Фиг. 1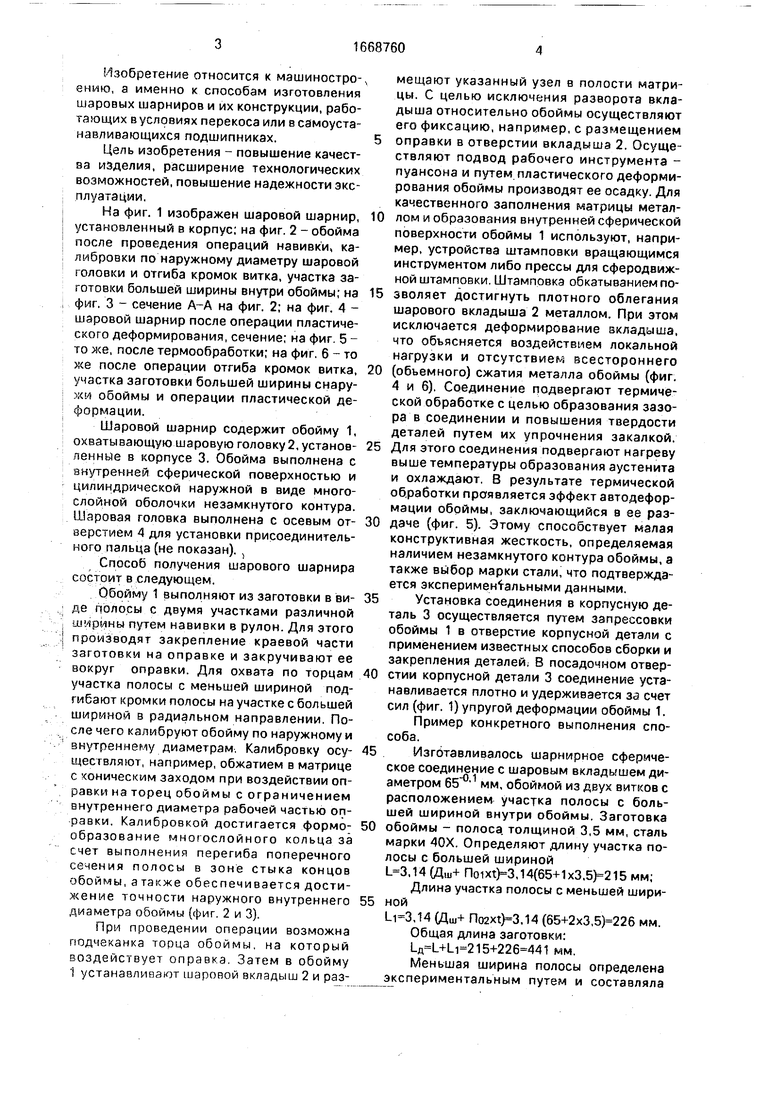
| название | год | авторы | номер документа |
|---|---|---|---|
| МУФТА | 2006 |
|
RU2299365C1 |
| Устройство для очистки ленты конвейера | 1980 |
|
SU899429A1 |
| ШАРОВОЙ ШАРНИР | 1991 |
|
RU2039888C1 |
| Штативная головка | 1990 |
|
SU1811629A3 |
| ШТАТИВНАЯ ГОЛОВКА | 1992 |
|
RU2051400C1 |
| Устройство для термической обрезки стыкуемых кромок листовых конструкций | 1982 |
|
SU1082572A1 |
| МУФТА | 2006 |
|
RU2299367C1 |
| Универсальный шариковый шарнир | 1984 |
|
SU1328592A1 |
| Универсальный шарнир | 1979 |
|
SU836852A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ТЕЛА ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2000 |
