажном столе оператор (при ручной сборке) калибром отсекает заданной длины пакет и устанавливает в гнездо сборочного приспособления, включает пневмо- цилиндры торцового и бокового поджимов, надевает катушку на средний стержень магнитопровода, кладет прокладку. -После этого включает пневмо5 цилиндр механизма сгиба концов магнитопровода в сечении просечек с, f до соприкосновения с поверхностью q. После отключения цилиндра оператор кладет крышку и включает пневмоци0 линдр механизма дожатия. Крышка с от- вальцованными буртиками типа ласточкин хвост входит в зацепление с боковыми пазами на магнитопроводе. Все пневмоцилиндры отключают, освобождая
5 собранный пускорегулирующий аппарат от усилий.
Магнитопровод и предлагаемый способ его изготовления позволяют все сборочные процессы автоматизировать.
Предлагаемый способ позволяет снизить по сравнению с известным удель- Ные потери в магнитопроводе путем исключения из него участков, направление магнитного потока в которых не совпадает с направлением проката.
В основу обоснования технико-экономической эффективности изобретения положены экспериментальные и теоретические данные об анизотропии удельных потерь в холоднокатанной трансформаторной стали с ребровой тексту- рой. Удельные потери трансформаторной стали -с ребровой текстурой при изменении направления магнитного потока по отношению к направлению прокатки
0
5
0
5
0
5
от о до 90° изменяются в диапазоне от 1 до 5 Вт/кг. При этом для угла 0° потери равны 1 Вт/кг, при 45° - приблизительно 5 Вт/кг.
Таким образом, пожно сделать вывод, что при одинаковых геометрических размерах Магнитопровод, изготовленный из холоднокатанной стали с ребровой текстурой по предлагаемому способу имеет в 5 раз меньше потери, чем Магнитопровод, изготовленный по известному способу, направления магнитного потока в котором находятся под углом 45 на протяжении всей его
длины. Одновременно снижается сложность сборки магнитопровода за счет того, что магнитопровод состоит из одного пакета пластин и исключается необходимостЪ сборки из нескольких пакетов.
Формула изобретения
Способ изготовления магнитопровода дросселя балластного устройства, включающий штамповку пластин из листа стали с образующими соединитель
/
Фиг I
Составитель В.Мельникова Редактор С.Пекарь Техред М.ДкцыкКорректор М.Максимишинец
Заказ 4828/51 Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиг рафическое предприятие, г. Ужгород, ул. Проектная, 4
ную перемычку просечками, гибку пакета пластин, образующих основание и боковые ярма, отличающий- с я тем, что, с целью снижения удельных потерь мощности в магнитопроводе, пластины штампуют в виде единого элемента прямоугольной формы вдоль направления максимальной магнитной проводимости листа, делают в нем надрез по оси симметрии на длину, равную длине контура ярма магнитопровода, затем отгибают образовавшиеся две части в противоположные стороны.
Фиг г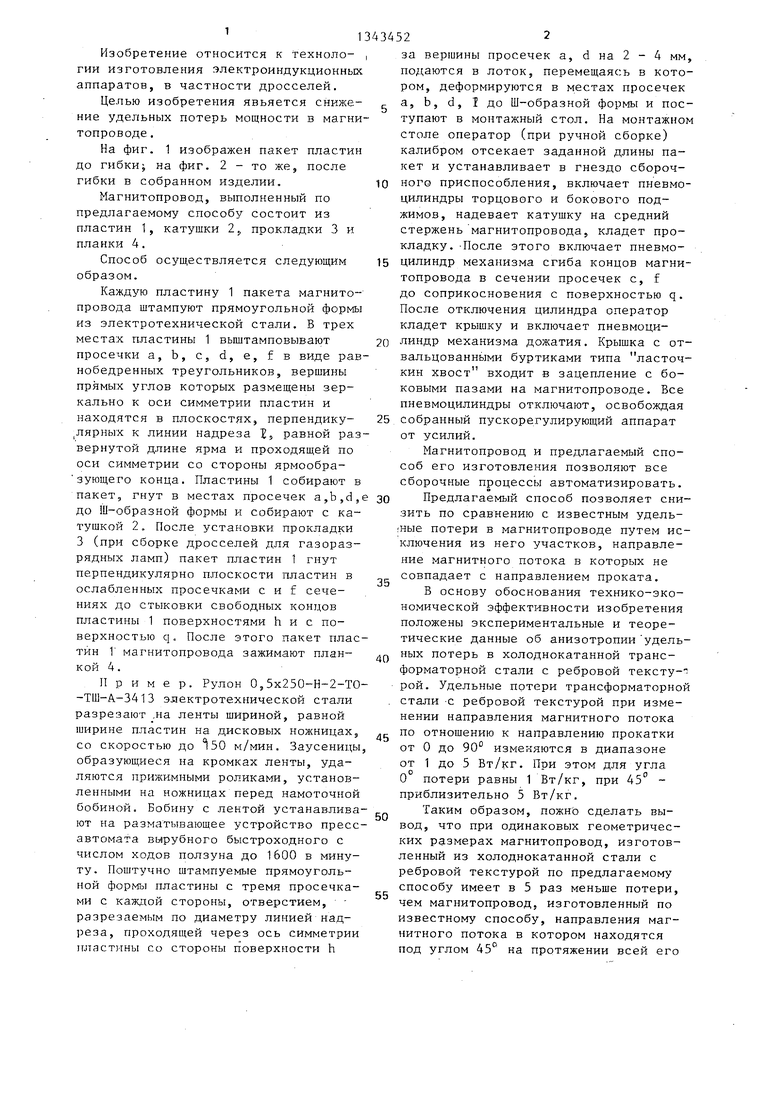
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ШИХТОВАННОГО МАГНИТОПРОВОДА СТЕРЖНЕВОГО ТРАНСФОРМАТОРА | 2014 |
|
RU2565239C1 |
| Способ изготовления магнитопроводов | 1982 |
|
SU1056286A1 |
| Способ изготовления электроиндукционных аппаратов | 1974 |
|
SU587886A3 |
| Способ изготовления витого магнитопровода электрической машины | 1989 |
|
SU1742946A1 |
| СПОСОБ ОБРАБОТКИ ШИХТОВАННОГО МАГНИТОПРОВОДА БРОНЕВОГО ТРАНСФОРМАТОРА | 2014 |
|
RU2558370C1 |
| ПРОСТРАНСТВЕННЫЙ СИММЕТРИЧНЫЙ МАГНИТОПРОВОД | 2014 |
|
RU2569931C1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1050052A1 |
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| ПЛОСКАЯ МНОГОФАЗНАЯ МАГНИТНАЯ СИСТЕМА | 2010 |
|
RU2444801C1 |
| Магнитопровод | 1978 |
|
SU765892A1 |
Изобретение относится к технологии изготовления индукционных аппаратов, в частности дросселей. Целью изобретения является снижение удельных потерь мощности. Сущность способа состоит в штамповке пластин пакета магнитопровода прямоугольной формы из электротехнической стали. В нескольких местах пластины выштампо- вываются просечки в виде равнобедрен-: ных треугольников, вершины прямых углов которых размещены зеркально к оси симметрии пластин и находятся в плоскостях, перпендикулярных к линии надреза, направленной по оси симметрии на длину, равную длине контура ярма магнитопровода. После этого образовавшиеся две части отгибают в противоположные стороны для образования основания и боковых ярм. 2 ил. СО 4 00 4 сд ГчЭ
| Способ изготовления магнитопроводов | 1982 |
|
SU1056286A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жидкостно-кольцевая машина | 1987 |
|
SU1446350A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