|
RU2173623C1 |
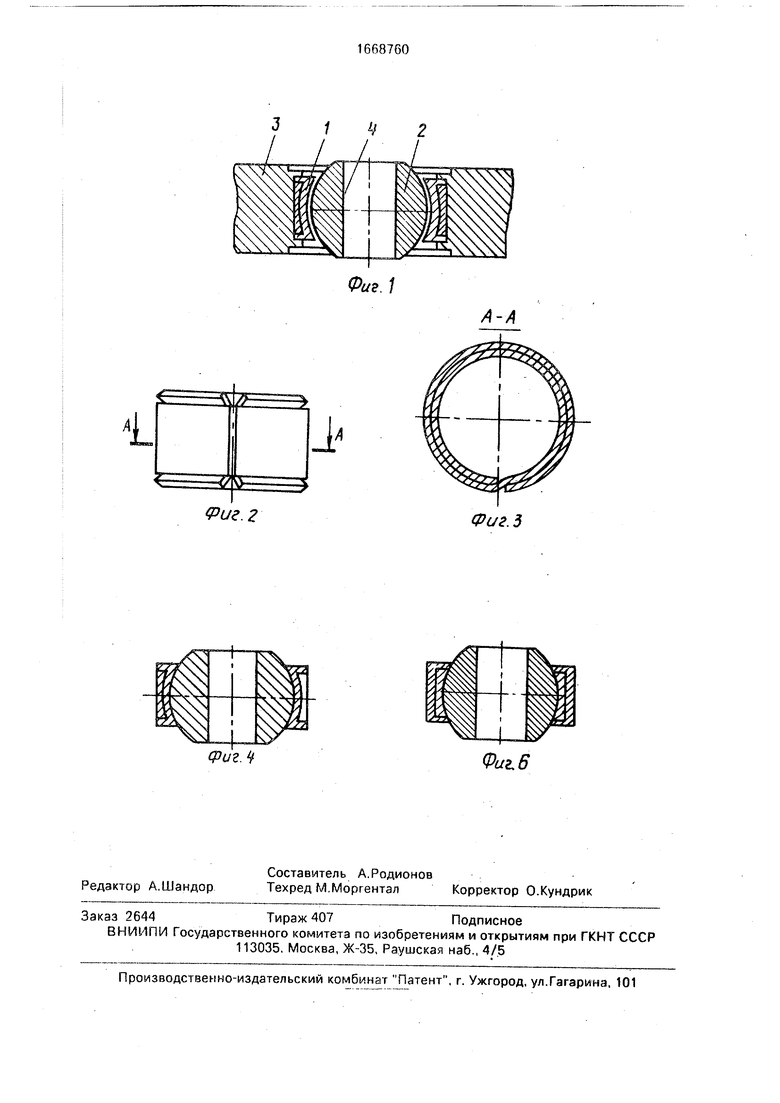
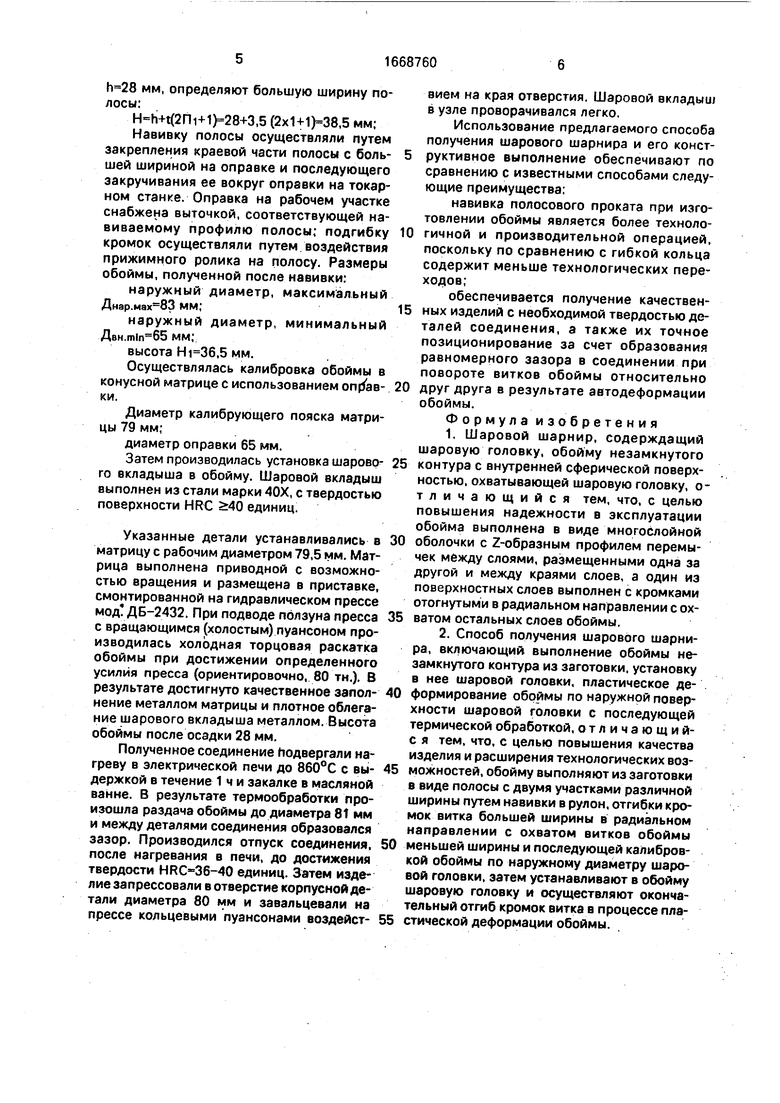
Изобретение относится к машиностроению, а именно к способам изготовления шаровых шарниров, работающих в условиях перекоса или в самоустанавливающихся подшипниках. Цель изобретения - повышение качества изделия, расширение технологических возможностей, повышение надежности эксплуатации. Шаровой шарнир содержит обойму 1 с внутренней сферической поверхностью и цилиндрической наружною, выполненную в виде многослойной оболочки незамкнутого контура и охватывающую шаровую головку (ШГ) 2, выполненную с осевым отверстием для установки пальца. Обойма состоит из заготовки в виде полосы с двумя участками различной ширины путем навивки в рулон, отгибки кромок витка большей ширины в радиальном направлении с охватом витков обоймы меньшей ширины и последующей калибровкой обоймы по наружному диаметру ШГ 2. Устанавливают обойму ШГ 2 и осуществляют пластическое деформирование обоймы на наружной поверхности ШГ 2 с одновременным отгибом кромок витка к торцам обоймы с последующей термической обработкой для получения равномерного зазора между ШГ 2 и обоймой. 2 с.п.ф-лы, 6 ил.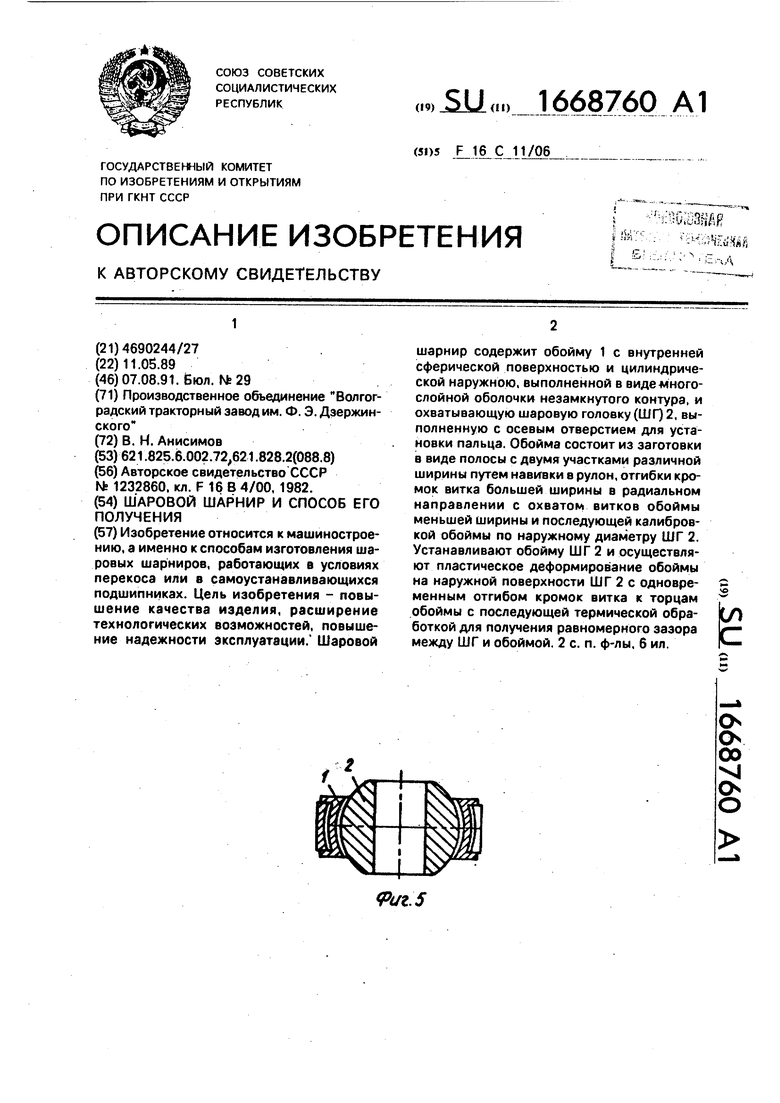
1
Фиг. Ч
Фиг. 3
Фиг. 6
| Способ изготовления сферического шарнира | 1982 |
|
SU1232860A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
